Service de fabrication sur mesure de pièces énergétiques en superalliage

Solutions de fabrication de pièces énergétiques en superalliage

Solution de sélection de superalliages pour l’industrie de l’énergie
Solutions de post-traitement et de traitement de surface pour les pièces énergétiques
Méthodes | Images | Principe | Applications | Avantages | Liens |
|---|---|---|---|---|---|
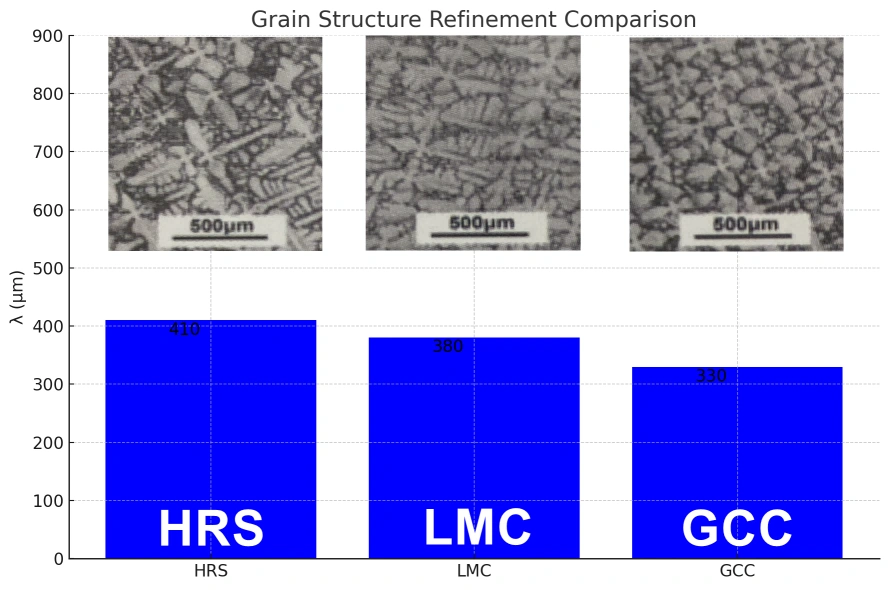
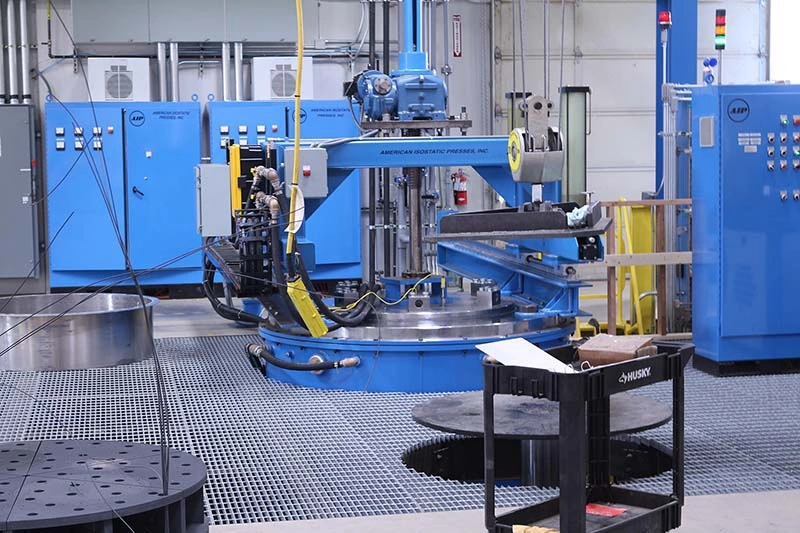
Frittage isostatique à chaud (HIP) | 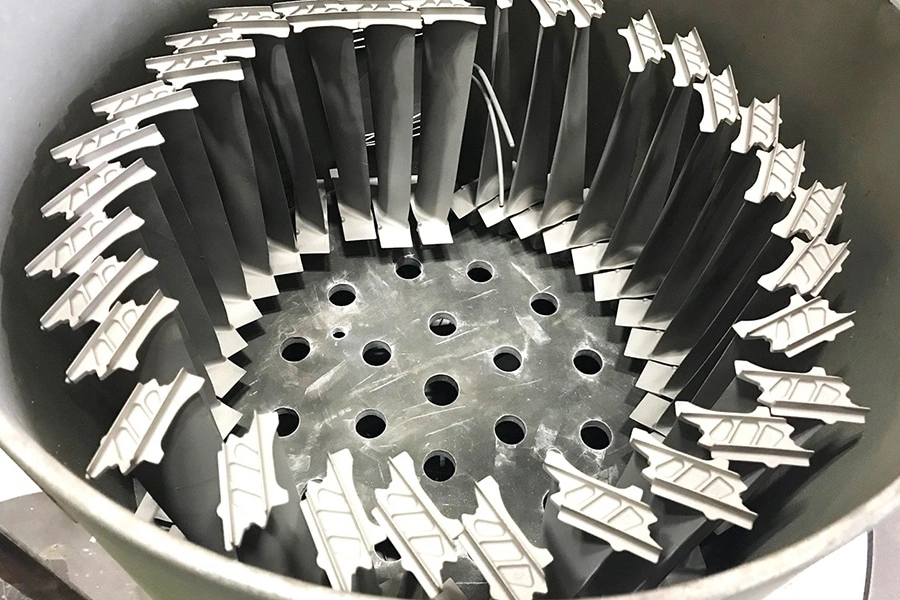 | Soumet les composants à une température élevée (jusqu’à 1200 °C) et à une pression isostatique (typiquement 100–200 MPa) dans une atmosphère gazeuse haute pression afin d’éliminer la porosité interne et les défauts. | Aubes de turbine, disques, chambres de combustion | Élimine les vides internes, améliore la densité, renforce la tenue en fatigue et au fluage. | |
Traitement thermique | 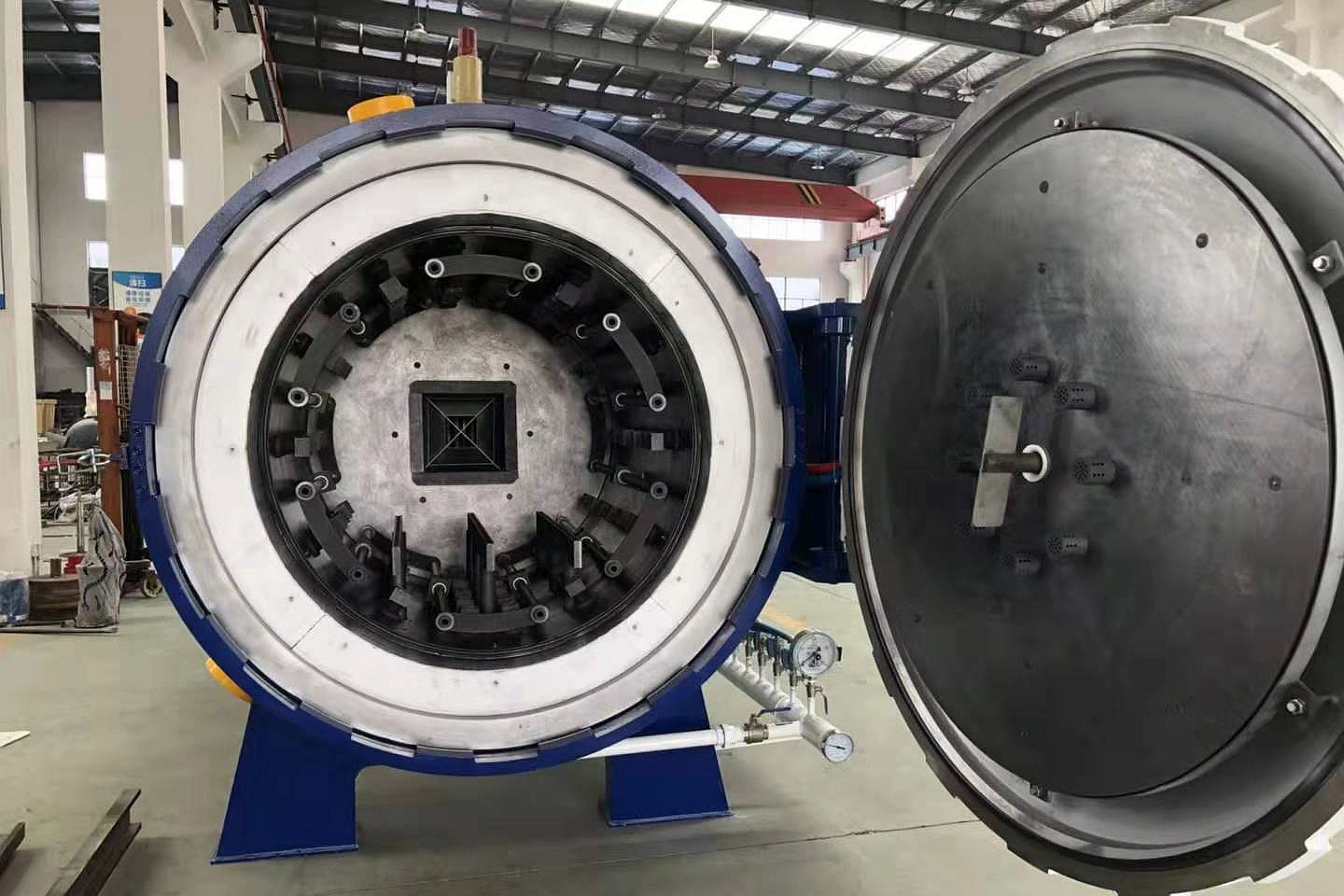 | Chauffe la pièce à des températures spécifiques puis refroidissement contrôlé (trempe, refroidissement à l’air, etc.) afin de modifier ses propriétés mécaniques (dureté, ténacité, résistance à la traction). | Aubes de turbine, chambres de combustion, roues (impellers) | Améliore les propriétés mécaniques, augmente la résistance et la stabilité thermique. | |
Soudage de superalliages |  | Utilise des techniques comme le faisceau d’électrons, le laser ou le TIG pour assembler des pièces en superalliage ou réparer des zones endommagées, avec un contrôle précis de la température et de la fusion. | Bagues de buse, chambres de combustion, postcombusteurs, carters | Assure des joints solides à haute température, répare et prolonge la durée de vie. | |
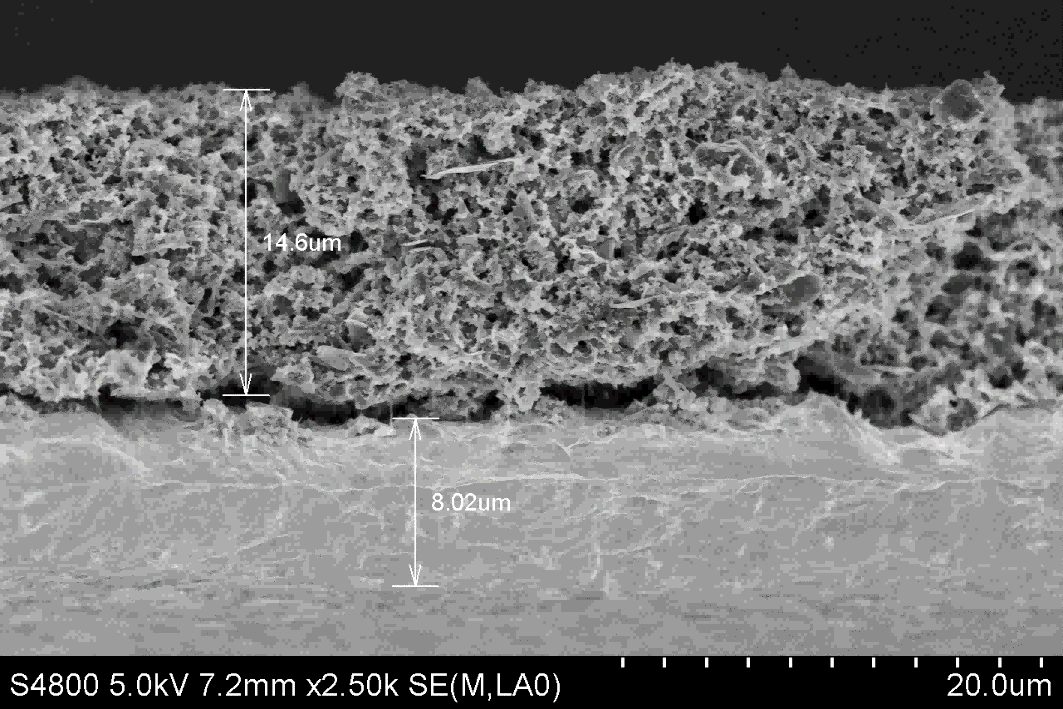
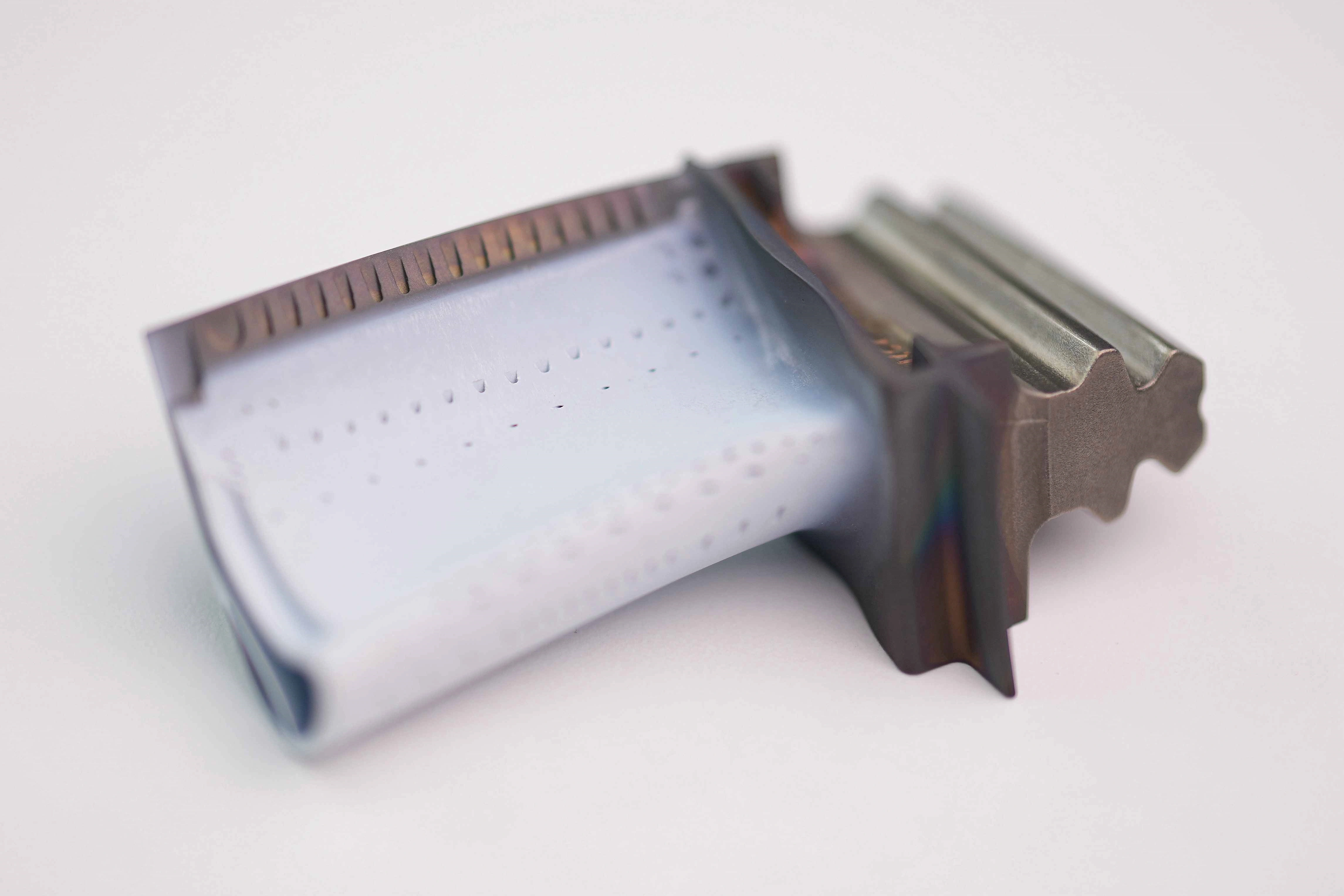
Revêtement barrière thermique (TBC) |  | Applique un fin revêtement céramique (généralement zircone) sur des composants en superalliage par projection plasma ou EB-PVD pour fournir une isolation thermique. | Aubes de turbine, bagues de buse, postcombusteurs | Protège des charges thermiques élevées, augmente l’efficacité thermique et la durée de vie des composants. | |
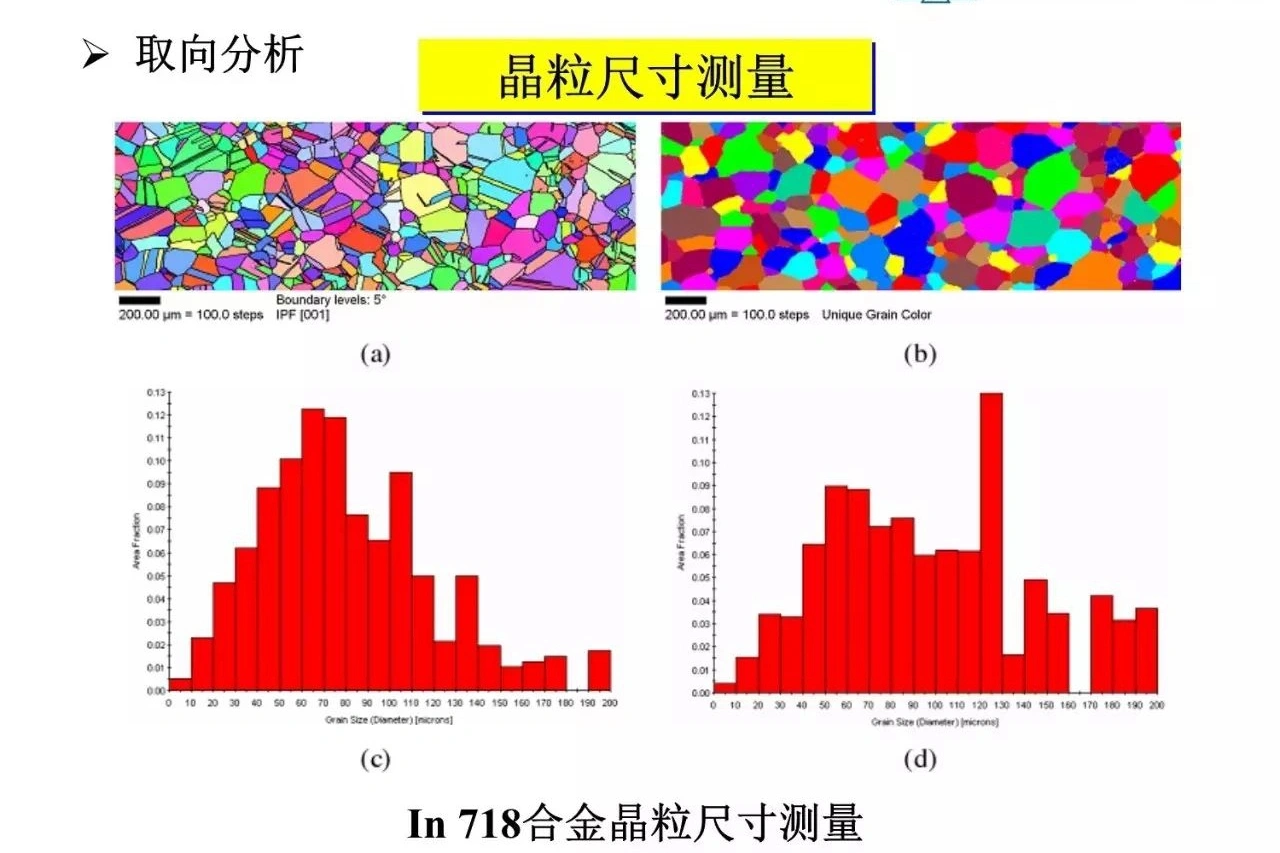
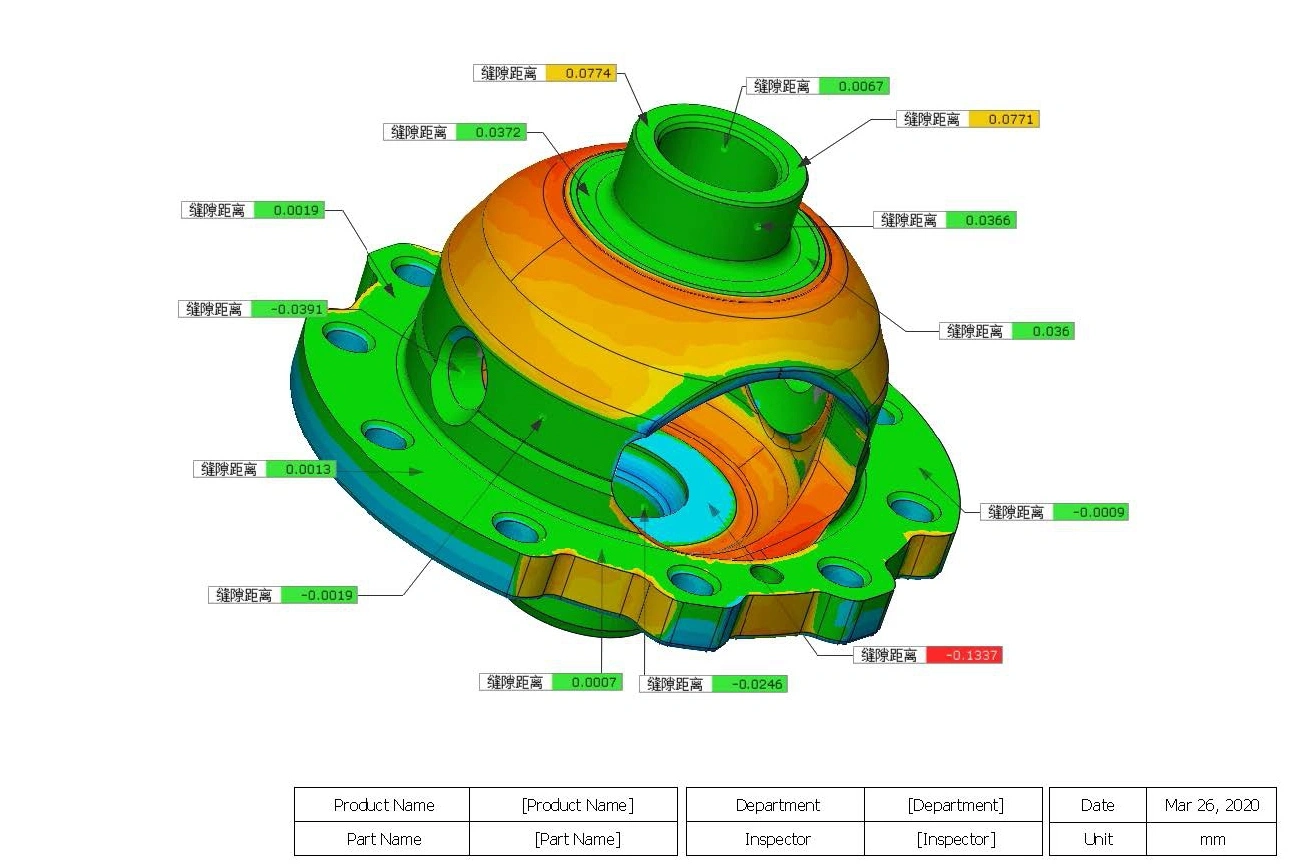
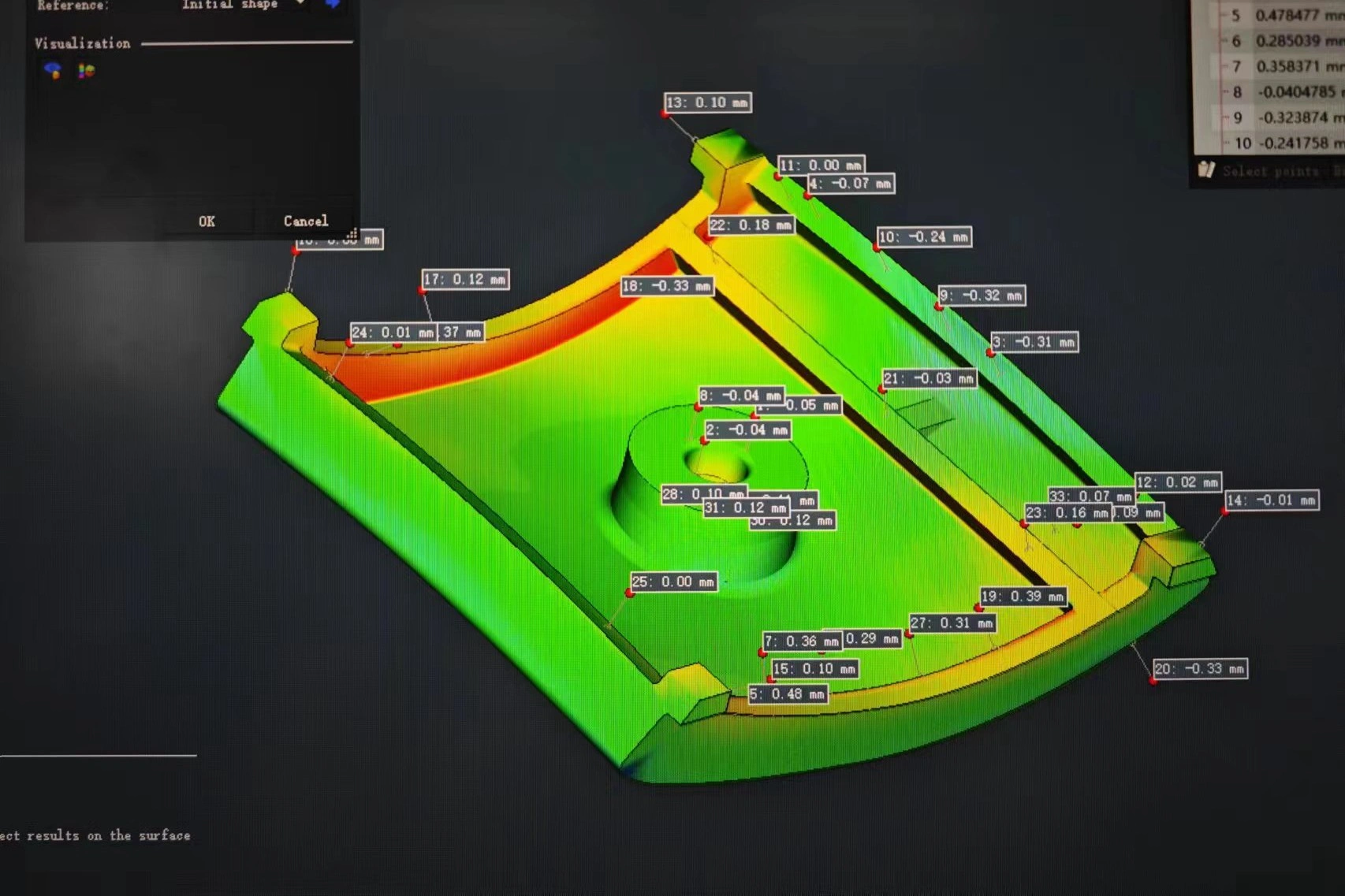
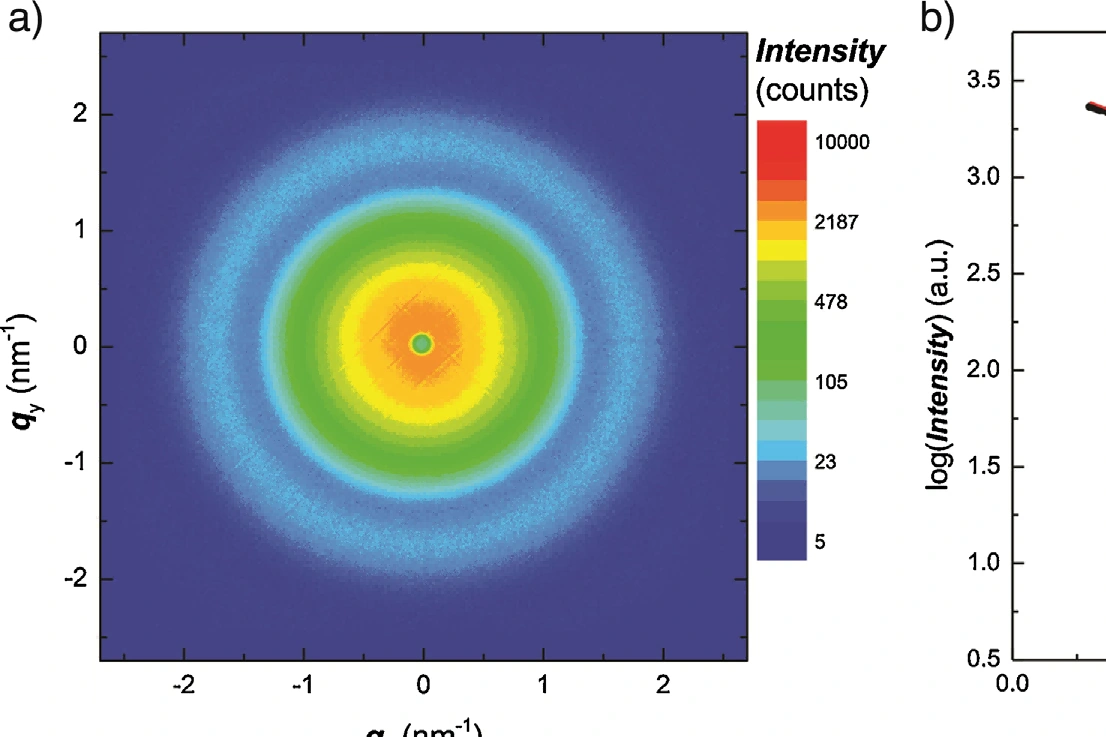
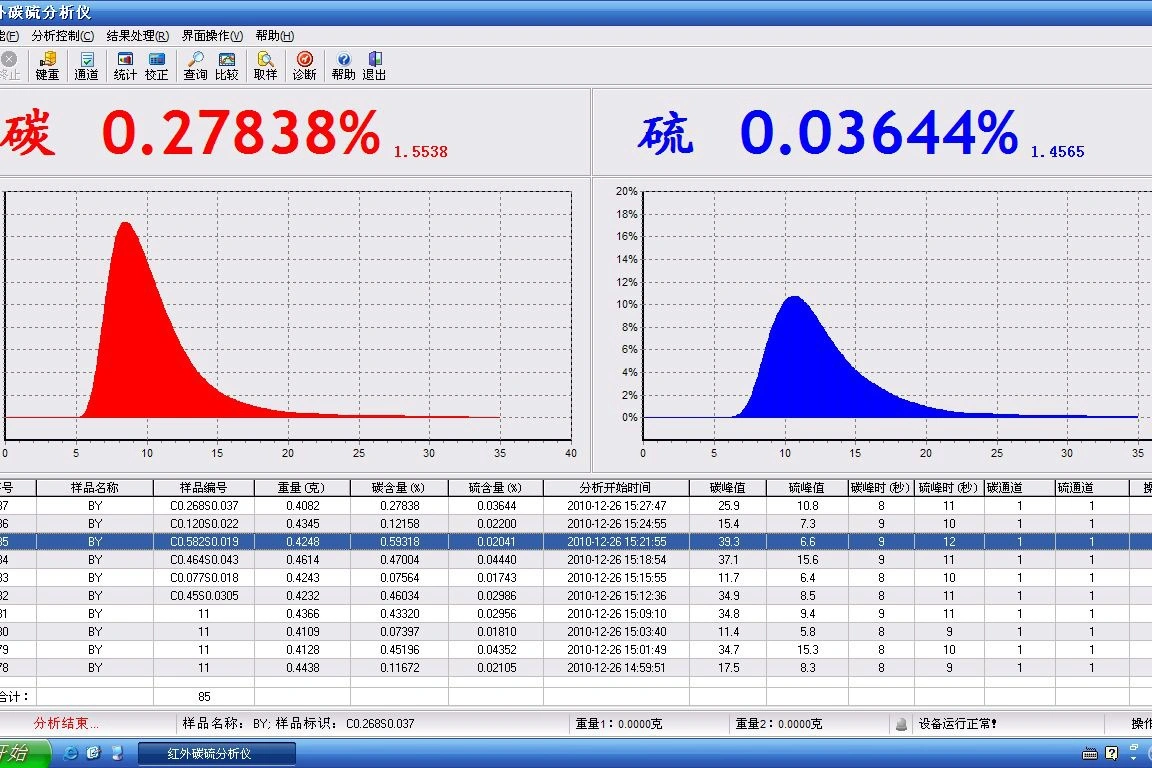
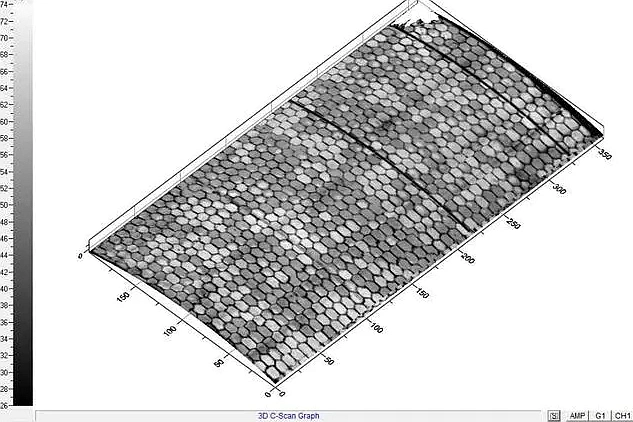
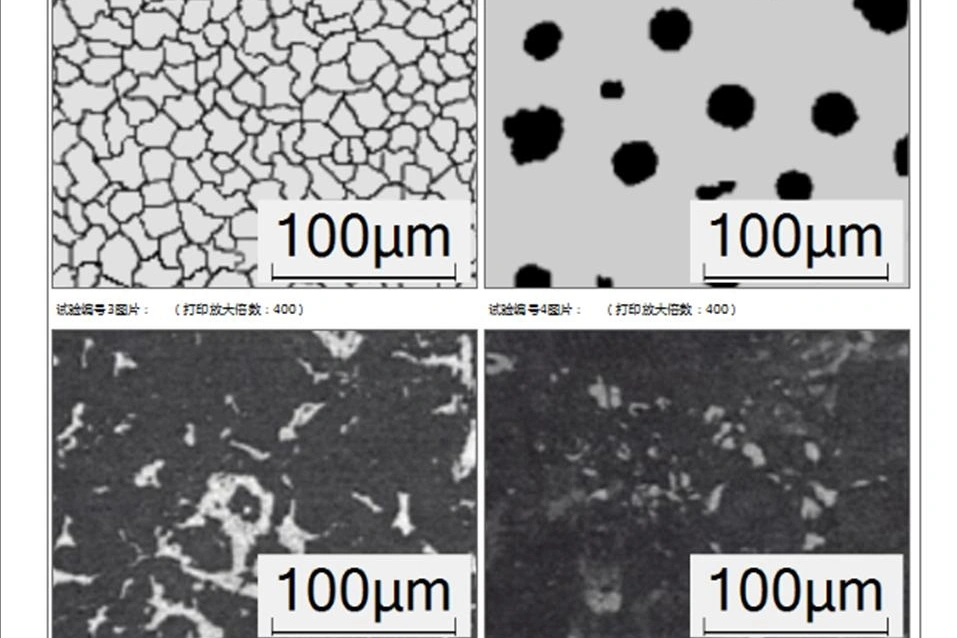
Essais et analyses des matériaux |  | Met en œuvre des contrôles non destructifs (rayons X, ultrasons, courants de Foucault) et destructifs (traction, fatigue) pour évaluer les propriétés, la microstructure et détecter les défauts internes. | Disques de turbine, aubes, roues (impellers), chambres de combustion | Garantit l’intégrité des matériaux, vérifie les propriétés mécaniques et prédit la durée de service. | |
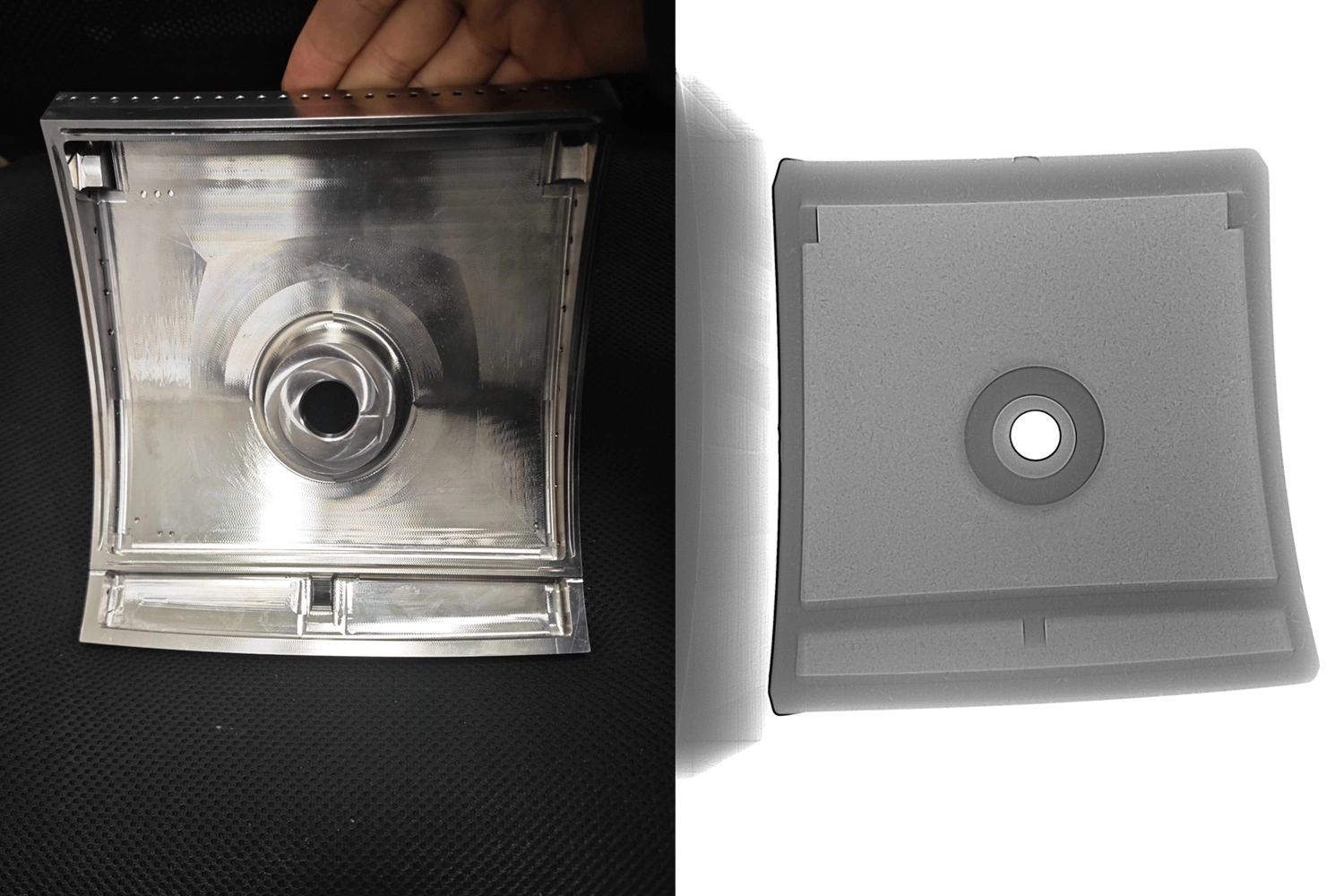
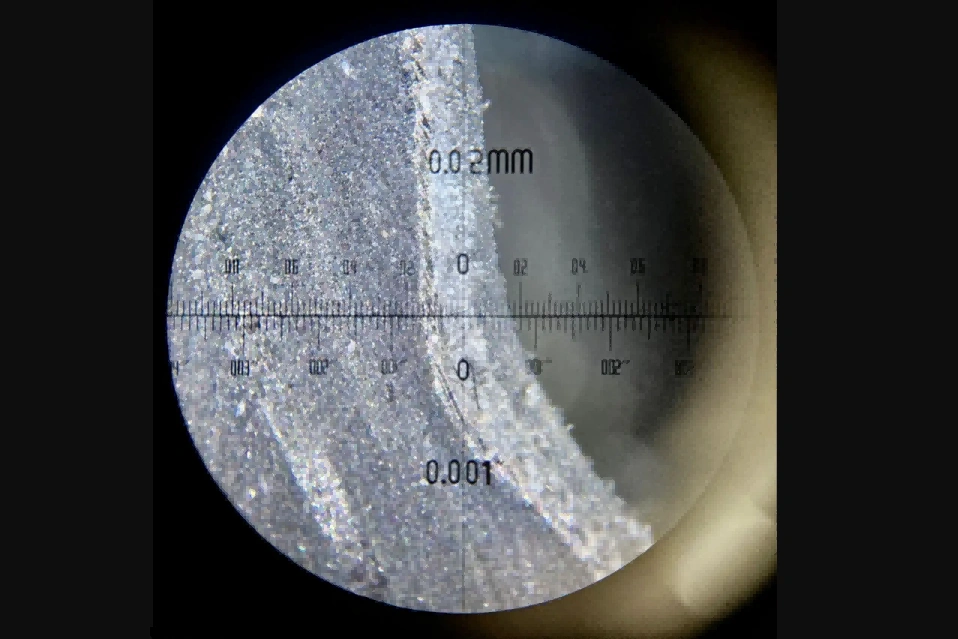
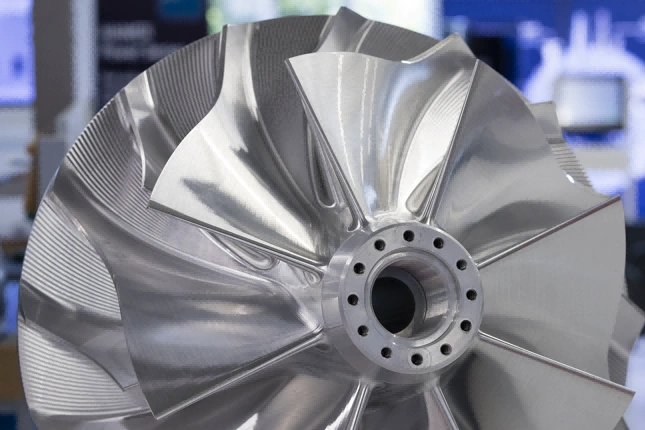
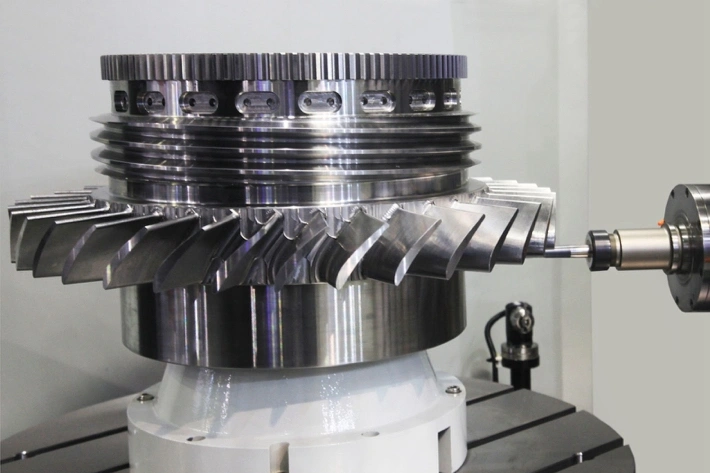
Usinage CNC de superalliages | 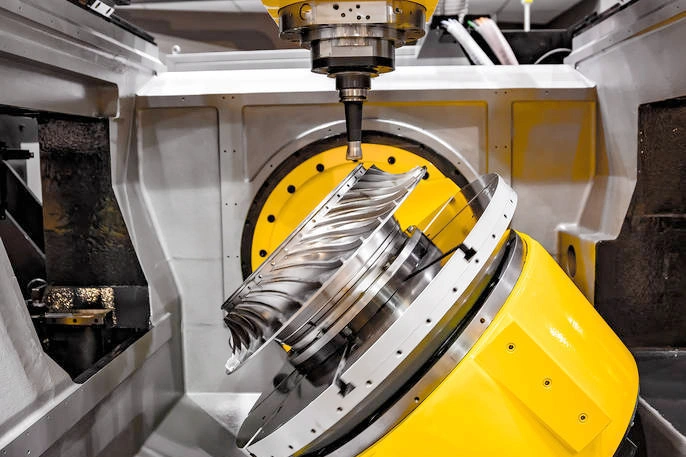 | Utilise des machines à commande numérique (tours, fraiseuses, etc.) pour obtenir des dimensions très précises et des géométries complexes, avec des tolérances au micromètre. | Disques de turbine, aubes, roues (impellers), bagues de buse | Fabrication de haute précision, meilleure qualité de surface et respect de tolérances serrées. | |
Perçage de trous profonds pour superalliages | 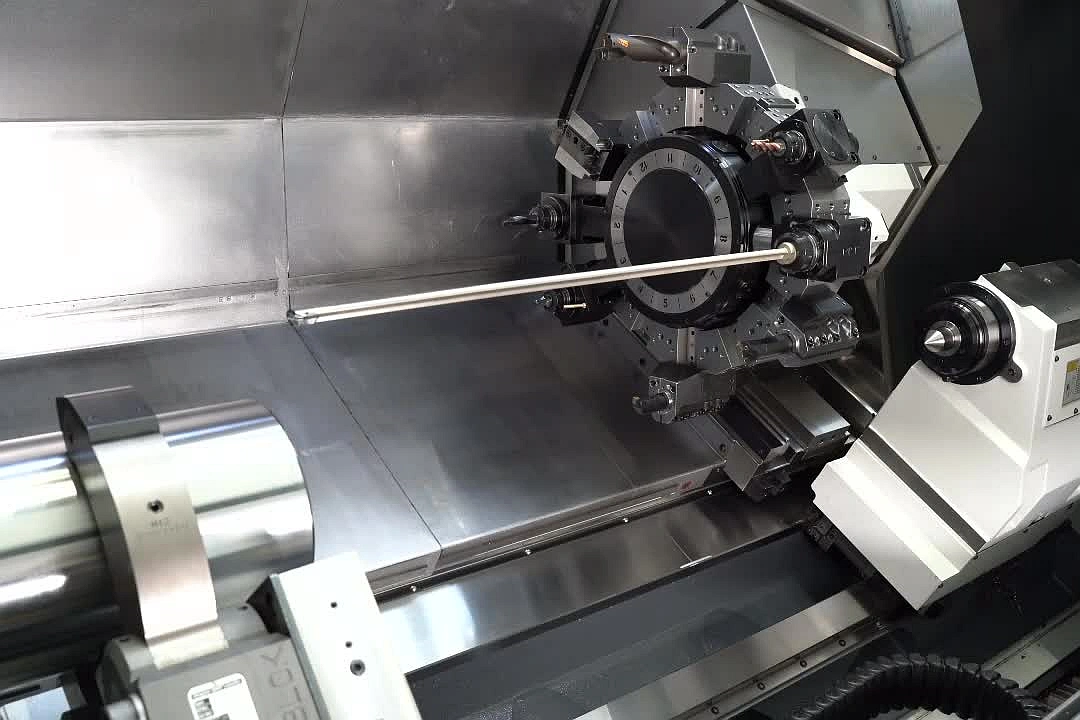 | Utilise des forets spécialisés avec injection de fluide de coupe pour forer des trous profonds et étroits dans des matériaux à haute résistance, souvent avec un rapport profondeur/diamètre > 100:1. | Aubes de turbine, chambres de combustion, échangeurs de chaleur | Crée des canaux de refroidissement précis, améliore la gestion thermique et augmente l’efficacité. | |
Usinage par décharge électrique (EDM) |  | Utilise une série contrôlée de décharges électriques pour éroder la matière sans contact direct outil/pièce, particulièrement adapté aux matériaux durs. | Aubes de turbine, roues (impellers), pièces de précision | Permet la mise en forme précise de géométries complexes dans des alliages difficiles à usiner, sans induire de contraintes. |
Composants en superalliage dans l’industrie de l’énergie












Frequently Asked Questions
Explorer les ressources associées



