Français
Usine et Fournisseur de Pièces en Superalliage sur Mesure
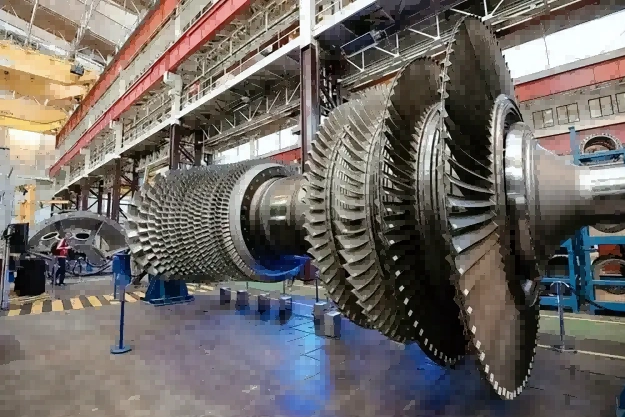
Services de Fabrication de Pièces de Turbine pour la Production d’Énergie
Neway propose des services de fabrication sur mesure pour les pièces de remplacement et les composants de réparation de turbines de production d’énergie. Nous prenons en charge le moulage de précision sous vide, le moulage équiaxe, le moulage dirigé, l’usinage CNC des superalliages, l’EDM, le traitement thermique, la préparation de revêtement et l’inspection finale afin de livrer des aubes de turbine finies, des aubes directrices, des buses, des composants de combustion, des impulseurs, des carters et des disques de turbine pour les projets de maintenance des turbines à gaz et à vapeur.
Pièces de Réparation de Turbine pour la Production d’Énergie que Nous Fabriquons
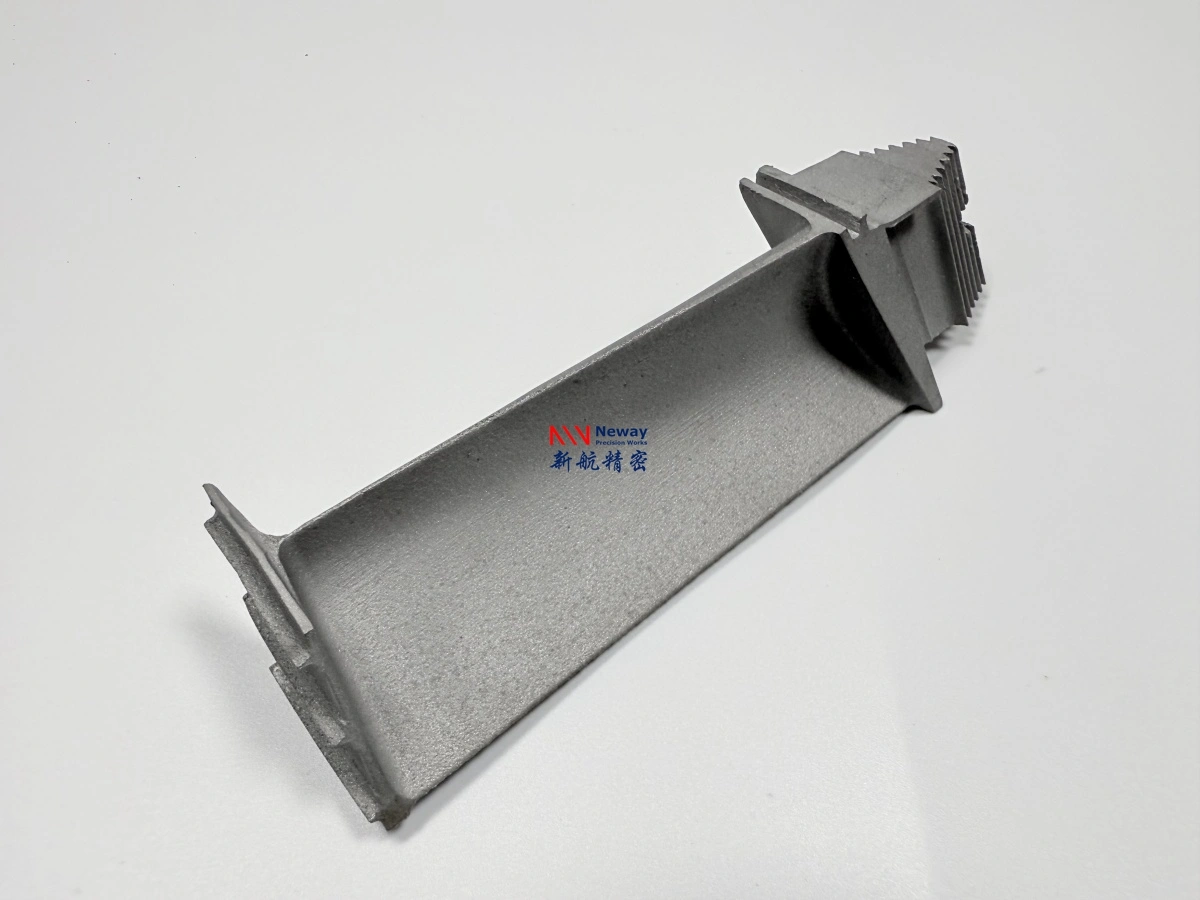
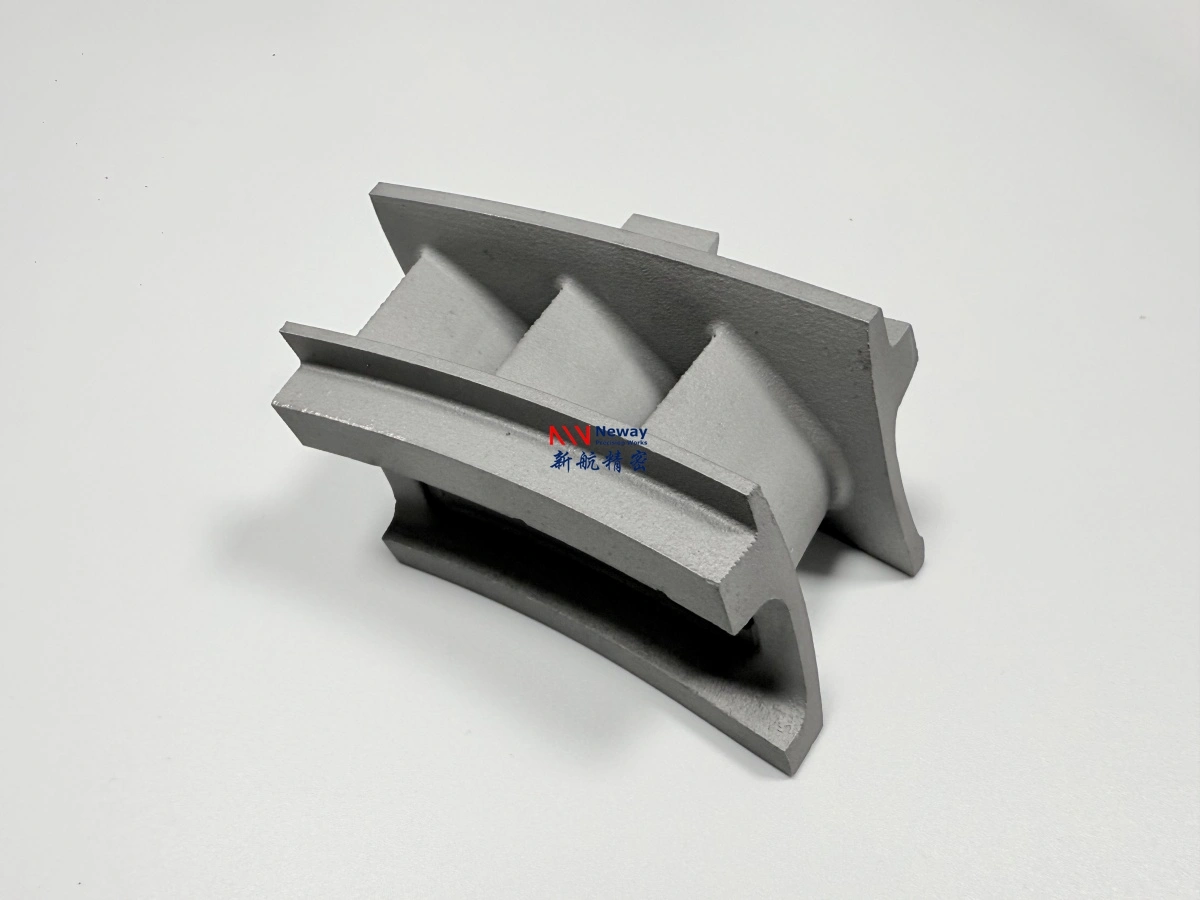
NewayAeroTech fabrique des pièces de réparation et de remplacement sur mesure pour turbines à gaz de production d’énergie, y compris des composants de veine de gaz chaud, des pièces de combustion, des pièces rotatives, des pièces d’étanchéité et des pièces de rechange de turbine issues de rétro-ingénierie. Nous prenons en charge le moulage des superalliages, l’usinage CNC, l’EDM, le traitement thermique, la préparation de revêtement, l’inspection et la livraison de composants finis.

Du Moulage des Superalliages aux Pièces de Remplacement de Turbine Finies
NewayAeroTech fournit des pièces finies de réparation de turbines pour la production d’énergie grâce à la sélection des matériaux, au moulage des superalliages, au post-traitement et à l’inspection, en prenant en charge des composants de remplacement sur mesure pour turbines à gaz à partir de plans, d’échantillons ou de données de scan 3D.
Pourquoi Choisir NewayAeroTech pour les Pièces de Réparation de Turbine pour la Production d’Énergie ?
NewayAeroTech prend en charge les projets de réparation et de remplacement de turbines à gaz pour la production d’énergie grâce à une fabrication sur mesure non OEM, une production directe en usine, des technologies avancées de superalliages, une chaîne d’approvisionnement mature et une réponse d’ingénierie rapide pour les pièces de rechange urgentes de turbine.
Commençons un nouveau projet aujourd'hui
Modèles de Turbines à Gaz pour la Production d’Énergie et Pièces de Remplacement que Nous Prenons en Charge
NewayAeroTech propose des services de fabrication sur mesure pour les pièces de réparation et de remplacement de turbines de production d’énergie. Nous prenons en charge les aubes de turbine en superalliage, les aubes directrices, les buses, les carters, les composants de combustion, les disques de turbine, les impulseurs, les pièces d’étanchéité et les pièces de rechange issues de rétro-ingénierie grâce au moulage, à l’usinage CNC, à l’EDM, au perçage profond, au traitement thermique, au HIP, à la préparation de revêtement, à l’inspection et à la livraison de composants finis.
Explorer les ressources associées




Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Services
Solutions
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.