Français
Fabricant de Pièces Aérospatiales en Superalliage sur Mesure
Services de Fabrication de Pièces Aérospatiales et Aéronautiques
NewayAeroTech propose des services de fabrication sur mesure de pièces aérospatiales et aéronautiques pour les moteurs d’avion, les turbines aéronautiques, les systèmes de propulsion pour UAV et les composants de vol haute température. Nous prenons en charge le moulage de précision sous vide, le moulage monocristallin, le moulage dirigé, le moulage équiaxe, l’usinage CNC des superalliages, l’EDM, le traitement thermique, la préparation des revêtements, l’inspection et la livraison de composants finis.
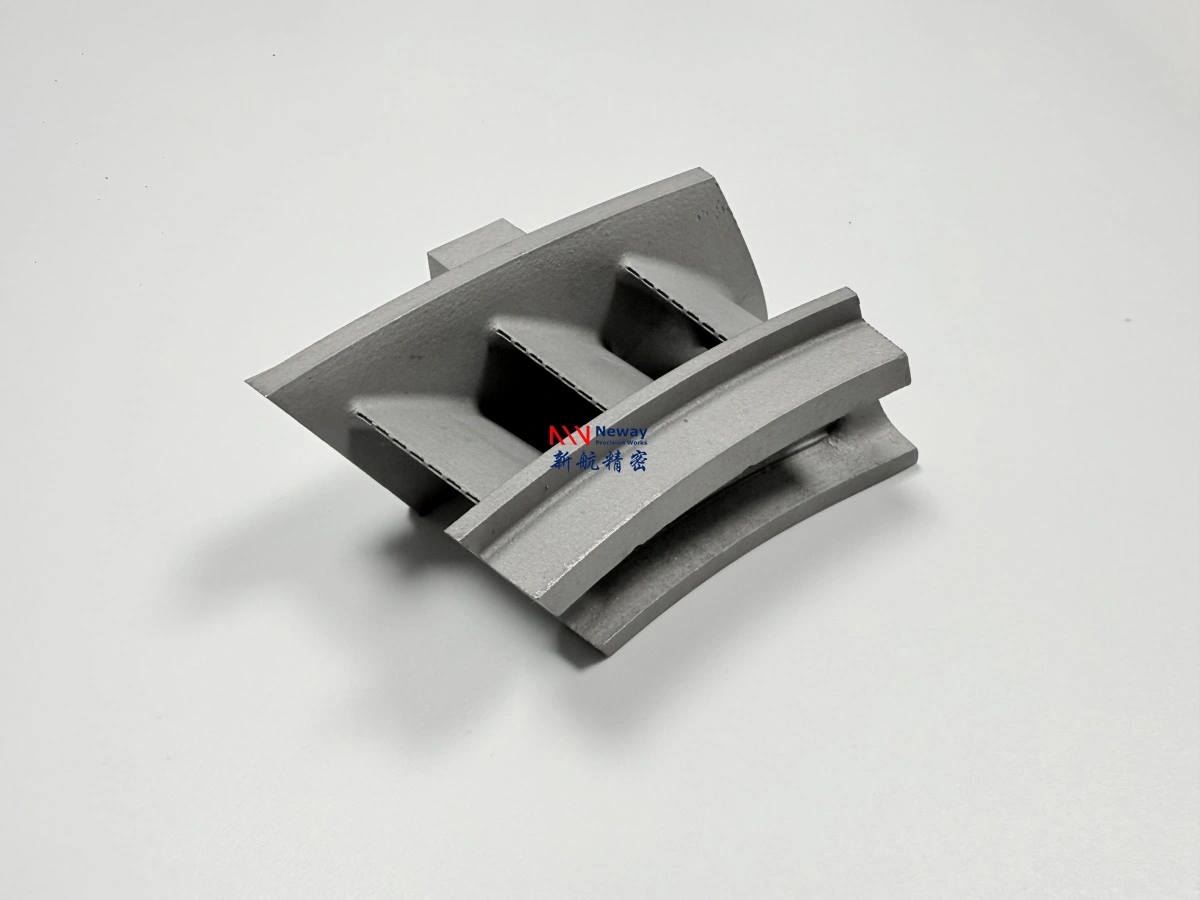
Pièces Aérospatiales et Aéronautiques que Nous Fabriquons
NewayAeroTech fabrique des composants aérospatiaux et aéronautiques sur mesure pour moteurs d’avion, turbines UAV, systèmes de propulsion aéronautique et applications de vol haute température. Nous prenons en charge les pièces de section chaude, les pièces de combustion et d’échappement, les composants rotatifs et structurels, les pièces de turbines UAV ainsi que les composants aérospatiaux sur mesure, du prototype à la production en petite série.

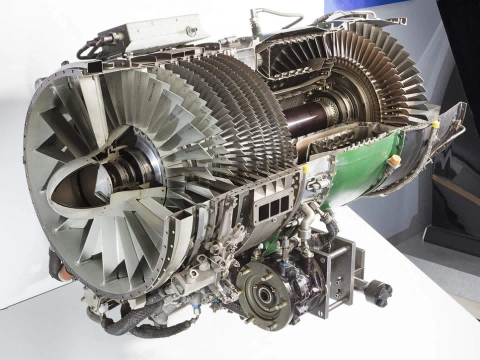
Sections de Moteurs Aéronautiques que Nous Prenons en Charge
NewayAeroTech prend en charge les composants de moteurs aéronautiques et de propulsion aérienne dans les sections de combustion, turbine, compresseur, échappement, accessoires et structure, en aidant les clients à fabriquer des composants aéronautiques précis, légers et résistants aux hautes températures.

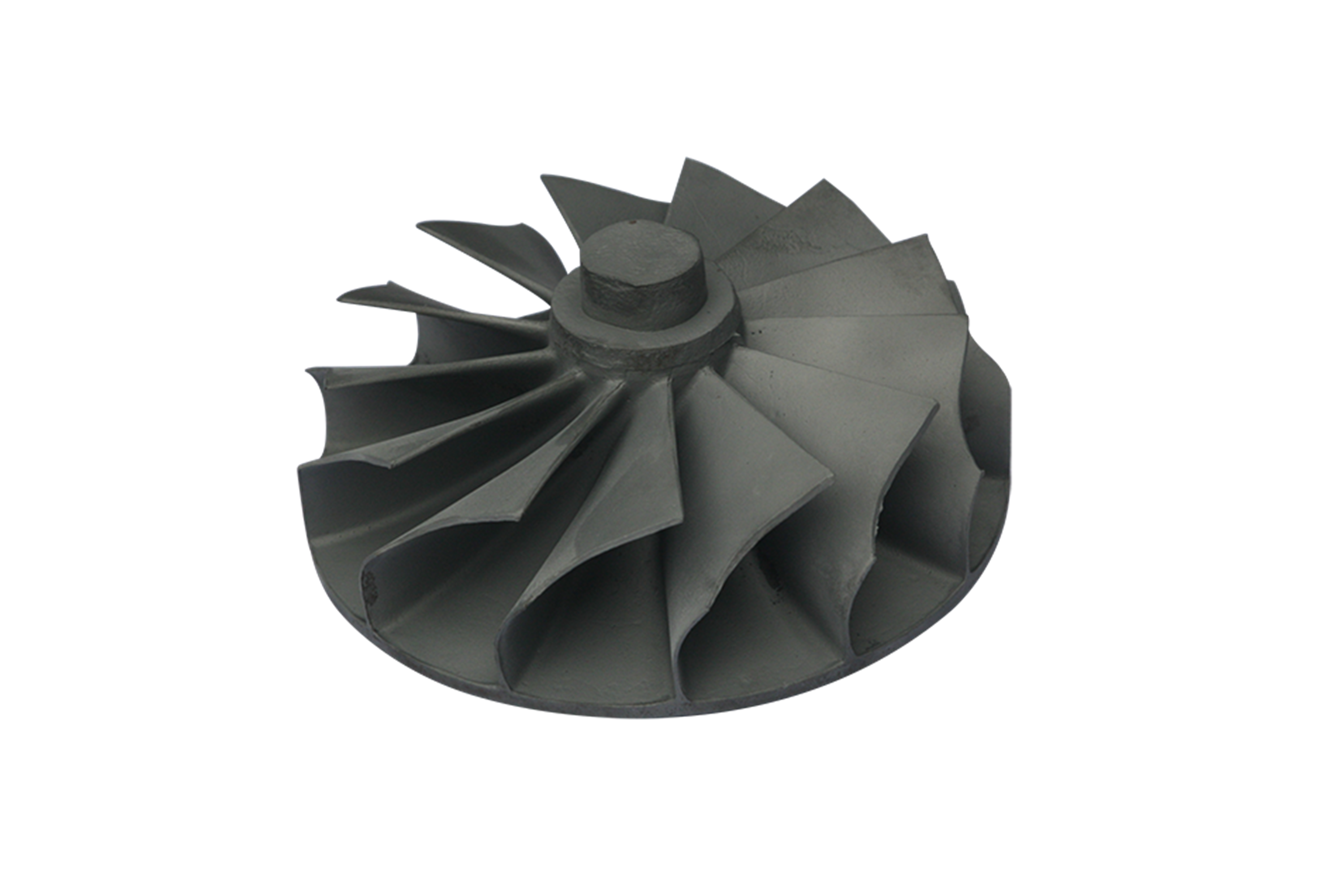
Du Moulage de Superalliages aux Composants Aérospatiaux Prêts au Vol
NewayAeroTech accompagne la fabrication de composants aérospatiaux depuis la sélection des matériaux et le moulage de superalliages jusqu’au post-traitement et à l’inspection, en aidant les clients à développer des pièces de moteurs d’avion prêtes au vol, des composants de turbines UAV et des pièces aéronautiques haute température.
Commençons un nouveau projet aujourd'hui
Fabrication de Prototypes et d’Échantillons Aérospatiaux en Petite Série
NewayAeroTech prend en charge la fabrication de prototypes et d’échantillons aérospatiaux par moulage, usinage CNC, impression 3D, traitement thermique, HIP, post-traitement et inspection. Nous aidons les clients à développer des pièces de turbines UAV, des composants de moteurs d’avion, des pièces d’essais d’ingénierie et des composants aérospatiaux en petite série à partir de plans, de fichiers CAO, d’échantillons ou de données de scan 3D.

Expérience en Composants de Moteurs Aéronautiques et de Turbines
NewayAeroTech prend en charge les composants de moteurs d’avion, de turbines UAV, de combustion aérospatiale, les composants rotatifs et structurels grâce au moulage de superalliages, à l’usinage CNC, à l’EDM, au traitement thermique, au HIP, au post-traitement, à l’inspection et au support de la production en petite série.
Explorer les ressources associées



Neway Precision Works Ltd.
N°3, route industrielle Ouest Lefushan
Fenggang, Dongguan, Chine
Code postal 523000
Services
Solutions
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.