Revêtement de Barrière Thermique (TBC) pour Améliorer les Performances des Superalliages
Isolation Céramique pour Maximiser la Durabilité des Superalliages
Les composants en superalliage dans les moteurs à turbine, les systèmes de puissance et les échangeurs de chaleur fonctionnent couramment à des températures dépassant 1000°C. Même avec une excellente résistance à l'oxydation et au fluage, une exposition à long terme provoque une dégradation de surface et une fatigue structurelle. Les Revêtements de Barrière Thermique (TBC) fournissent une isolation thermique critique, réduisant les températures de surface du métal jusqu'à 150–200°C et prolongeant significativement la durée de vie des pièces.
Neway AeroTech propose des systèmes de TBC céramique appliqués par plasma pour les aubes de turbine, les aubes directrices, les chemises de combustion et les composants d'échappement fabriqués à partir d'alliages Inconel, Rene, CMSX et Hastelloy.
Structure et Matériaux du Système TBC
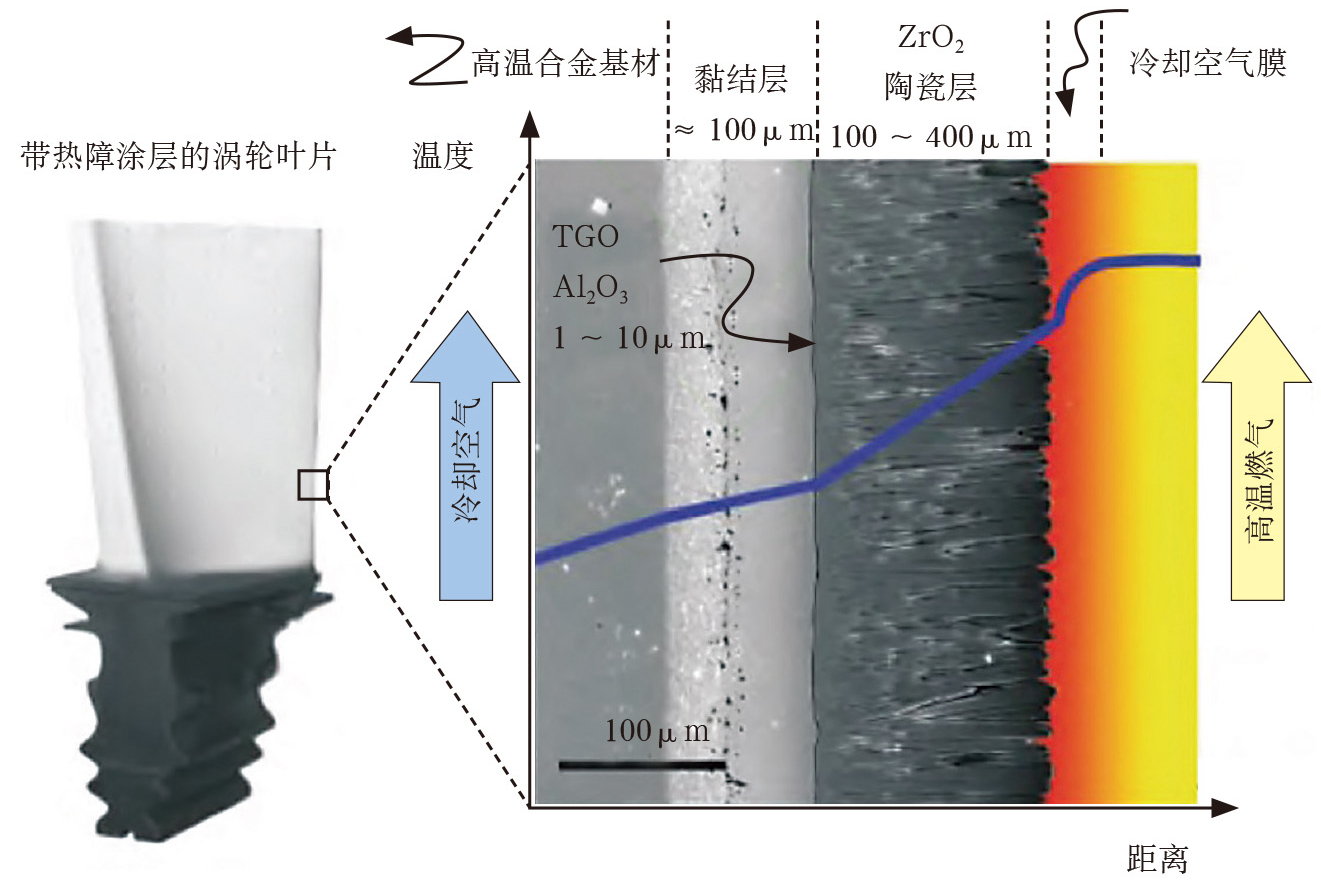
Un système TBC standard comprend deux couches principales appliquées par projection plasma ou par dépôt physique en phase vapeur par faisceau d'électrons (EB-PVD) :
Couche de Liaison (150–250 μm) : La couche MCrAlY assure l'adhérence et la résistance à l'oxydation
Couche Supérieure (80–300 μm) : Céramique de zircone stabilisée à l'yttria (YSZ) pour l'isolation thermique et la compliance aux déformations
Substrat : Composant en superalliage coulé ou usiné selon spécifications, sablé avant revêtement
Les revêtements projetés au plasma présentent une porosité de 10–15% pour la tolérance aux déformations. L'EB-PVD permet des structures en plumes pour le refroidissement des profils de turbine.
Superalliages Couramment Protégés par des TBC
Alliage | Température Max (°C) | Composants Revêtus | Industrie |
|---|---|---|---|
1050 | Aubes directrices statiques, carénages d'échappement | ||
980 | Segments de tuyère HPT | ||
1140 | Aubes du premier étage | ||
1175 | Chemises de combustion |
Les TBC réduisent l'oxydation, retardent l'apparition du fluage et protègent les sections minces contre la distorsion induite par la chaleur.
Étude de Cas : YSZ Projeté au Plasma sur Profils CMSX-4
Contexte du Projet
Un fabricant de turbines nécessitait un TBC pour des profils CMSX-4 fonctionnant à 1100°C. Du YSZ (8 % en poids de Y₂O₃) projeté au plasma a été appliqué avec une épaisseur de 180 μm, sur une couche de liaison NiCoCrAlY de 200 μm. Le TBC a réduit les températures de surface du métal de 140°C et a augmenté la durée de vie en fluage de 1,8 fois.
Composants et Applications Typiques Revêtus de TBC
Composant | Substrat | Épaisseur TBC | Industrie |
|---|---|---|---|
Aube de Rotor | Inconel 738 | 250 μm | |
Segment d'Aube Directrice | Rene 88 | 220 μm | |
Aube du Premier Étage | CMSX-4 | 180 μm | |
Panneau de Combustion | Hastelloy X | 200 μm |
Toutes les pièces ont été testées pour l'adhérence de la liaison, la porosité, le choc thermique et l'intégrité de surface.
Défis et Solutions d'Application des TBC
Risque de délaminage lorsque l'inadéquation de dilatation thermique dépasse 15 × 10⁻⁶/K entre le substrat et la céramique
Érosion sous un écoulement de gaz >30 m/s réduit l'épaisseur de la couche supérieure avec le temps—la densification du matériau améliore la durabilité
Formation d'écailles d'oxyde sous la couche de liaison si la préparation de surface ou l'environnement n'est pas contrôlé
Ra ≤ 5 μm requis pour les surfaces d'étanchéité après TBC et doit être obtenu par rodage ou masquage
Fatigue thermique à >1000 cycles nécessite une porosité de la couche supérieure compliante et une microstructure colonnaire
Solutions TBC Plasma pour Composants en Alliage Haute Température
Projection plasma à 45–55 kW pour un dépôt uniforme de la couche supérieure à une épaisseur de 100–250 μm
Masquage de précision ±0,1 mm pour protéger les caractéristiques d'étanchéité et filetées
Sablage de la couche de liaison à 4–6 Ra μm et application de NiCoCrAlY pour le contrôle de l'oxydation
YSZ avec 8 % en poids de Y₂O₃ stabilisé pour une haute résistance aux cycles thermiques jusqu'à 1200°C
Vérification post-revêtement via inspection par MMC, MEB et Rayons X
Résultats et Vérification
Exécution du Processus de Revêtement
Les revêtements ont été appliqués dans une cellule plasma scellée sous vide avec une surveillance en temps réel de la projection thermique. Les paramètres de projection ajustés selon la géométrie et le substrat.
Performance Thermique
Les surfaces revêtues de YSZ ont montré une réduction de 140–160°C de la température de surface sous un écoulement de gaz à 1100°C. Les pièces ont réussi le test de choc thermique de 1000 cycles.
Finition de Surface
Les dimensions critiques ont été conservées après revêtement avec les faces d'étanchéité rectifiées à Ra 4,5 μm. L'uniformité de l'épaisseur du revêtement maintenue à ±10 μm.
Inspection
La MMC a vérifié la géométrie. Le MEB a confirmé une porosité de 10–12%, sans microfissuration. L'inspection par rayons X a validé l'intégrité de la ligne de liaison.
FAQ
Quelle est la température de fonctionnement maximale pour les systèmes TBC à base de YSZ ?
Le TBC peut-il être réappliqué après une exposition en service ou un décapage ?
Quels matériaux de couche de liaison sont couramment utilisés pour les superalliages de turbine ?
Comment l'épaisseur du TBC affecte-t-elle la durée de vie et le refroidissement du composant ?
Les TBC sont-ils applicables aux pièces de combustion, de tuyère et d'aube directrice ?
