Service de post-traitement des ébauches en superalliage
- Nous proposons le post-traitement des ébauches suivantes:
- Pièces de fonderie à la cire perdue sous vide
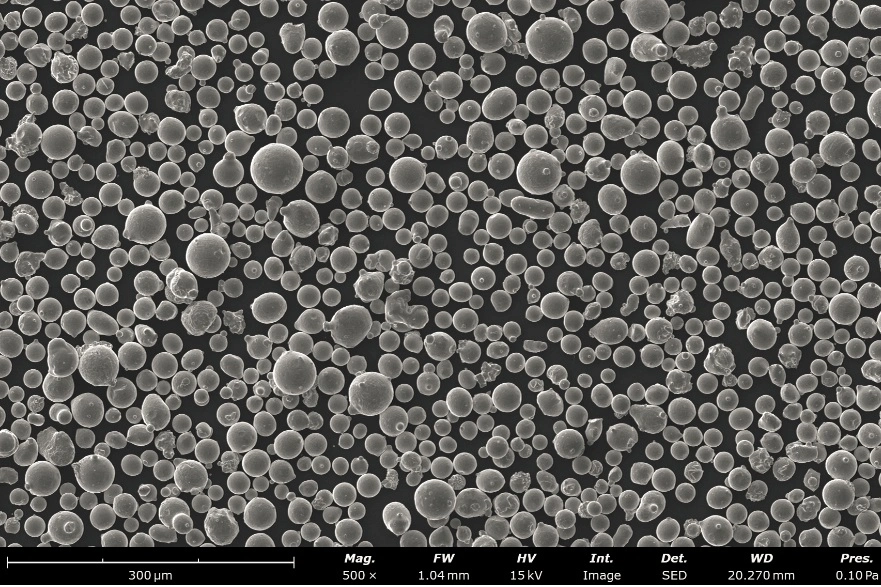
- Pièces de métallurgie des poudres
- Pièces forgées de précision
- Pièces usinées CNC
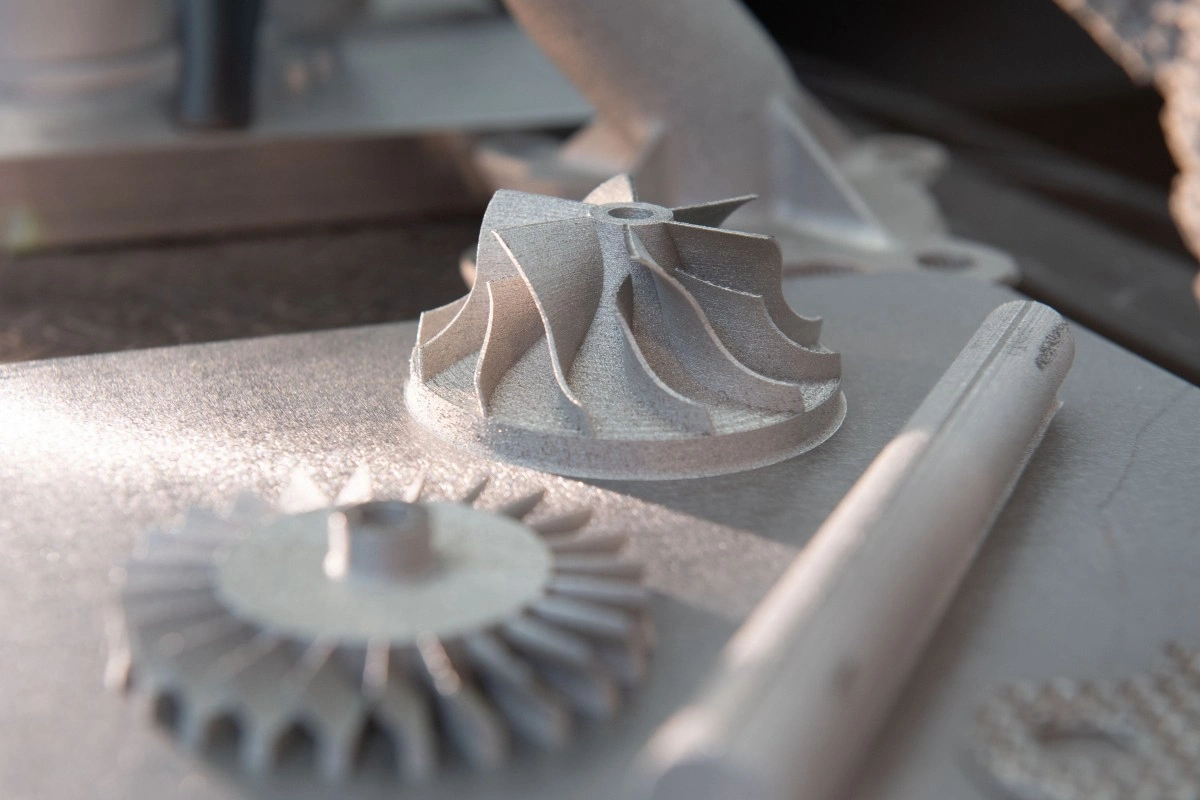
- Pièces imprimées 3D
- Superalliages: Alliage Inconel, Série CMSX, Alliage Monel, Alliage Hastelloy, Alliage Stellite, Alliage Nimonic, Alliage titane, Alliages René, Alliage monocristallin
Importance du post-traitement sur les pièces en superalliage

Ébauches en superalliage que nous fabriquons





Post-traitements et finitions de surface des ébauches
Post-traitements | Images | Avantages | Liens |
|---|---|---|---|
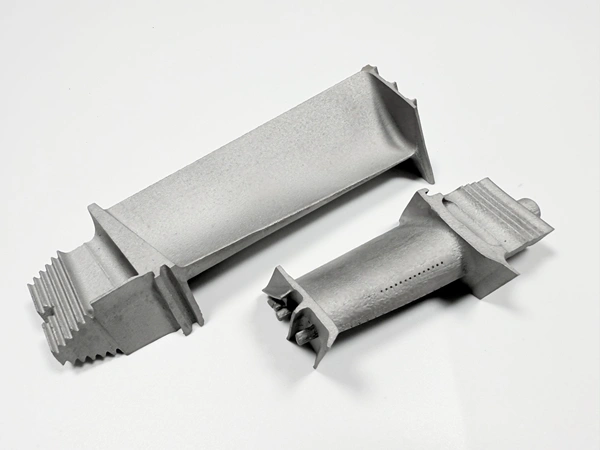
Post-traitement | 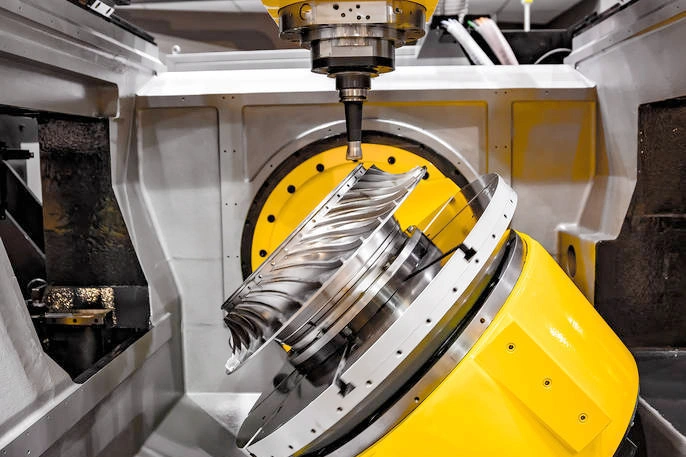 | 1. Retrait de matière excédentaire : usinage CNC ou EDM pour atteindre des structures complexes et des tolérances serrées | |
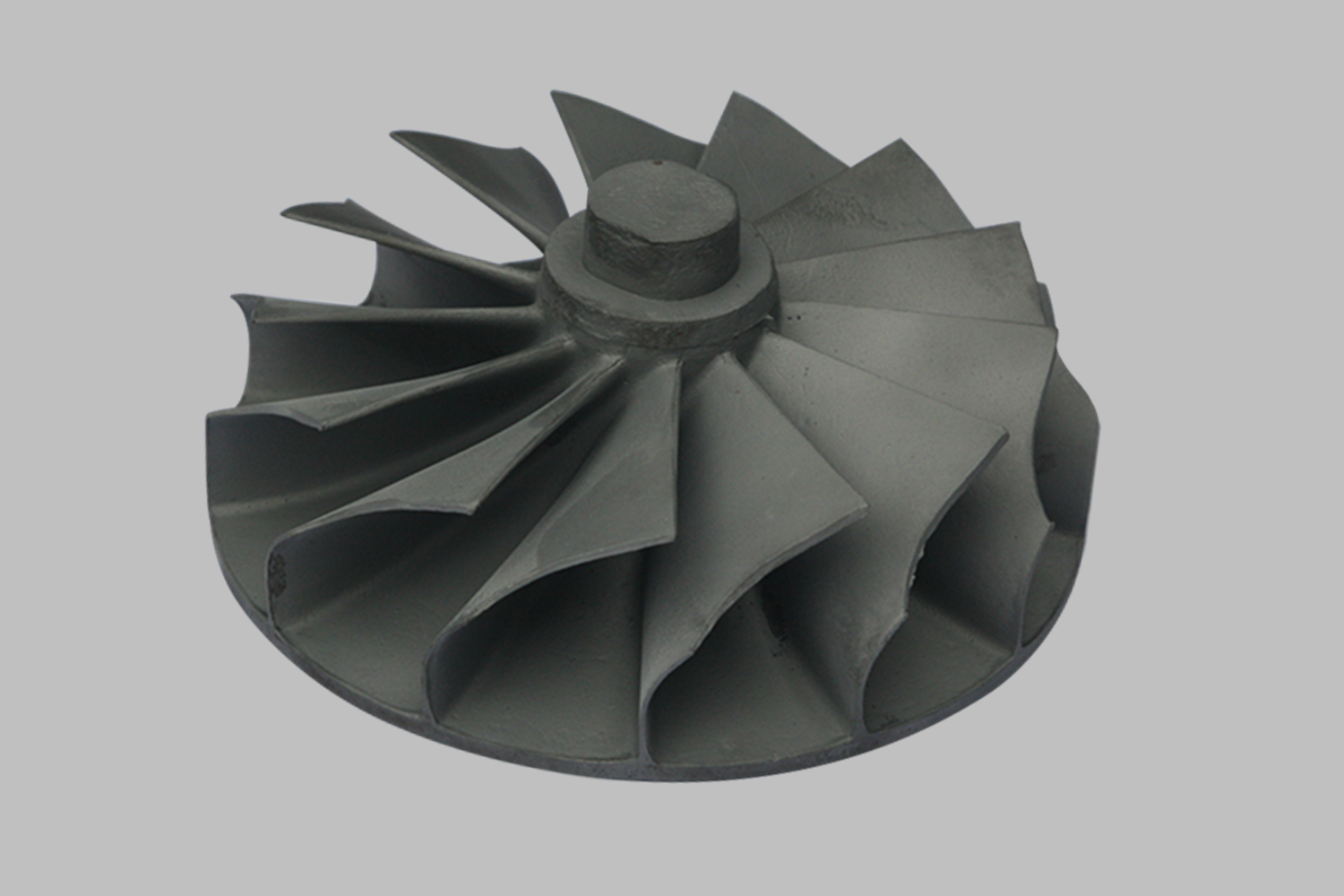
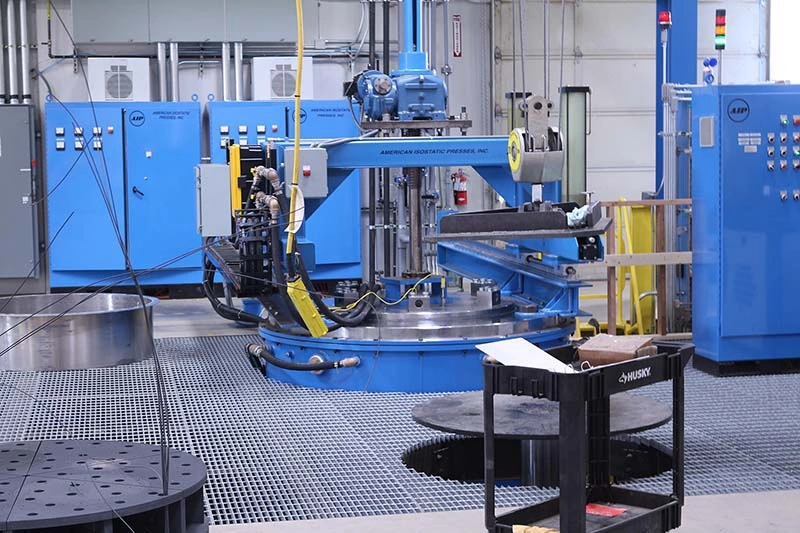
Pressage isostatique à chaud (HIP) | 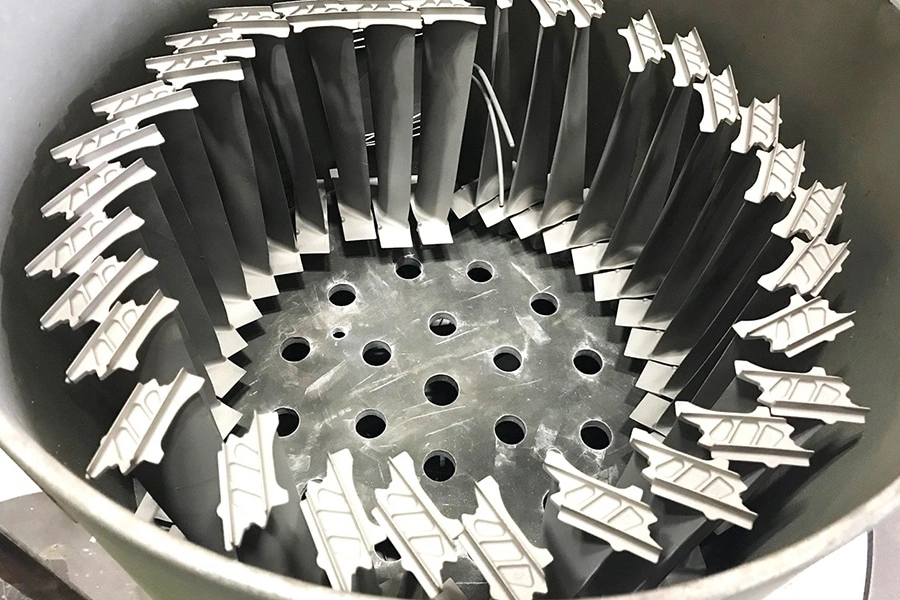 | 1. Densification des pièces moulées et imprimées 3D : élimination de la porosité interne, des retassures, de la ségrégation, etc. | |
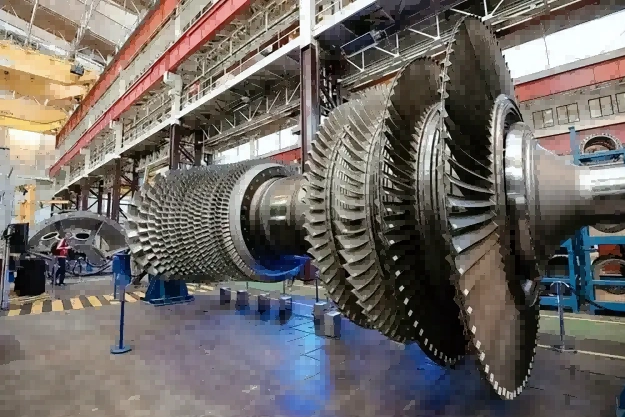
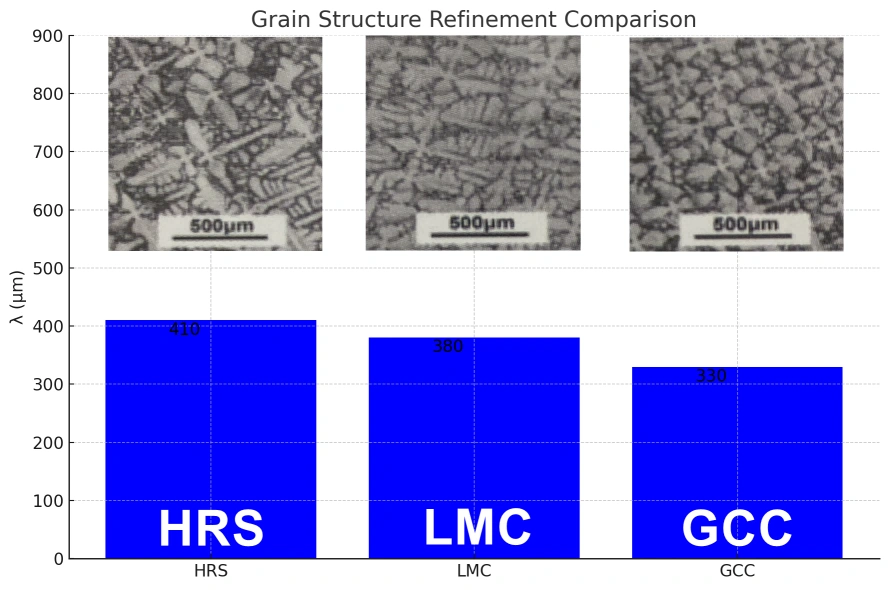
Traitement thermique |  | 1. Augmentation de la résistance à la traction, de la limite d’élasticité, de la ténacité et de la ductilité via la précipitation (γ' ou carbures). | |
Soudage des superalliages |  | 1. Divers matériaux de brasage pour aubes monocristallines LTP disponibles en pâte, ruban adhésif ou feuille. | |
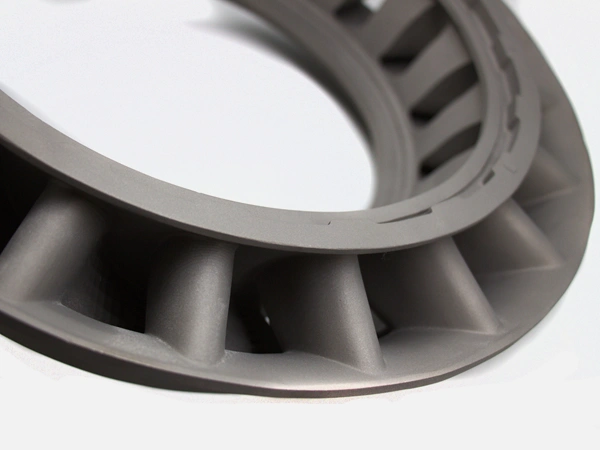
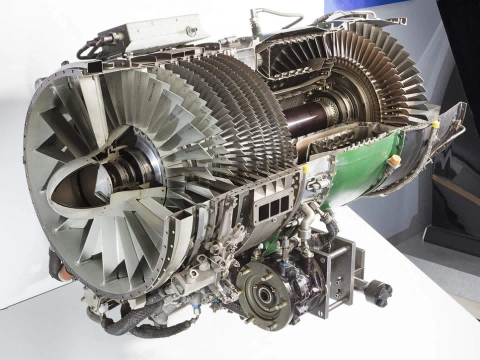
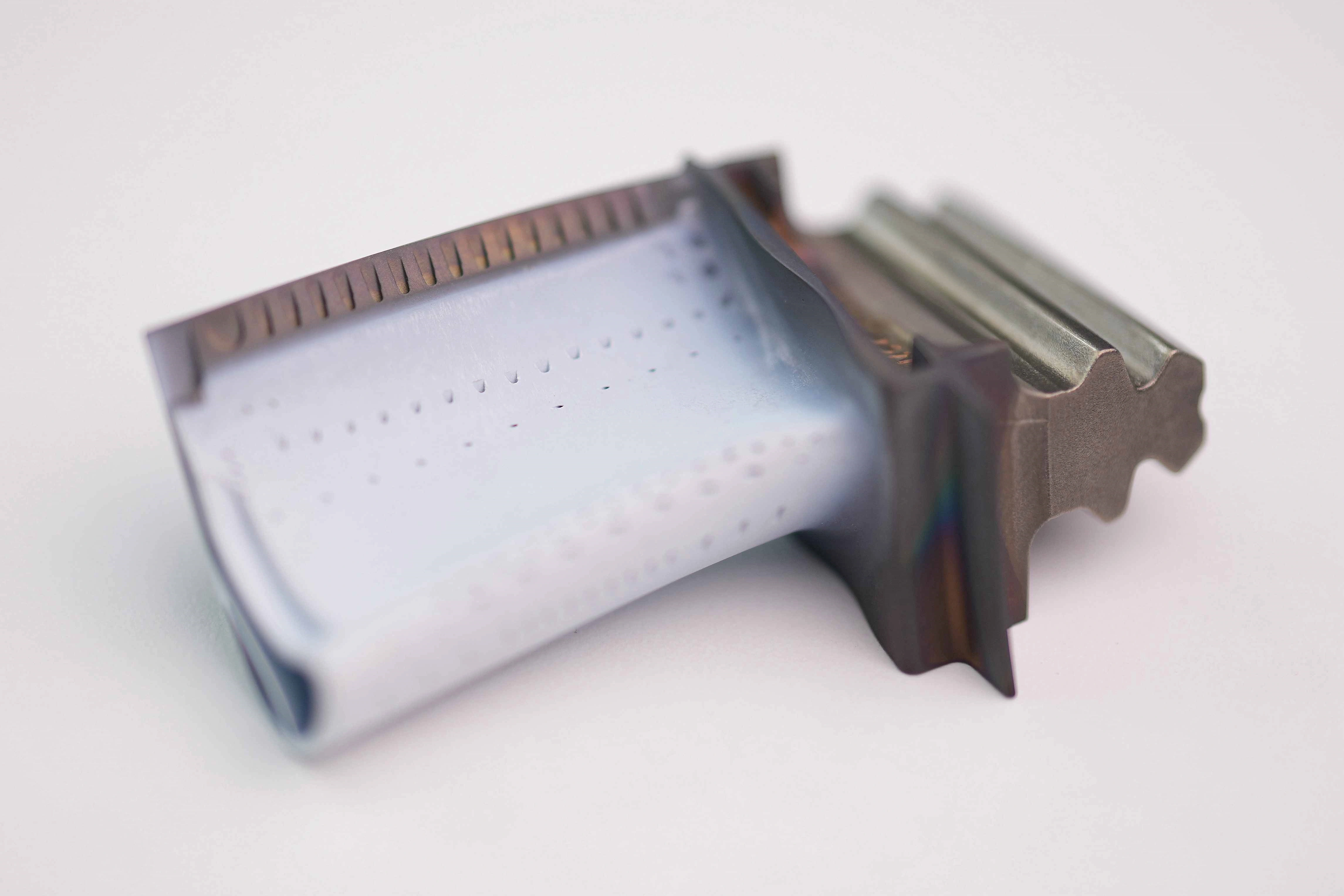
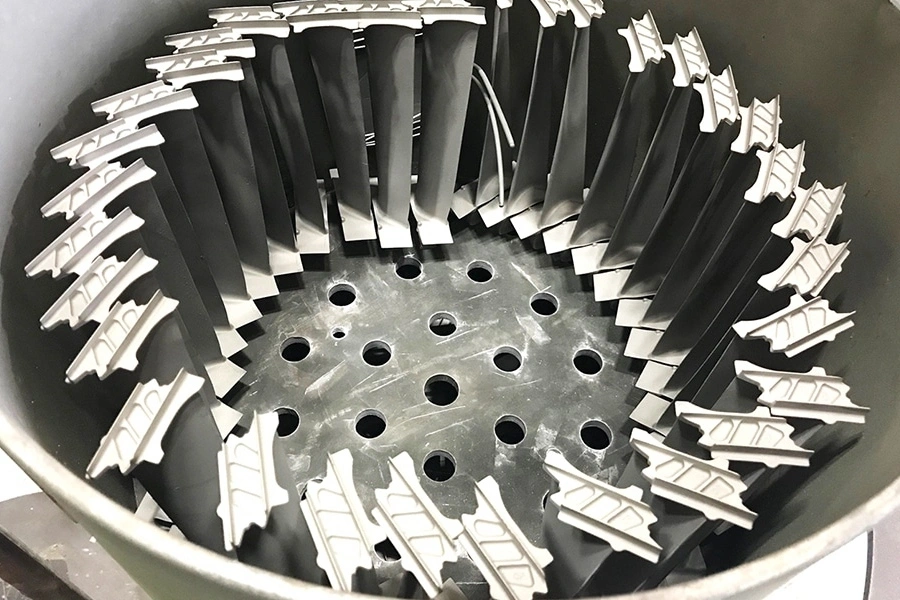
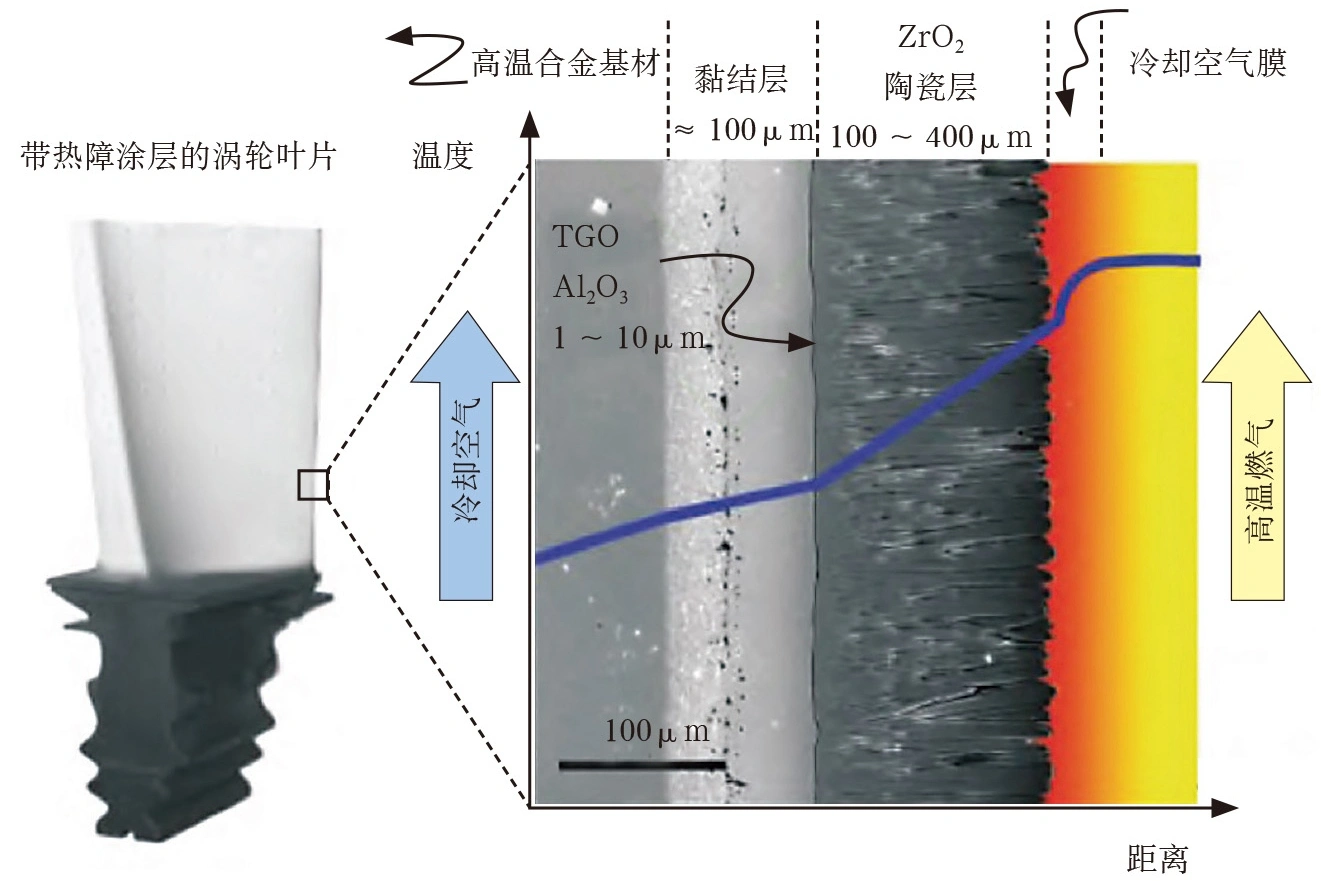
Revêtement barrière thermique (TBC) |  | 1. Isolation thermique et réduction de température : le TBC réduit fortement le flux thermique vers le substrat en superalliage. | |
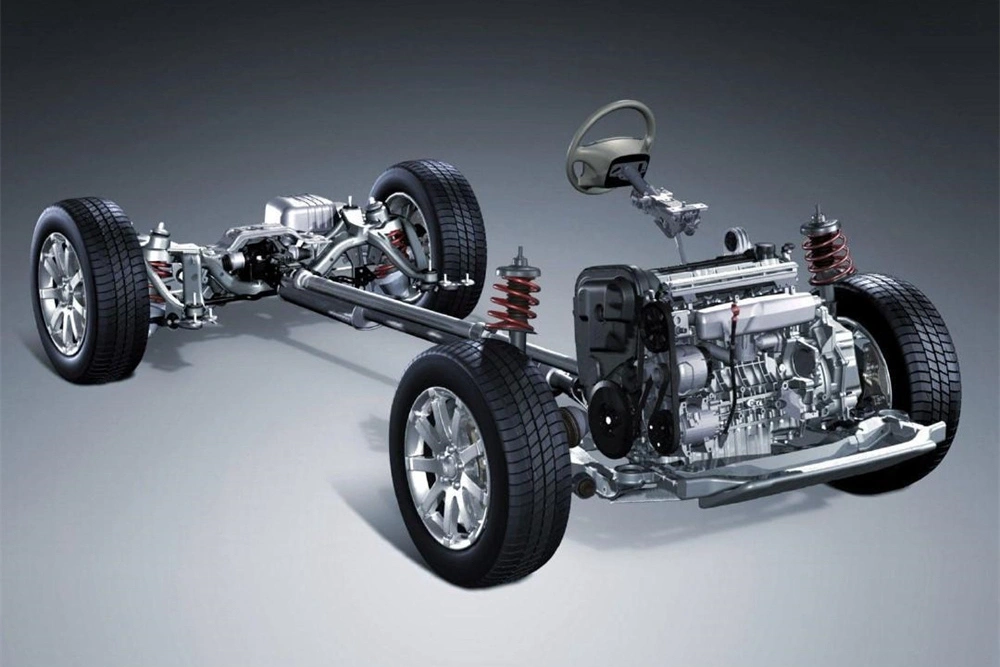
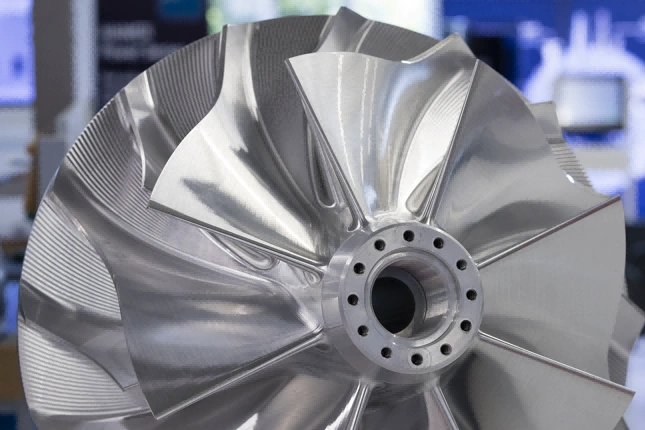
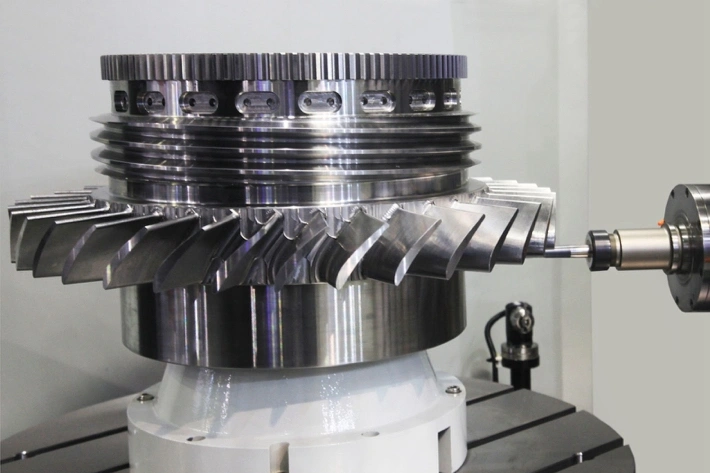
Usinage CNC des superalliages | 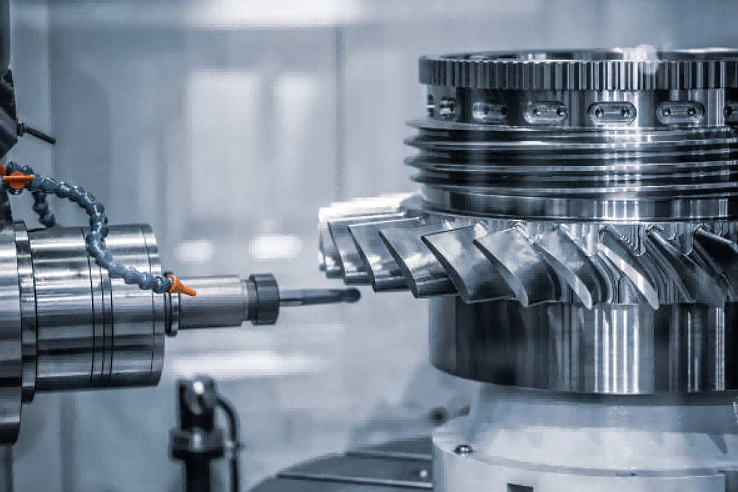 | 1. Précision et exactitude (souvent ±0,001 mm) | |
Perçage de trous profonds dans les superalliages | 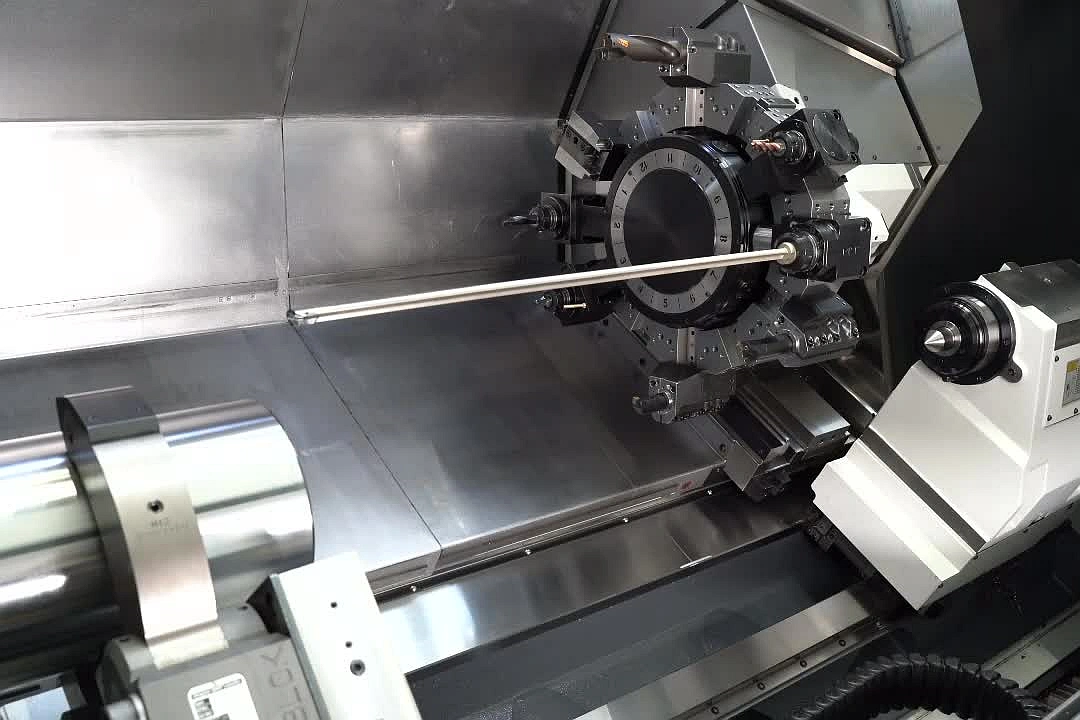 | 1. Perçage profond CNC : limité par l’effort mécanique de l’outil, ratio profondeur/diamètre < 100:1 pour métaux de dureté faible à moyenne. | |
Électroérosion (EDM) |  | 1. Précision, géométries complexes et intégrité de surface | |
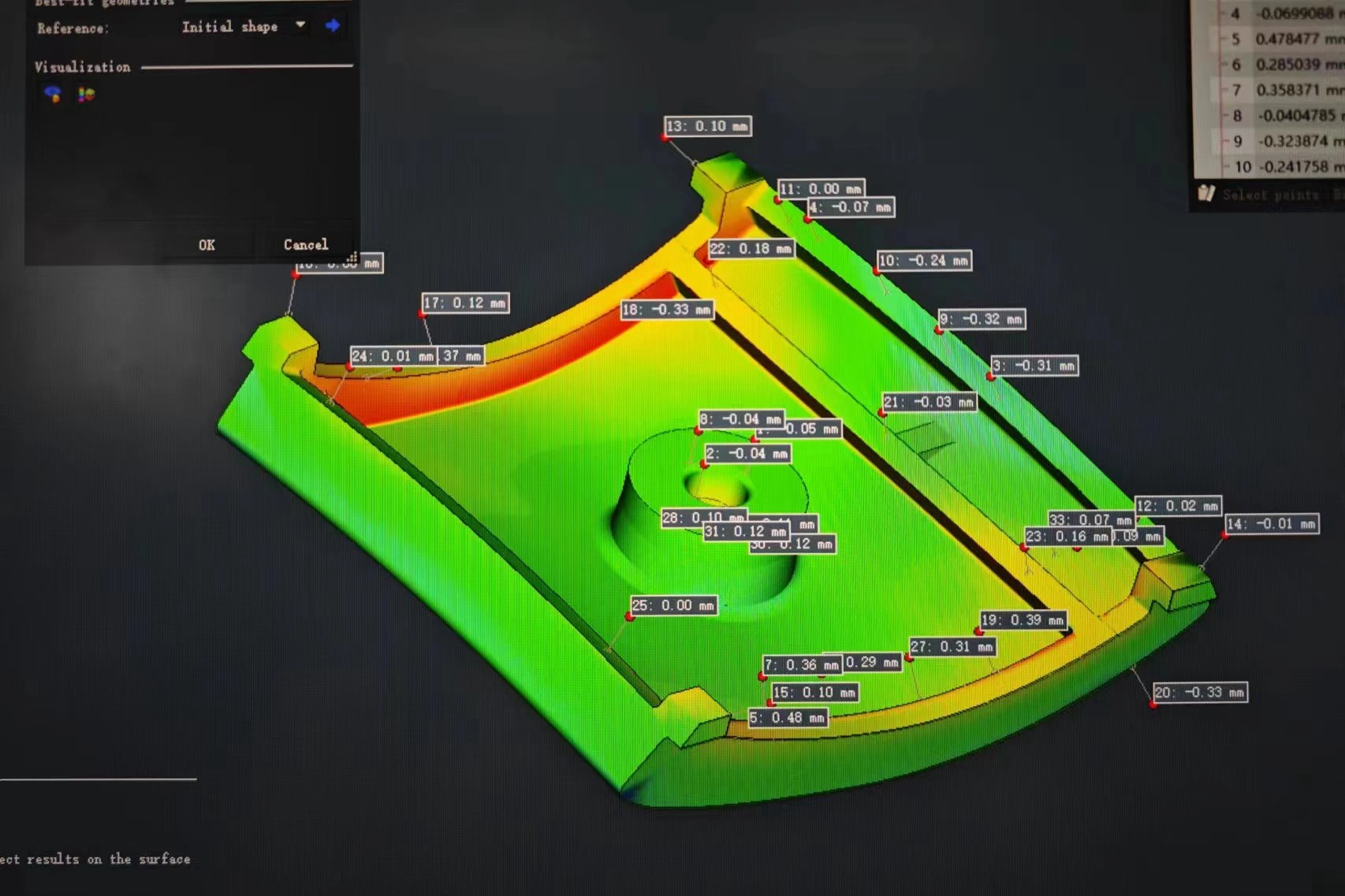
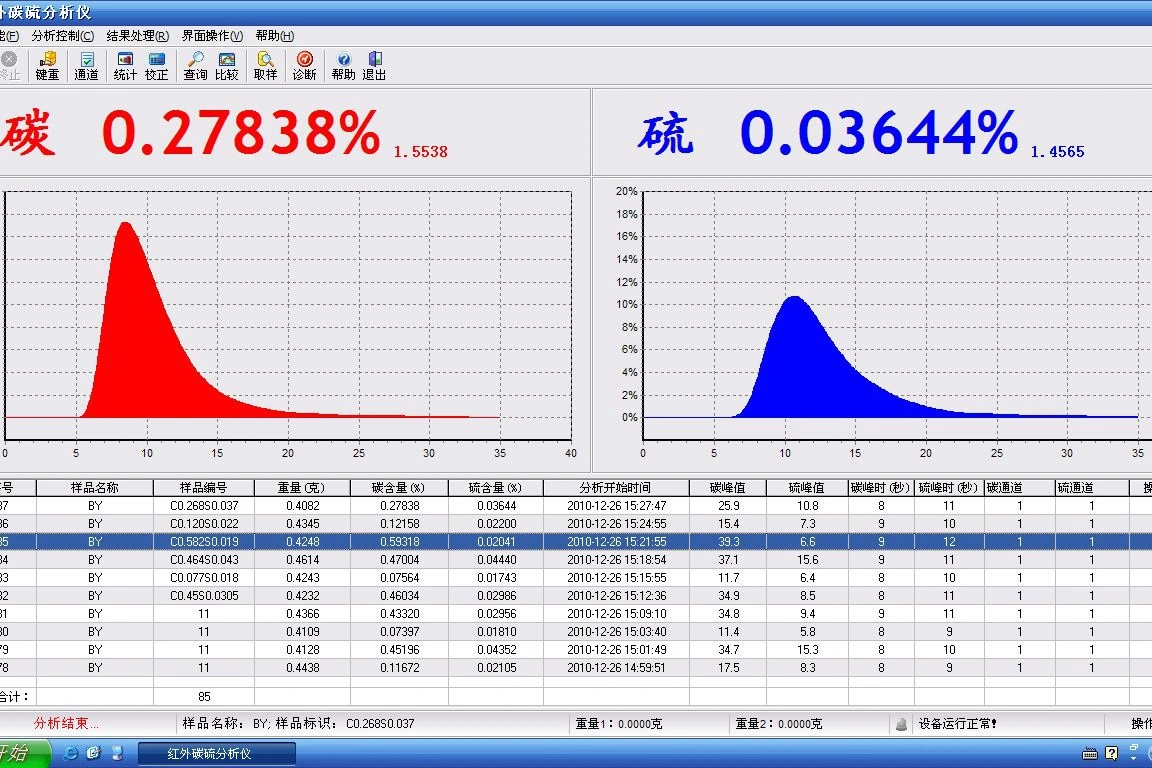
Essais et analyse des matériaux |  | Propriétés mécaniques : |
À propos de la fabrication de composants personnalisés en superalliage














Galerie de pièces en alliages haute température – Série CMSX





Frequently Asked Questions
Explorer les ressources associées