Deutsch
Hersteller kundenspezifischer Superlegierungsteile für die Luft- und Raumfahrt
Fertigungsdienstleistungen für Luft- und Raumfahrtteile
NewayAeroTech bietet kundenspezifische Fertigungsdienstleistungen für Luft- und Raumfahrtteile für Flugzeugtriebwerke, Luftfahrtturbinen, UAV-Antriebssysteme und hochtemperaturbeständige Flugkomponenten. Wir unterstützen Vakuum-Feinguss, Einkristallguss, gerichteten Guss, gleichachsigen Guss, CNC-Bearbeitung von Superlegierungen, EDM, Wärmebehandlung, Beschichtungsvorbereitung, Inspektion und die Lieferung fertiger Komponenten.
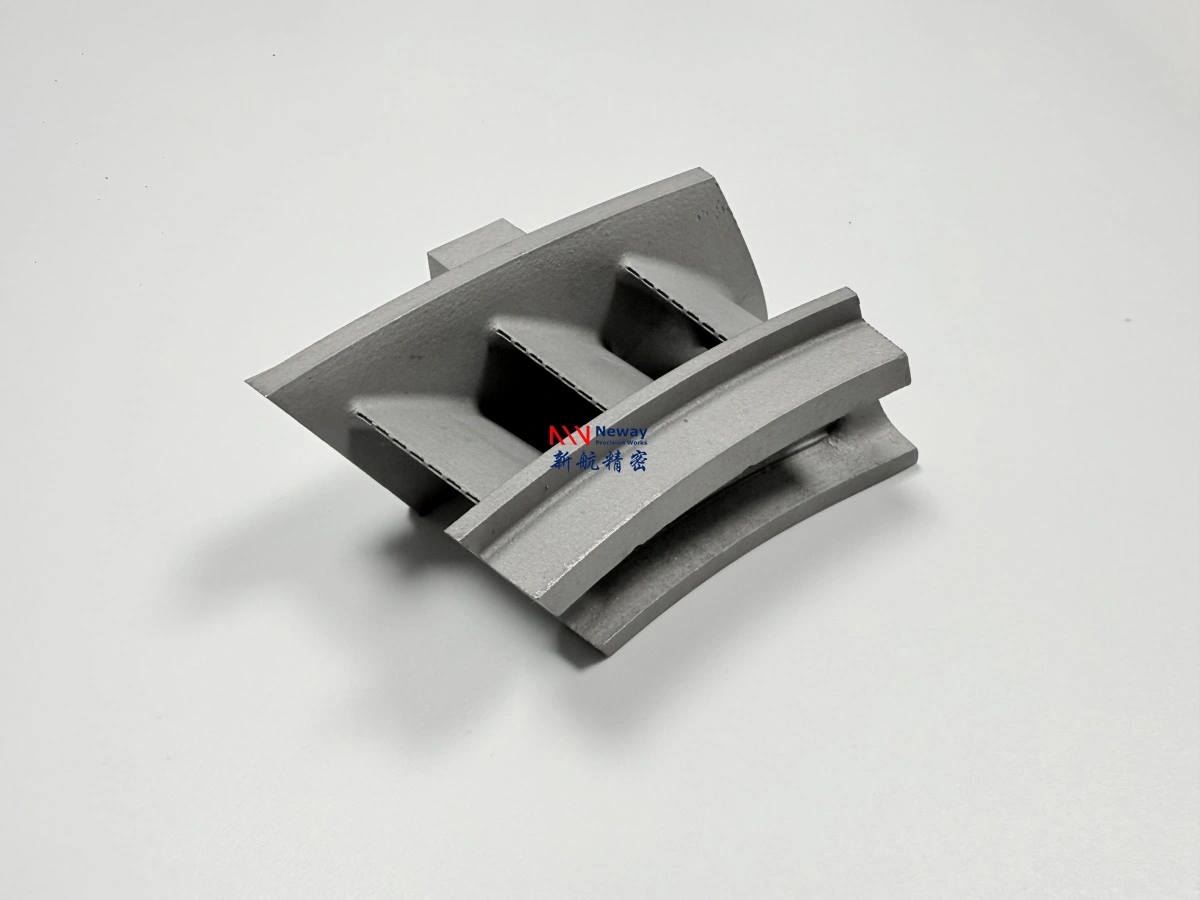
Luft- und Raumfahrtteile, die wir fertigen
NewayAeroTech fertigt kundenspezifische Luft- und Raumfahrtkomponenten für Flugzeugtriebwerke, UAV-Turbinen, Luftfahrtantriebssysteme und Hochtemperatur-Fluganwendungen. Wir unterstützen Heißteilkomponenten, Brennkammer- und Abgasteile, rotierende und strukturelle Komponenten, UAV-Turbinenteile sowie kundenspezifische Luft- und Raumfahrtkomponenten vom Prototyp bis zur Kleinserienfertigung.

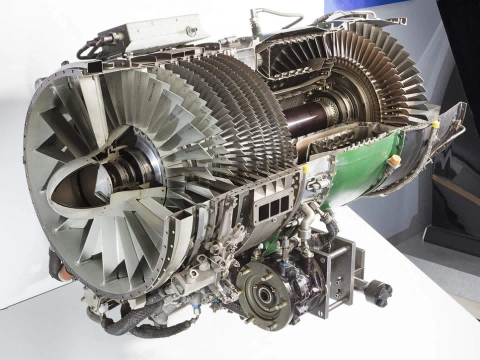
Triebwerkssektionen, die wir unterstützen
NewayAeroTech unterstützt Komponenten für Flugtriebwerke und Luftfahrtantriebe in den Bereichen Brennkammer, Turbine, Verdichter, Abgas, Zubehör und Struktur und hilft Kunden bei der Herstellung hochtemperaturbeständiger, leichter und präziser flugrelevanter Komponenten.

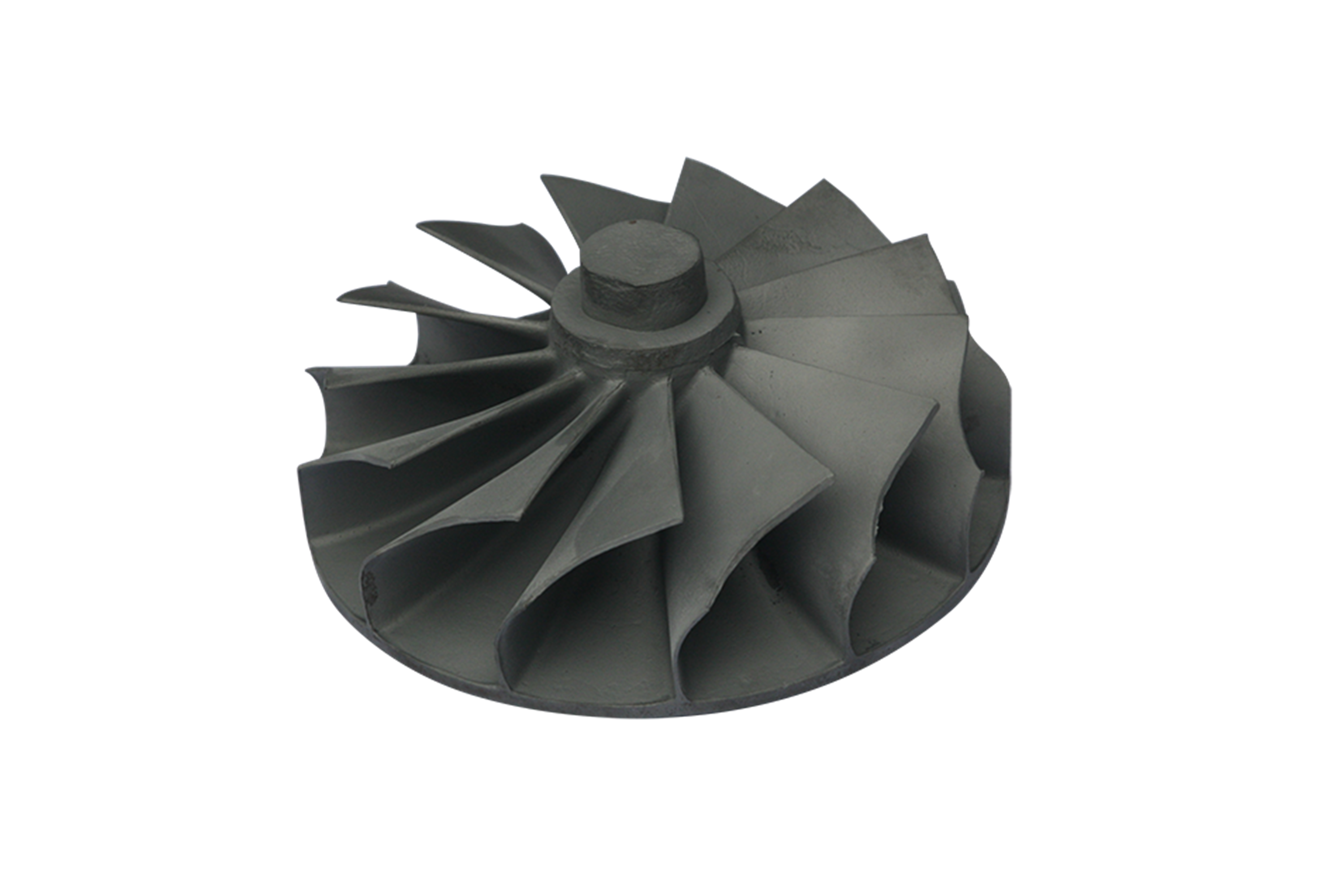
Vom Superlegierungsguss zu flugbereiten Luft- und Raumfahrtkomponenten
NewayAeroTech unterstützt die Fertigung von Luft- und Raumfahrtkomponenten von der Werkstoffauswahl und dem Superlegierungsguss bis hin zur Nachbearbeitung und Inspektion und hilft Kunden bei der Entwicklung flugbereiter Flugzeugtriebwerksteile, UAV-Turbinenkomponenten und hochtemperaturbeständiger Luftfahrtteile.
Starten Sie noch heute ein neues Projekt
Prototypen- und Kleinserienfertigung von Luft- und Raumfahrtmustern
NewayAeroTech unterstützt die Fertigung von Luft- und Raumfahrtprototypen und Mustern durch Guss, CNC-Bearbeitung, 3D-Druck, Wärmebehandlung, HIP, Nachbearbeitung und Inspektion. Wir helfen Kunden bei der Entwicklung von UAV-Turbinenteilen, Flugzeugtriebwerkskomponenten, technischen Testteilen und Luftfahrtkomponenten in Kleinserie auf Basis von Zeichnungen, CAD-Dateien, Mustern oder 3D-Scandaten.

Erfahrung mit Luftfahrttriebwerks- und Turbinenkomponenten
NewayAeroTech unterstützt Flugzeugtriebwerks-, UAV-Turbinen-, Brennkammer-, rotierende und strukturelle Luftfahrtkomponenten durch Superlegierungsguss, CNC-Bearbeitung, EDM, Wärmebehandlung, HIP, Nachbearbeitung, Inspektion und Unterstützung der Kleinserienfertigung.
Verwandte Ressourcen erkunden



Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Dienstleistungen
Lösungen
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.