Fabrication sur mesure de pièces minières en alliages à haute température

Solutions de fabrication de pièces minières en alliages à haute température
Solutions en alliages à haute température pour l’industrie minière
Solutions de post-traitement et de traitements de surface pour pièces minières
Méthodes | Images | Principe | Applications minières | Avantages | Liens |
|---|---|---|---|---|---|
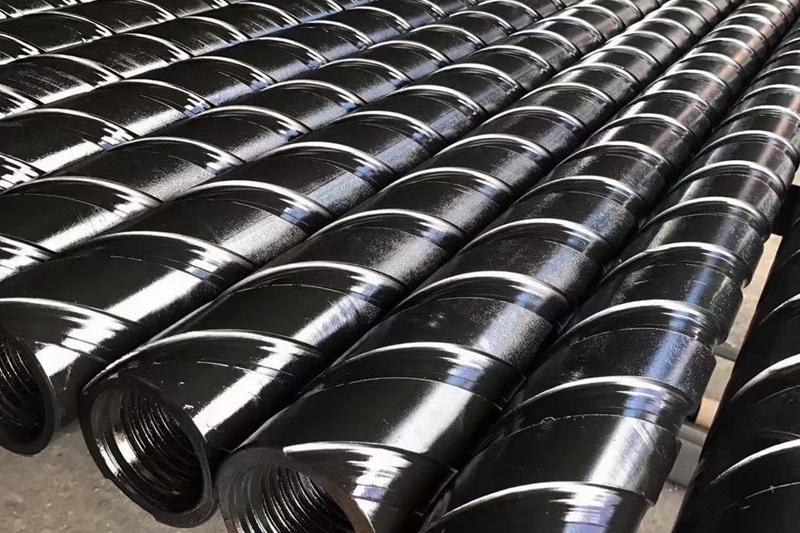
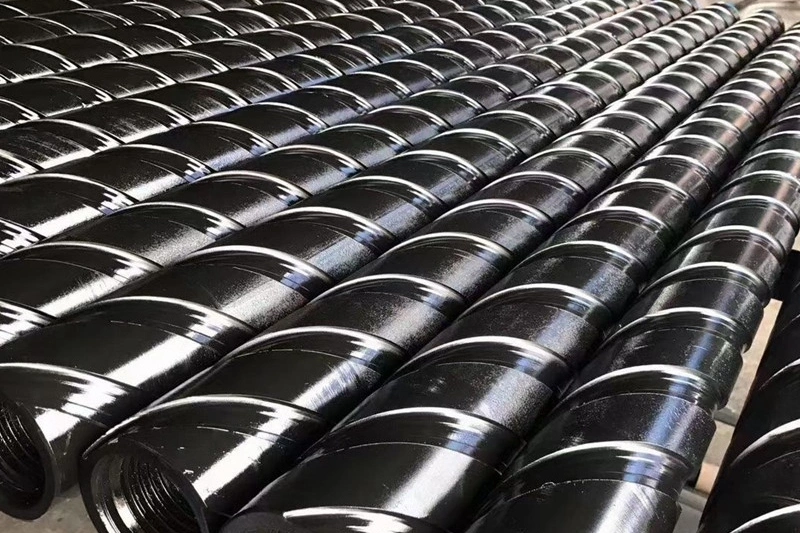
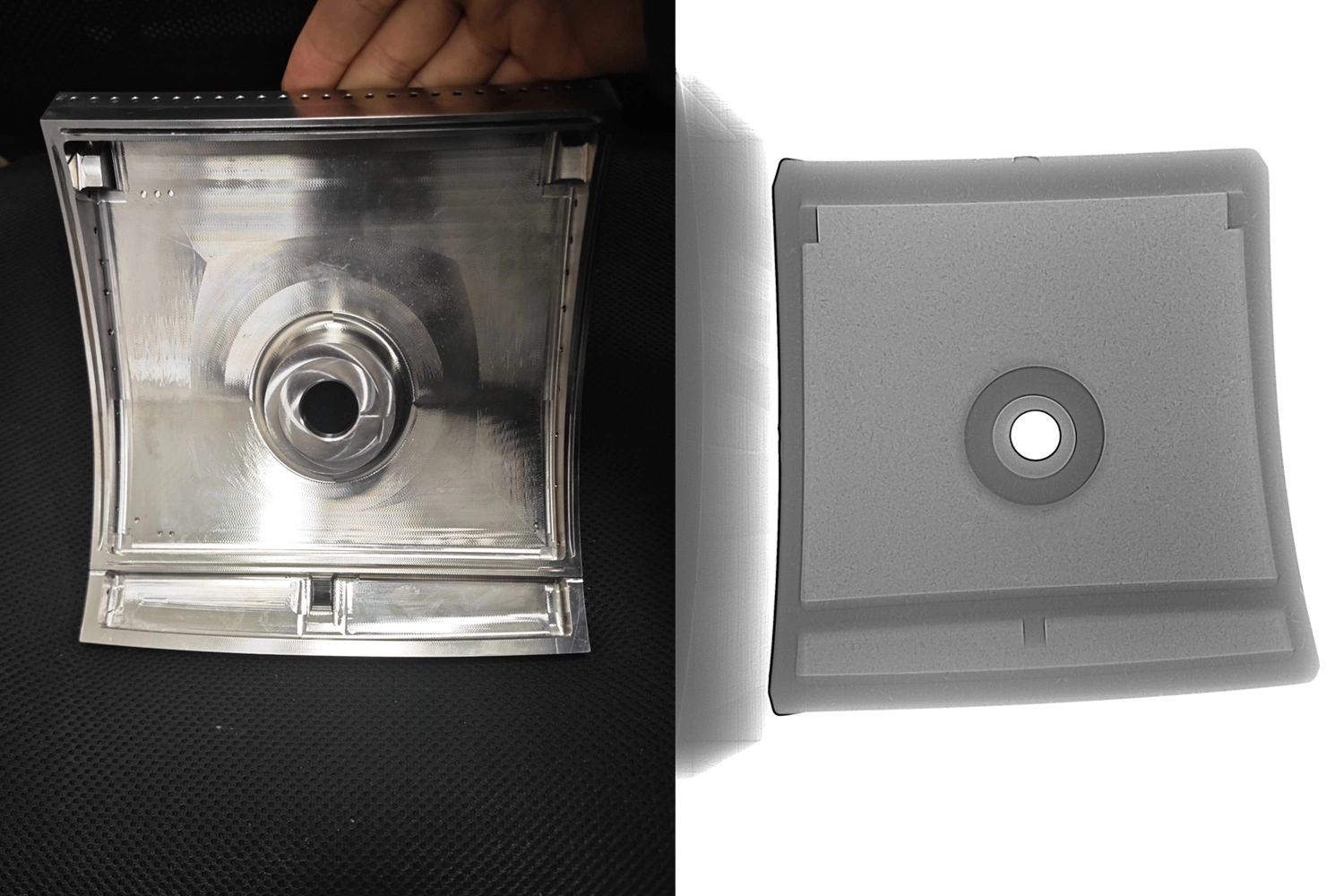
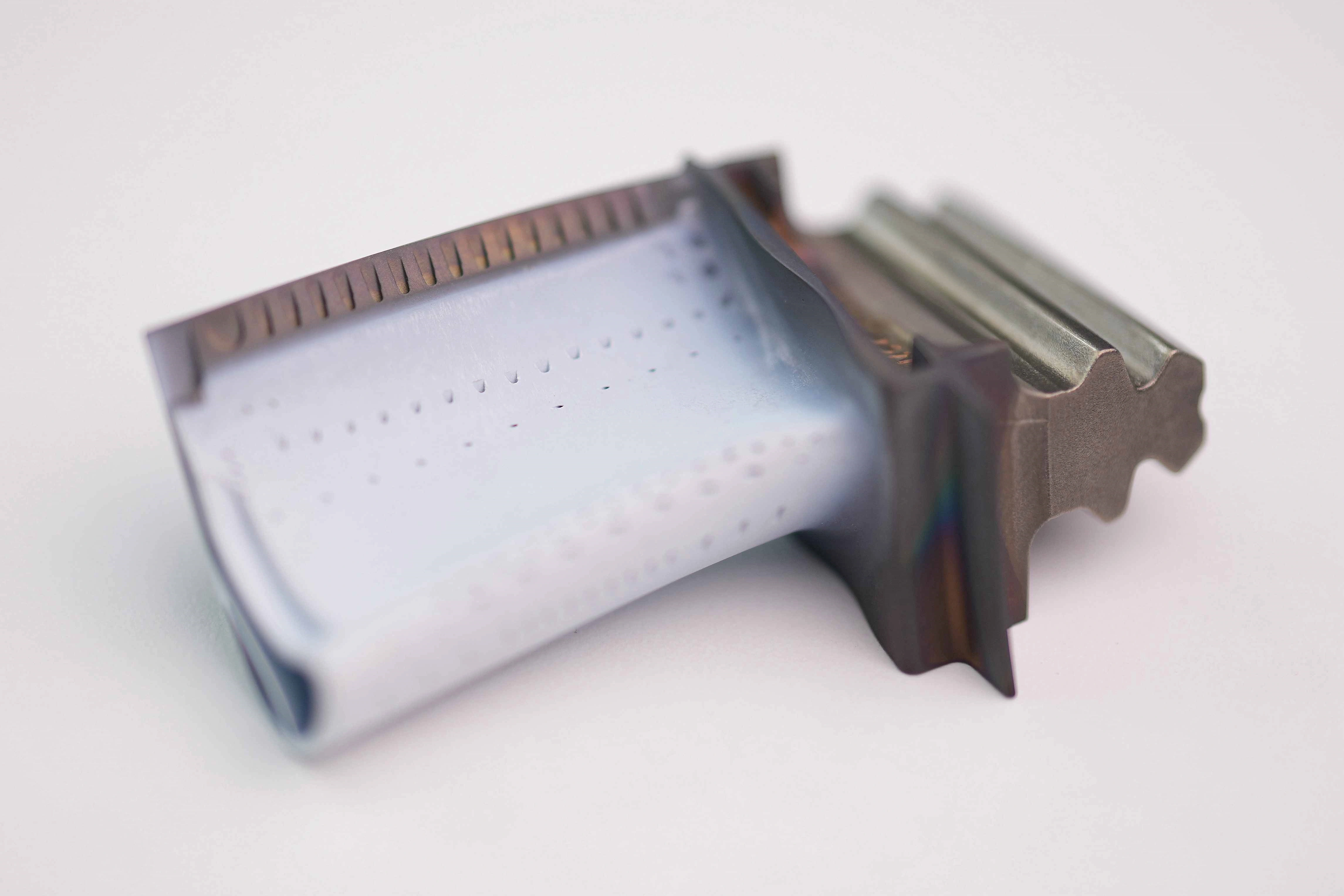
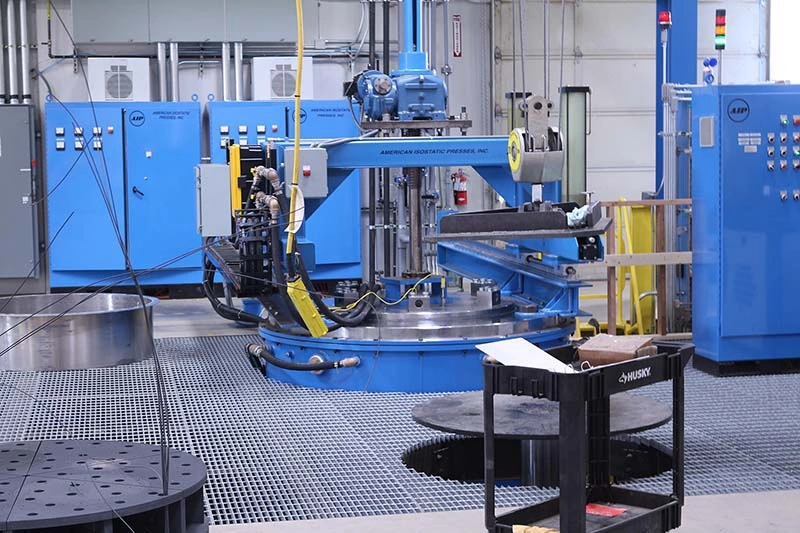
Frittage isostatique à chaud (HIP) | 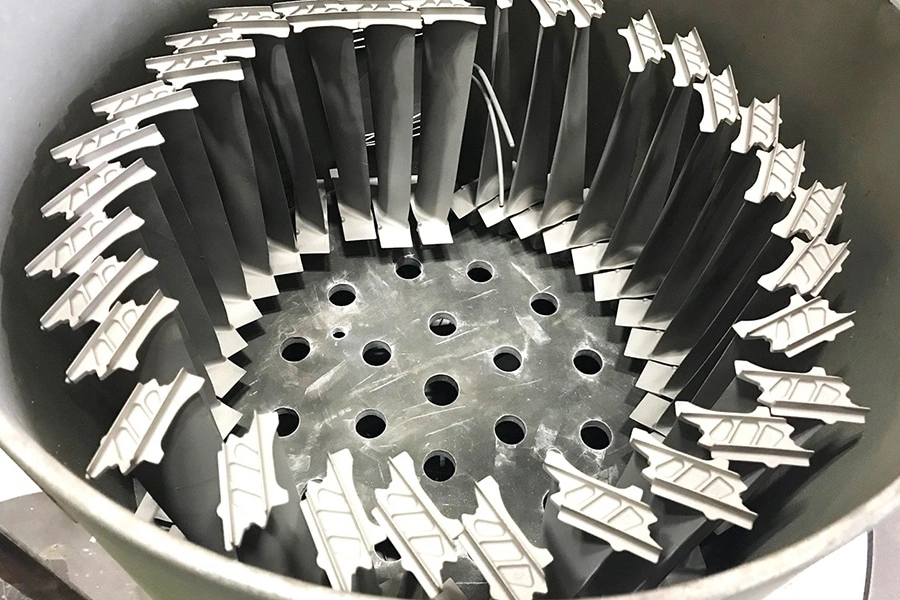 | Soumet les composants à une température élevée (jusqu’à 1200 °C) et à une pression isostatique (généralement 100–200 MPa) dans une atmosphère gazeuse haute pression pour éliminer la porosité interne et les défauts. | Vannes, impulseurs, forets | Augmente la densité, améliore la résistance mécanique et réduit la porosité. | |
Traitement thermique | 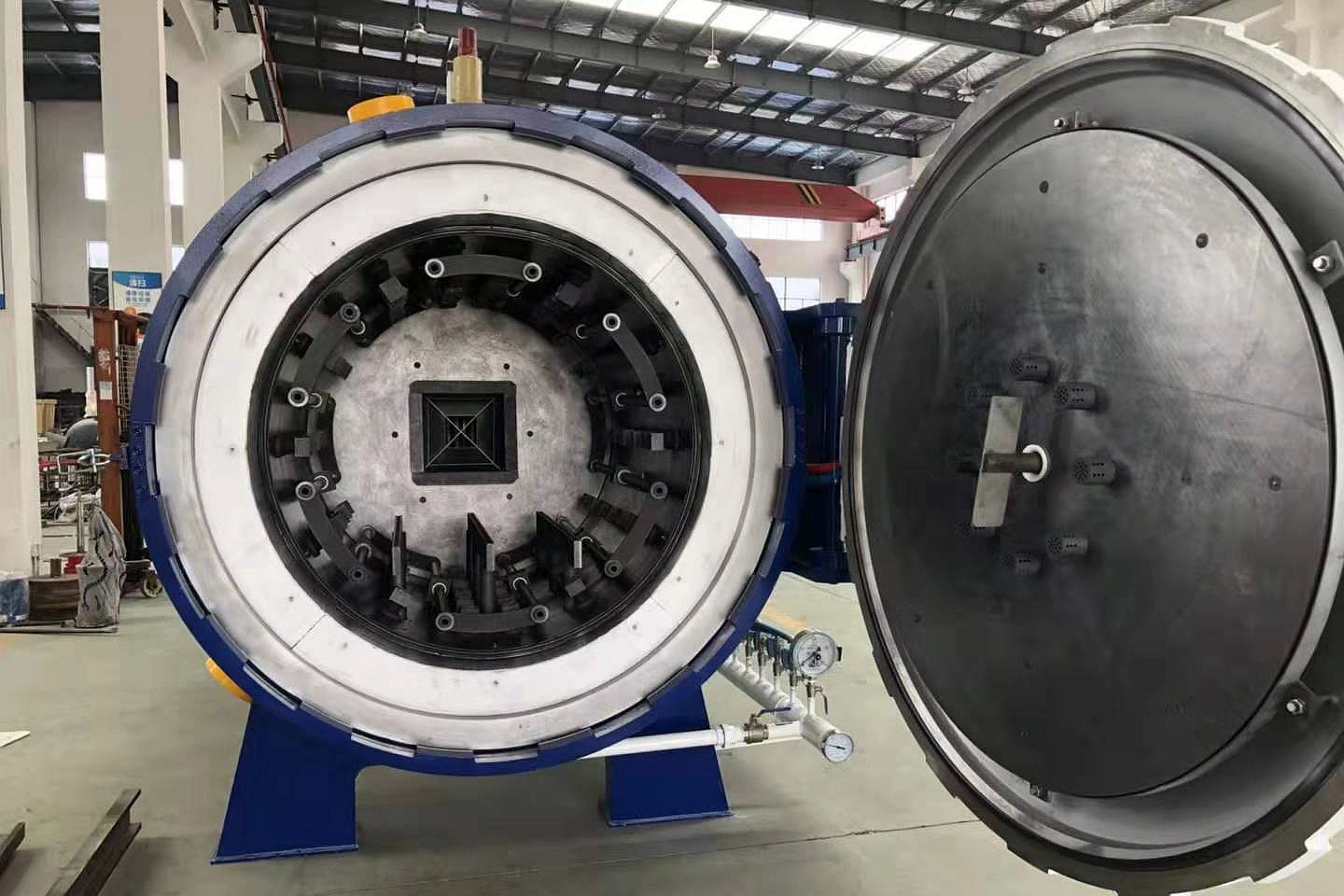 | Consiste à chauffer le composant à des températures spécifiques puis à le refroidir de manière contrôlée (trempe, refroidissement à l’air, etc.) afin de modifier ses propriétés mécaniques, telles que la dureté, la ténacité et la résistance à la traction. | Arbres, engrenages, connecteurs lourds | Améliore la dureté, la ténacité et la résistance à l’usure pour une durée de vie prolongée. | |
Soudage de superalliages |  | Utilise des techniques comme le faisceau d’électrons, le laser ou le TIG (tungstène gaz inerte) pour assembler des pièces en superalliage ou réparer des sections endommagées, en assurant un contrôle précis de la température et de la fusion. | Carter, corps de pompe, conduites | Assemble des composants complexes avec une haute résistance thermique, tout en conservant l’intégrité structurelle. | |
Revêtement barrière thermique (TBC) |  | Applique un revêtement mince à base de céramique (généralement zircone) sur des composants en superalliage par projection plasma ou dépôt EB-PVD afin d’assurer une isolation thermique. | Tuyères, plaques d’usure, composants de turbine | Améliore la résistance à la chaleur et prolonge la durée de vie en environnements à haute température. | |
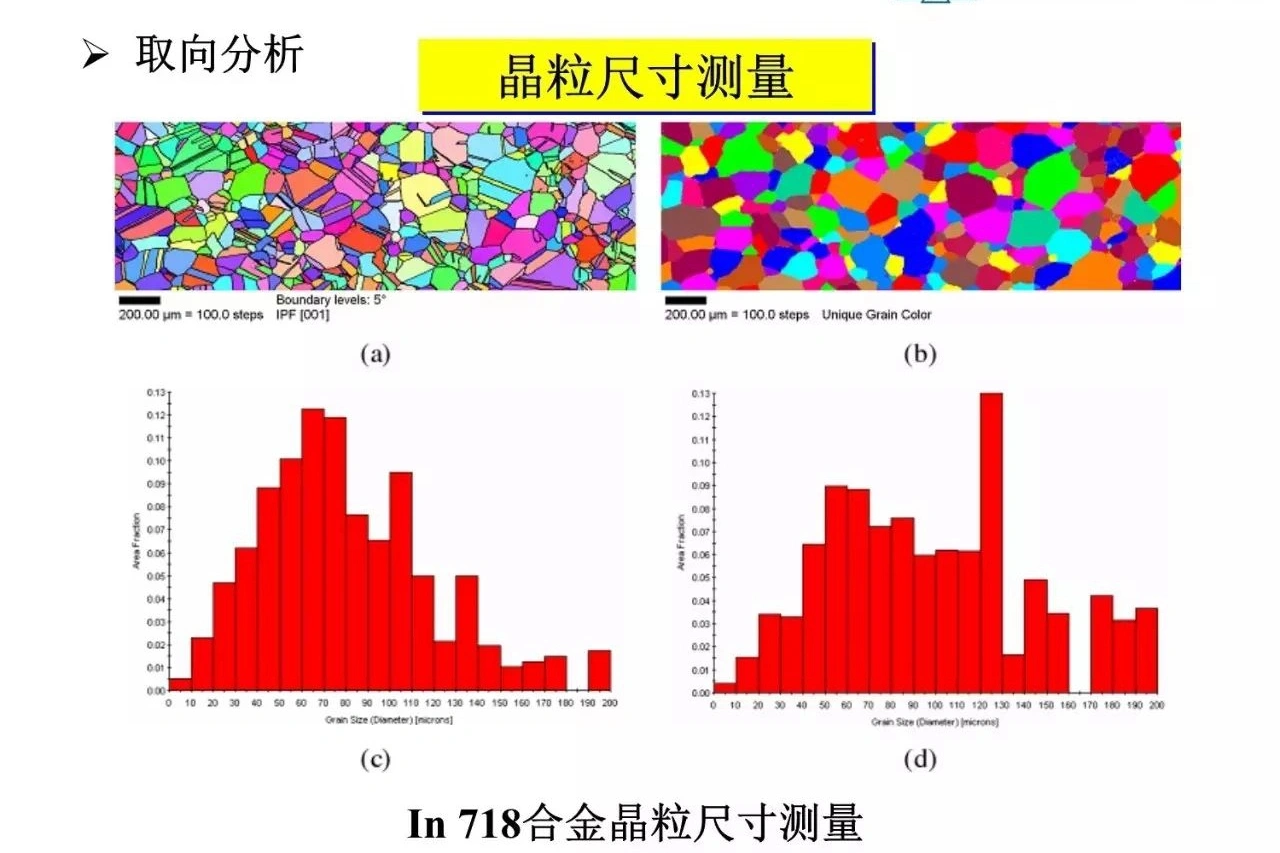
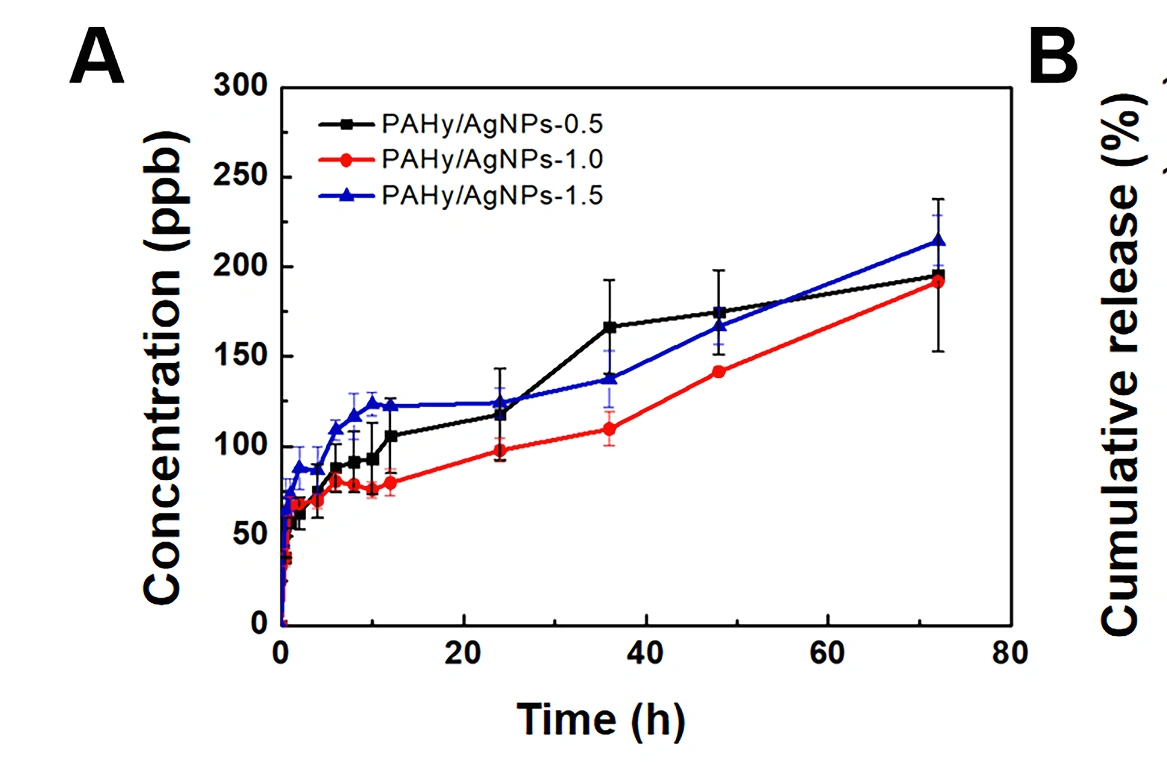
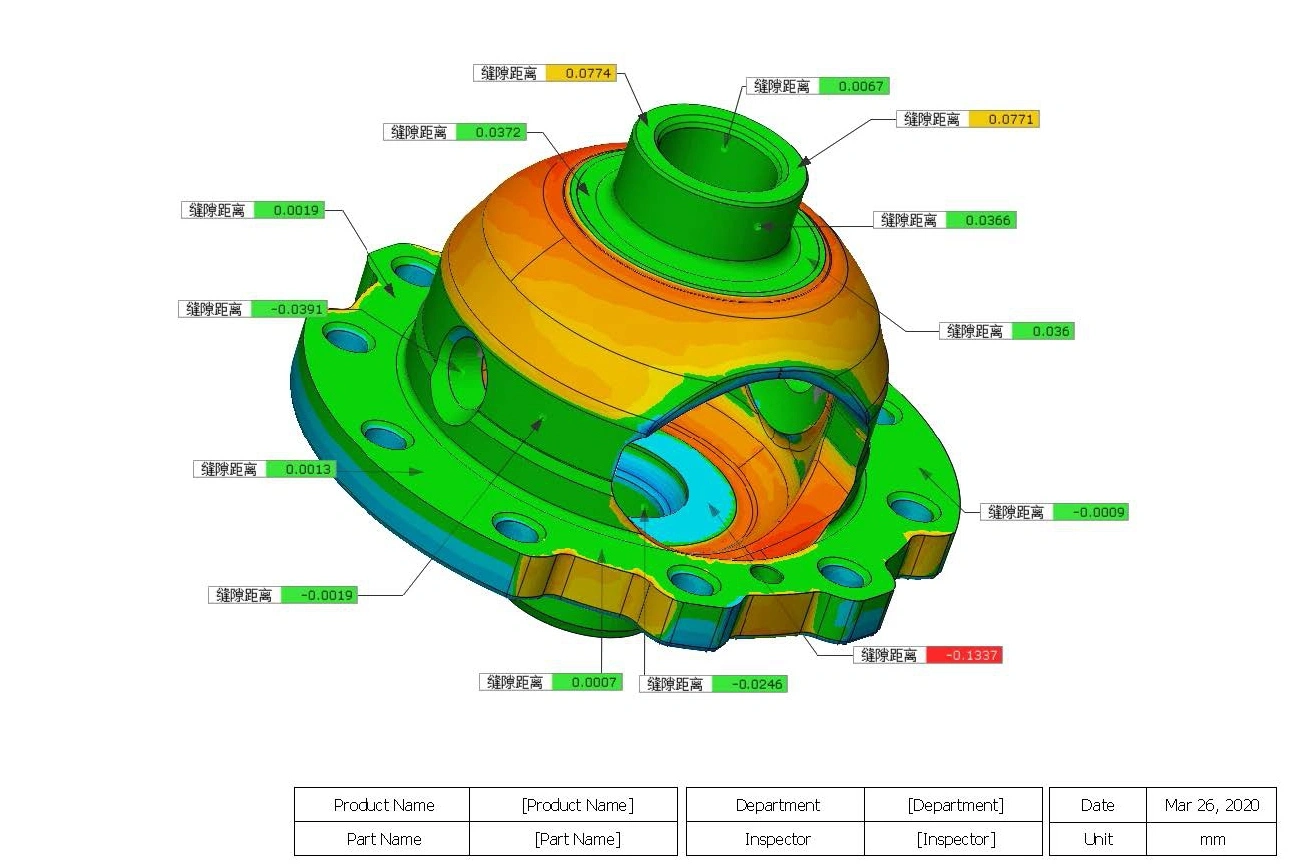
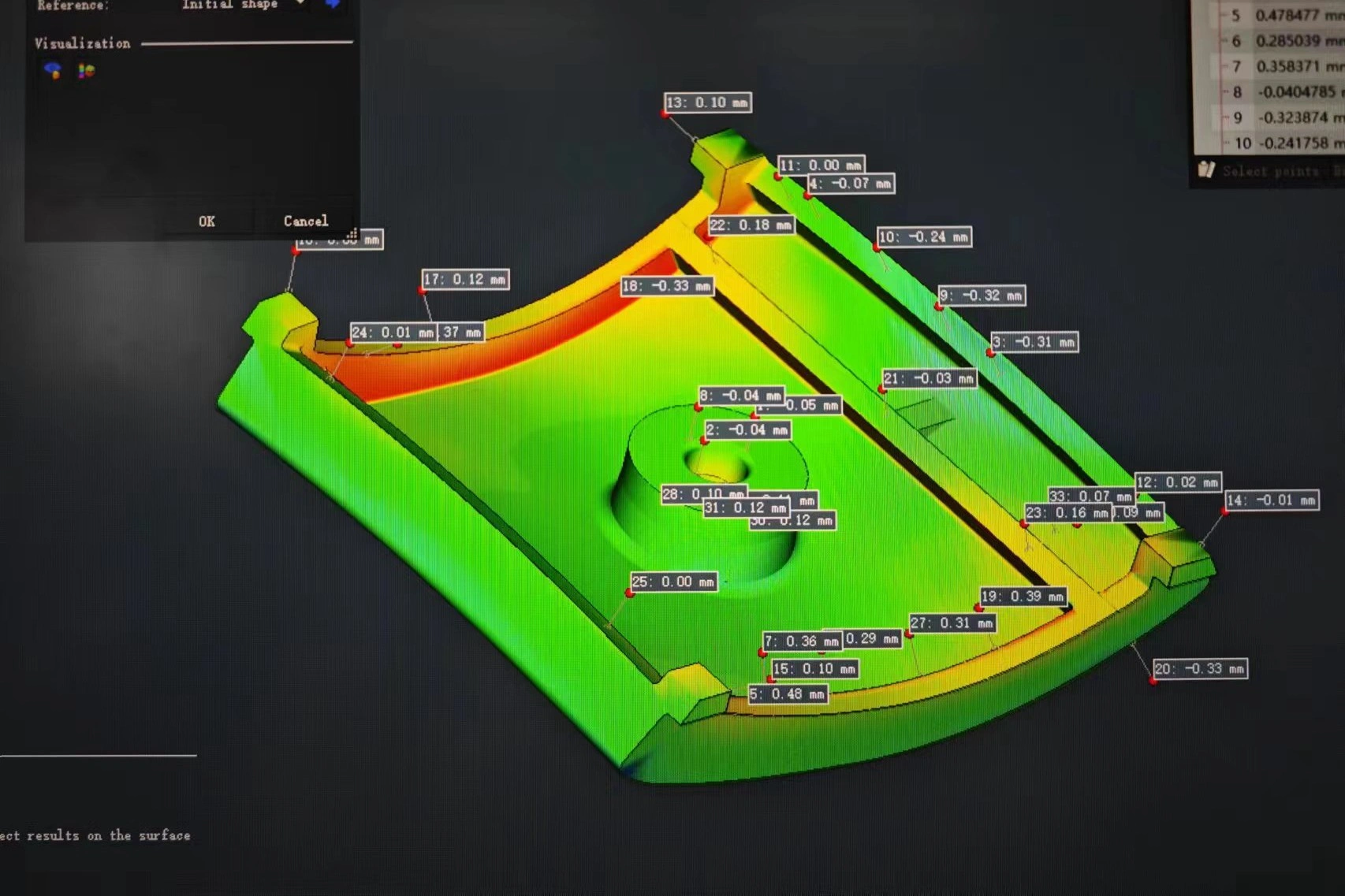
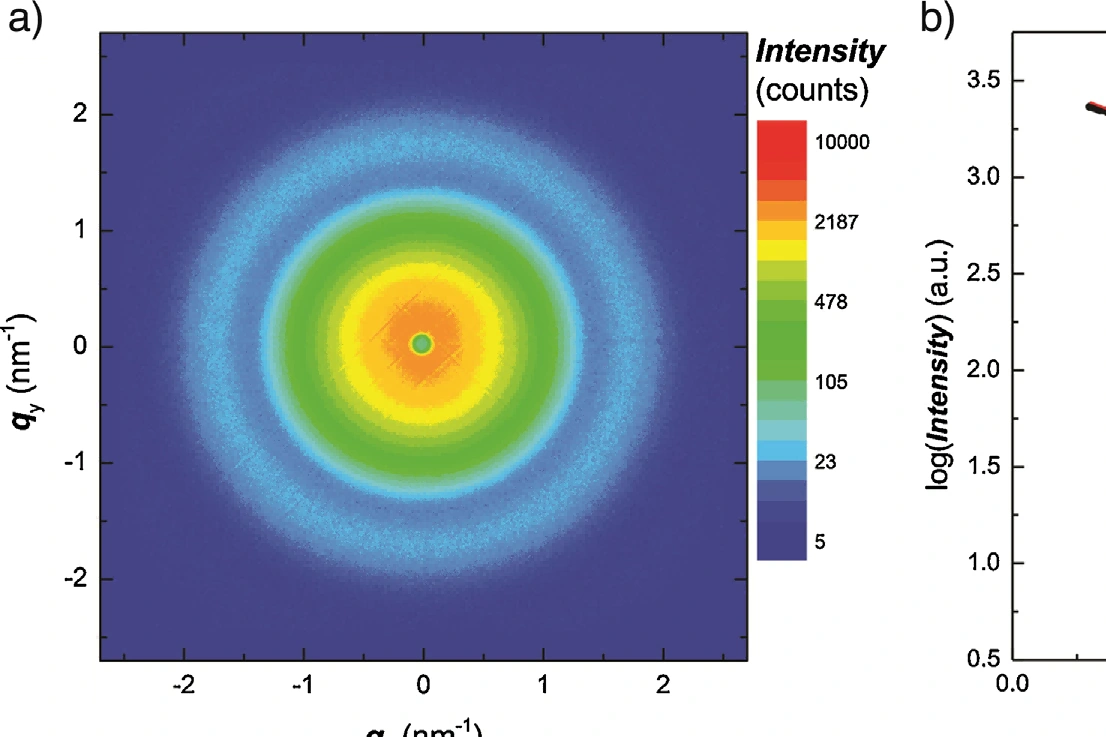
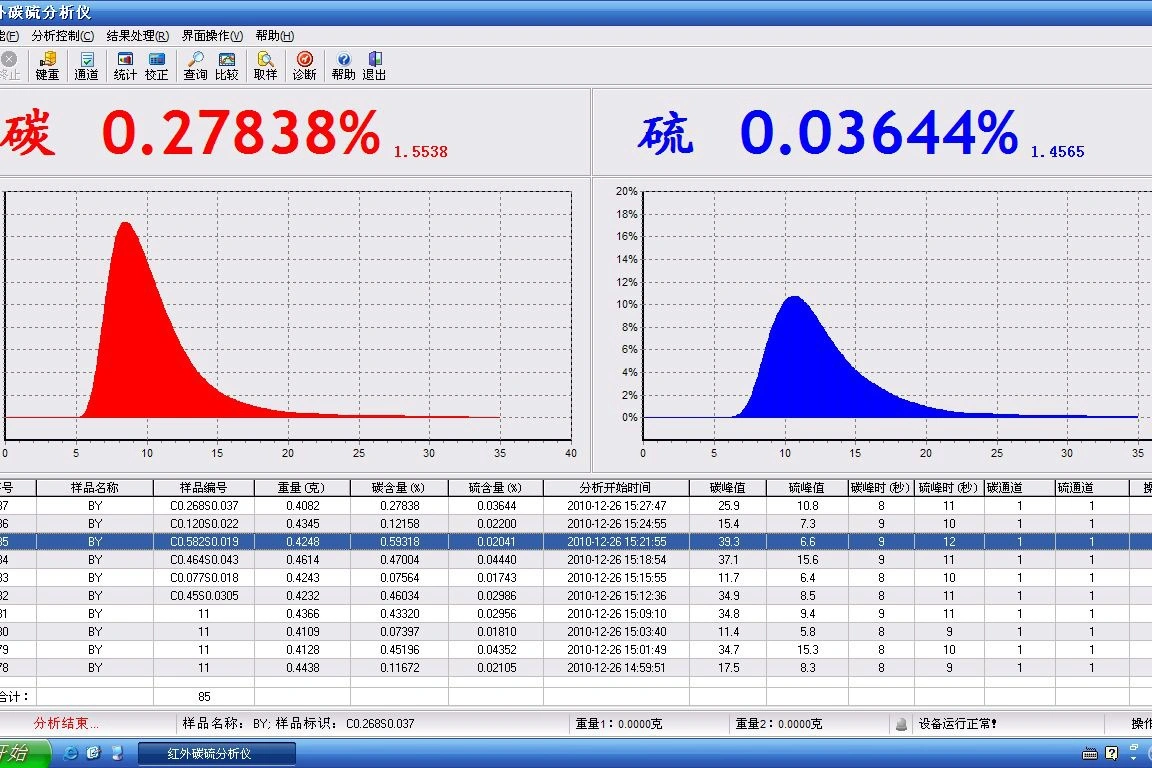
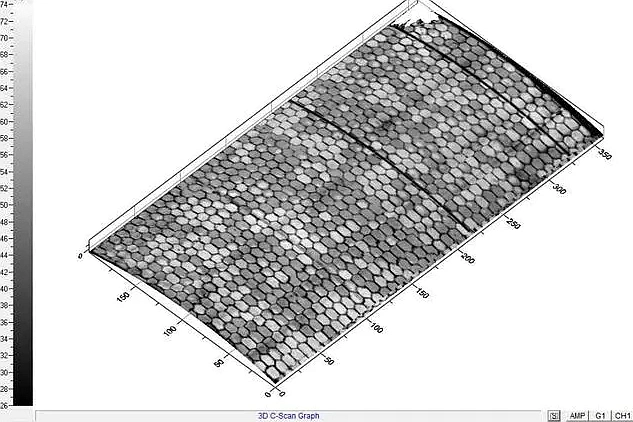
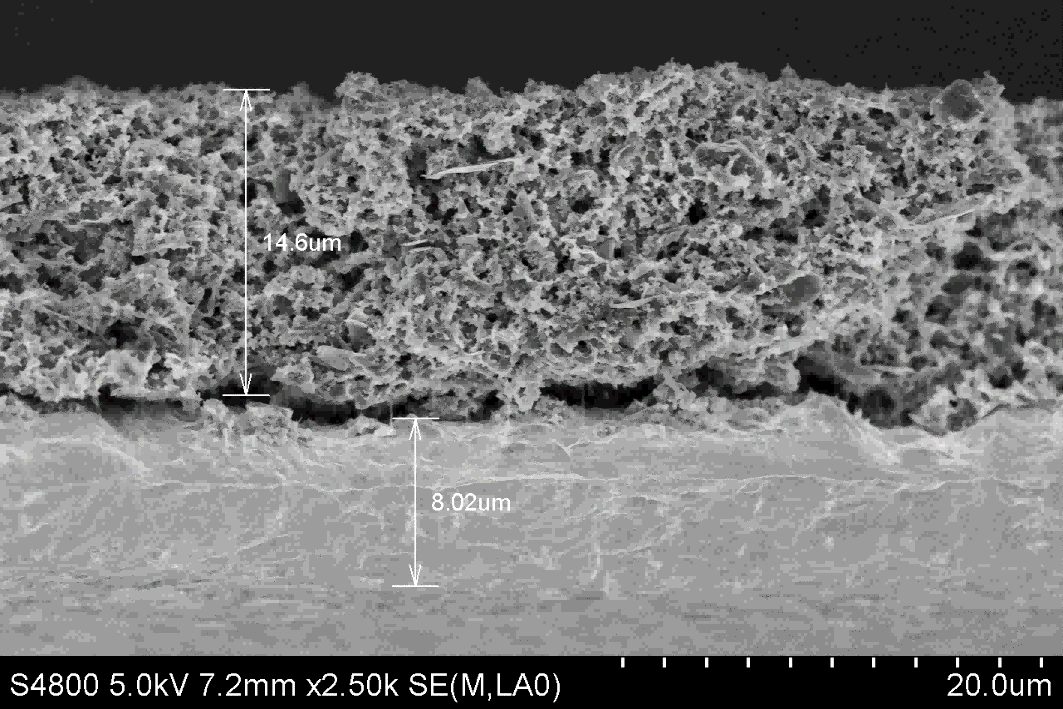
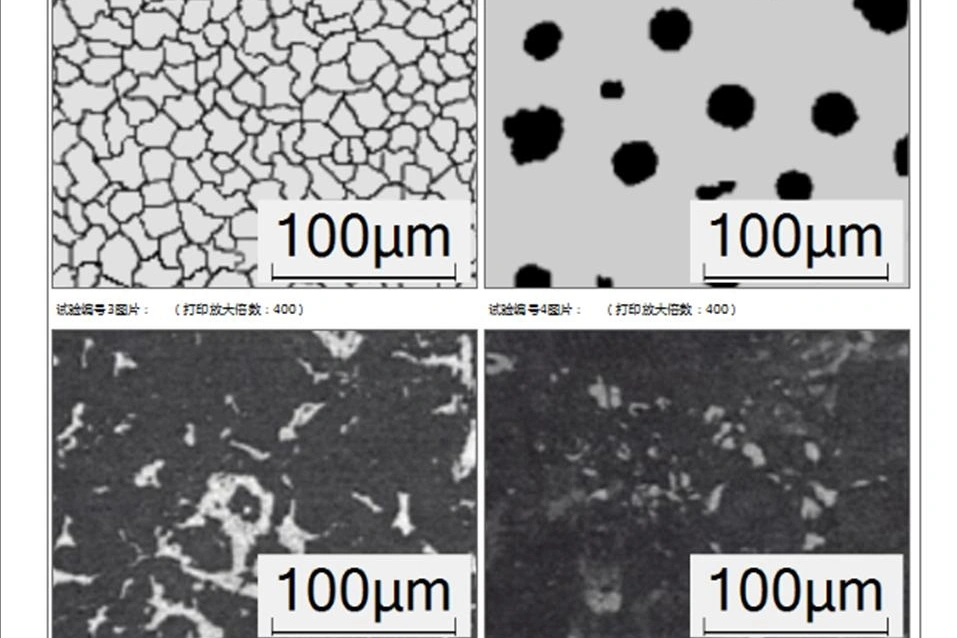
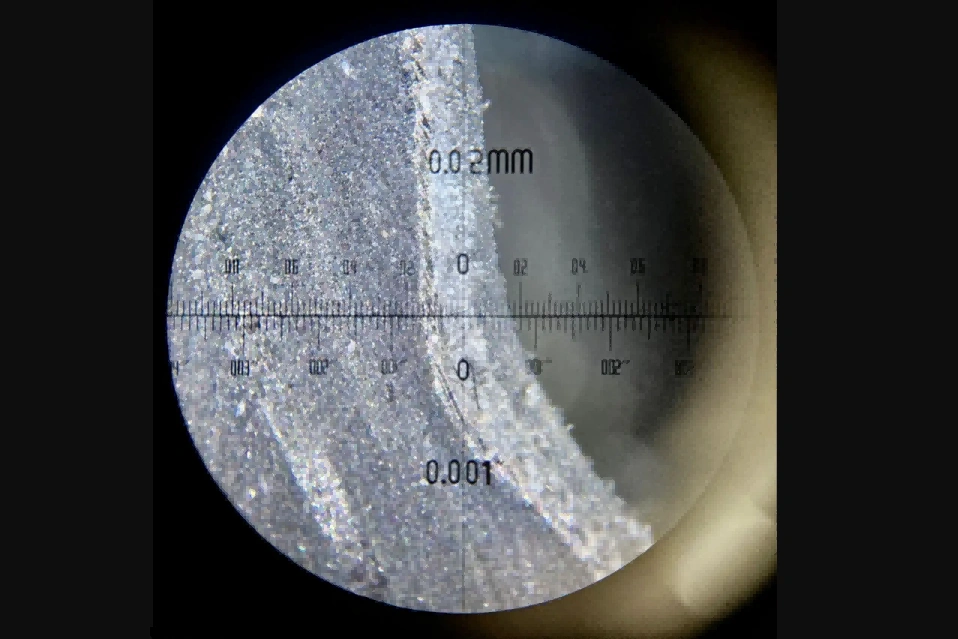
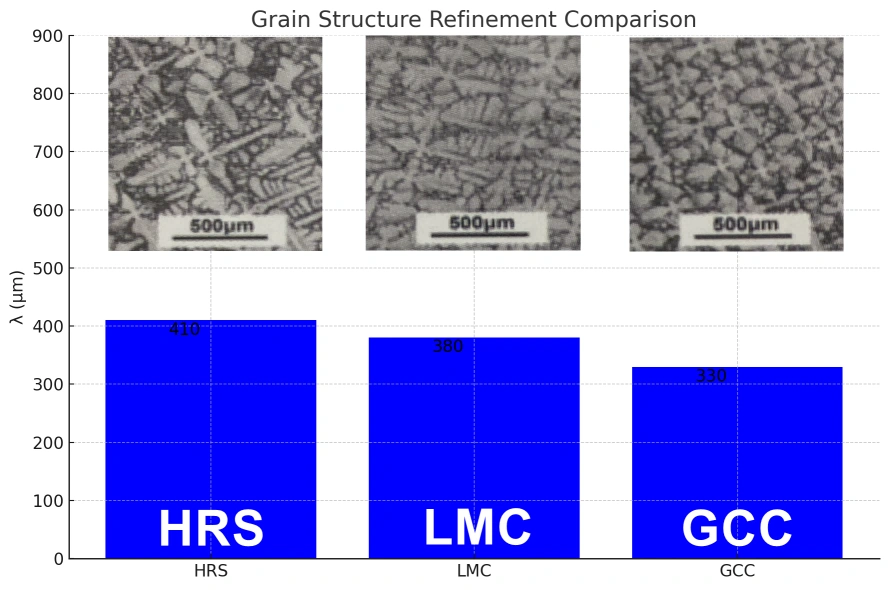
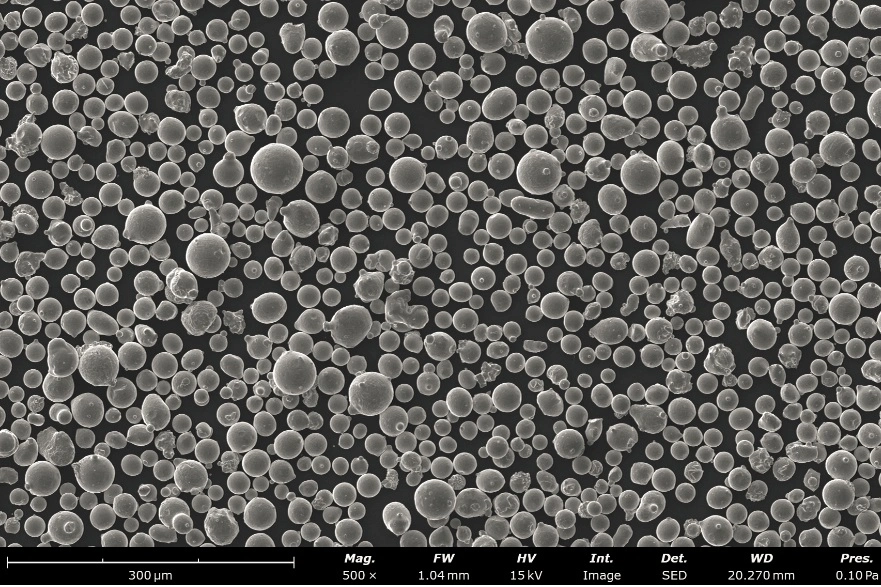
Essais et analyses des matériaux |  | Met en œuvre des contrôles non destructifs (rayons X, ultrasons, courants de Foucault) et destructifs (traction, fatigue) pour évaluer les propriétés des matériaux, la microstructure et détecter les défauts internes. | Vannes, impulseurs, forets, connecteurs | Garantit la qualité, l’intégrité et les performances des matériaux dans des conditions extrêmes. | |
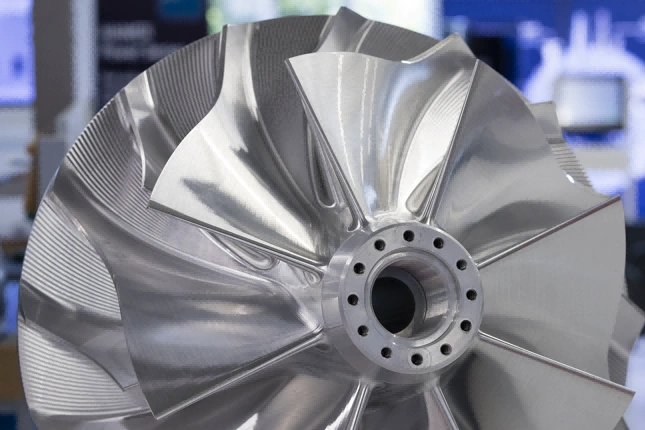
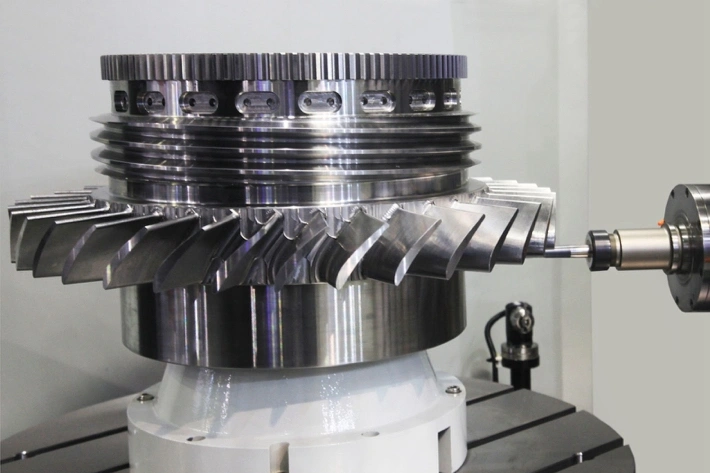
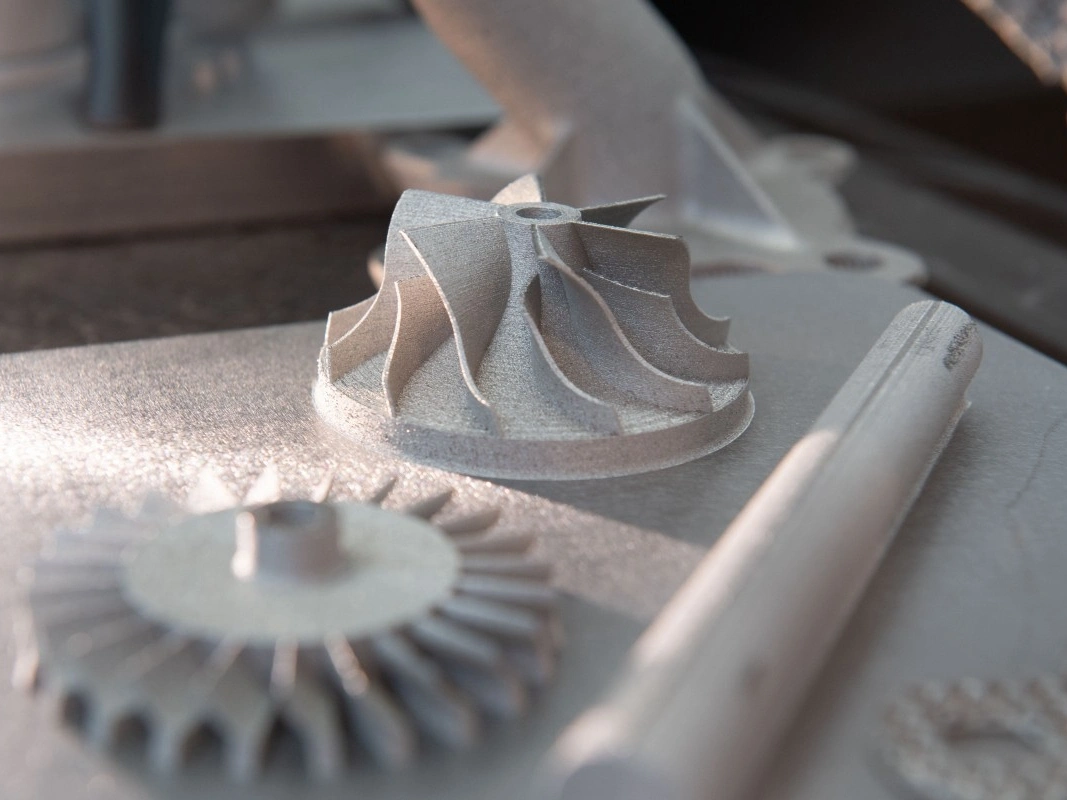
Usinage CNC de superalliages | 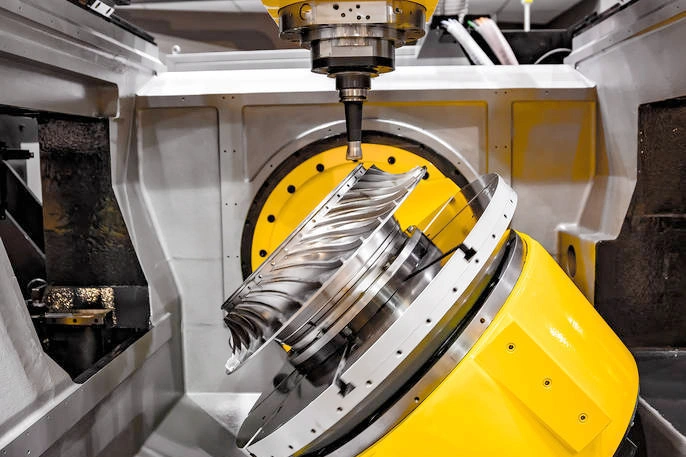 | Utilise des machines à commande numérique (tours, fraiseuses, etc.) pour obtenir des dimensions très précises et des géométries complexes pour les pièces en superalliage, en maintenant des tolérances au micromètre. | Pièces de vanne de précision, carters de pompe, impulseurs | Fournit une haute précision et des tolérances serrées, garantissant des performances optimales. | |
Perçage de trous profonds dans les superalliages | 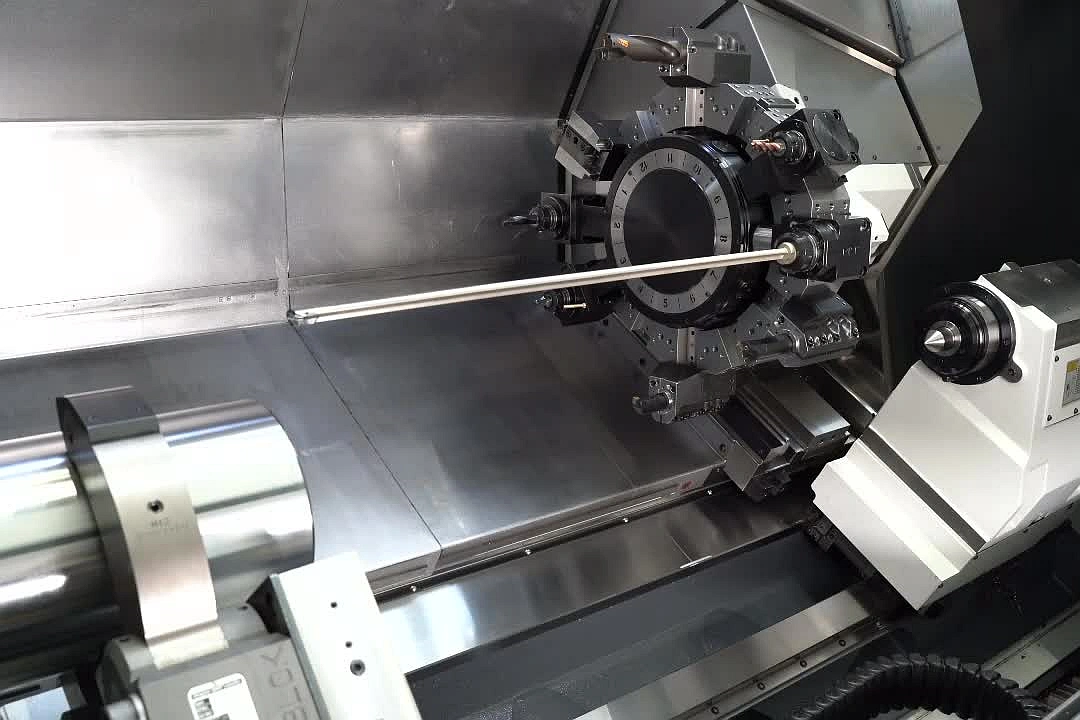 | Utilise des forets spécialisés avec injection de fluide de coupe pour percer des trous profonds et étroits dans des matériaux à haute résistance, souvent avec un rapport profondeur/diamètre supérieur à 100:1. | Arbres, tiges lourdes | Crée des alésages profonds précis, essentiels au transfert de fluide et au support de charge. | |
Usinage par décharge électrique (EDM) |  | Utilise une série contrôlée de décharges électriques (étincelles) pour éroder la matière de la pièce, permettant un usinage de précision sans contact direct de l’outil, en particulier sur les matériaux durs. | Outils miniers complexes, forets, pièces de turbine | Permet l’usinage d’alliages durs avec précision tout en réduisant l’usure de l’outil. |
Composants en alliages à haute température dans l’industrie minière












Frequently Asked Questions
Explorer les ressources associées