Fertigung von Hochtemperatur-Legierungsteilen für Militär und Verteidigung

Fertigungslösungen für Hochtemperatur-Legierungsteile im Militär- und Verteidigungsbereich

Hochtemperatur-Legierungslösungen für die Militär- und Verteidigungsindustrie
Nachbearbeitung und Oberflächenbehandlung für Militär- und Verteidigungsteile
Verfahren | Bilder | Funktionsweise | Anwendungen | Vorteile | Links |
|---|---|---|---|---|---|
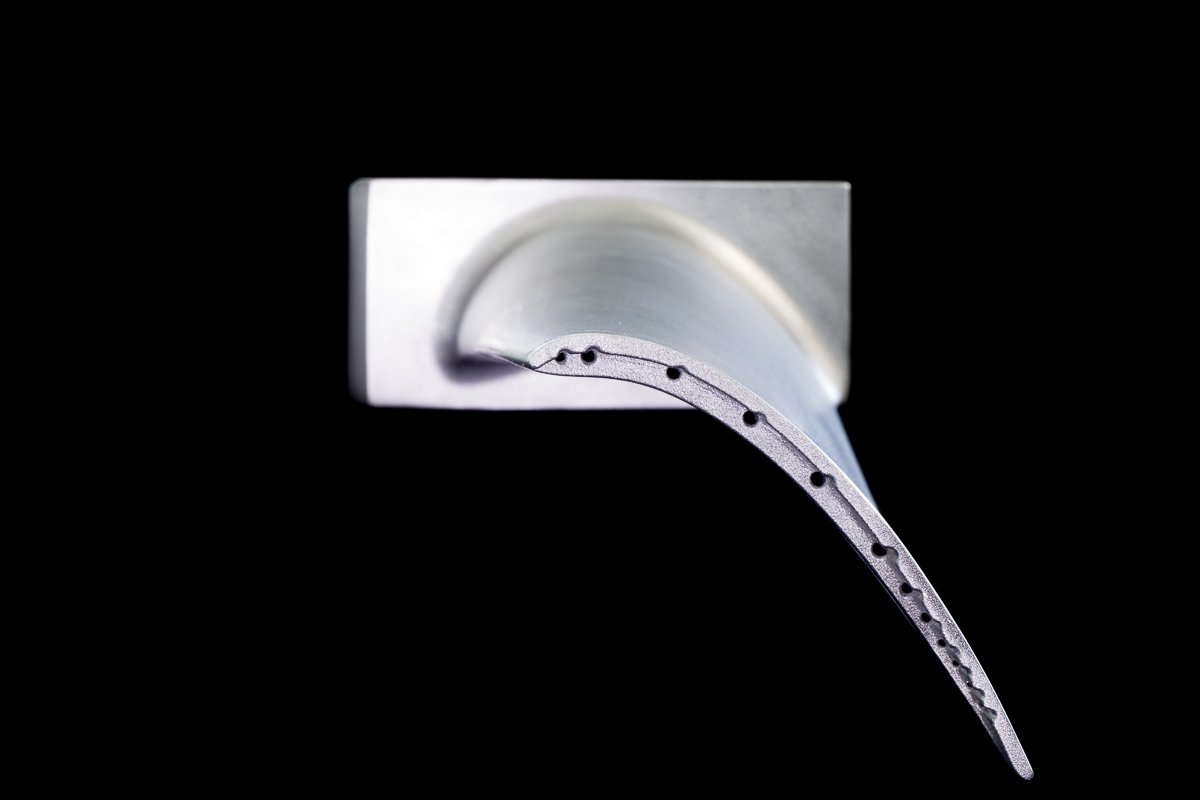
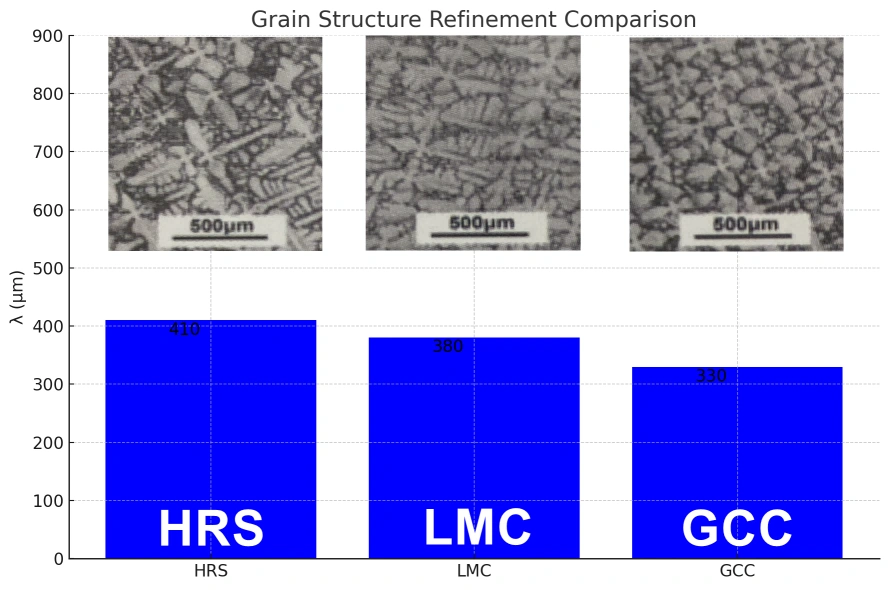
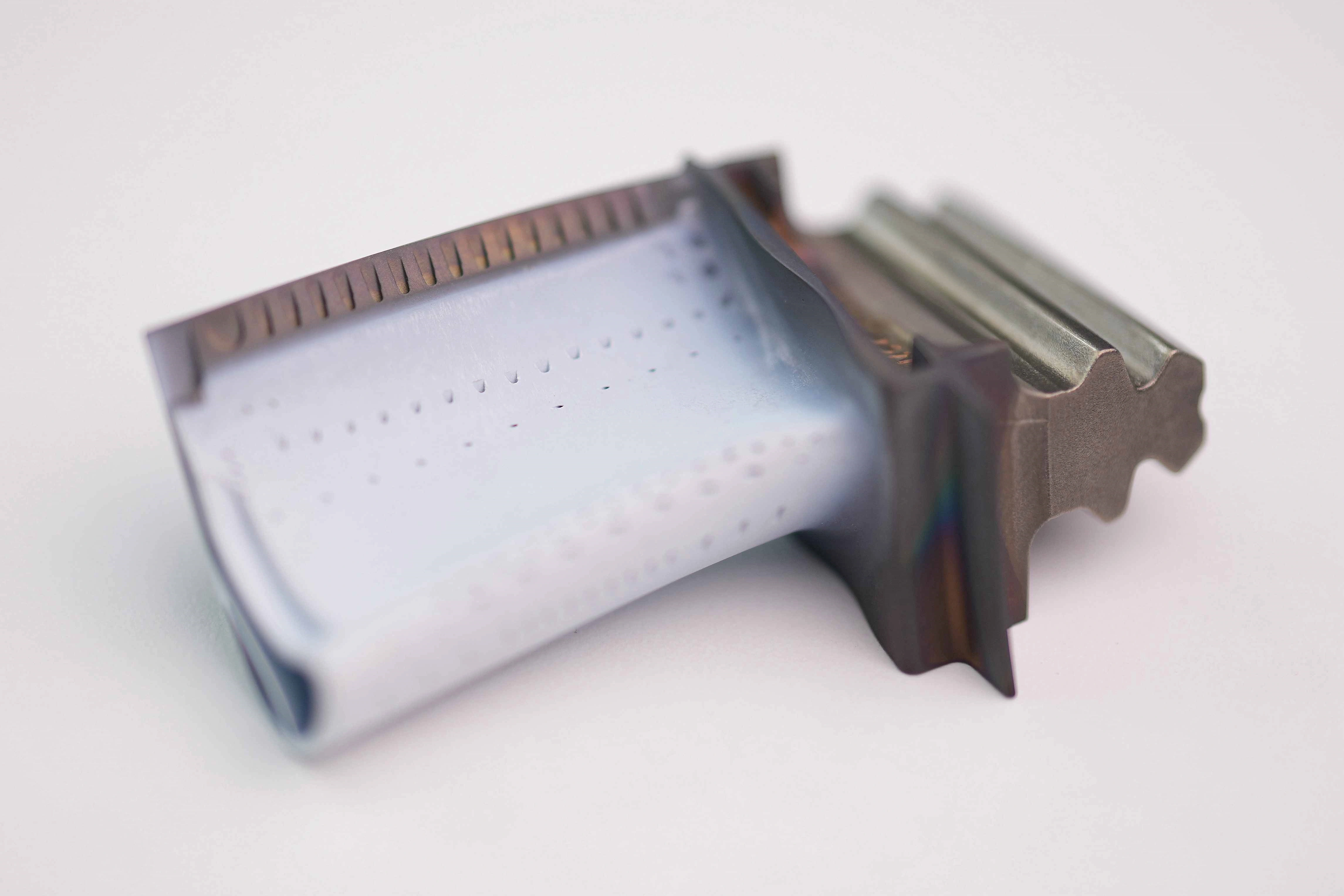
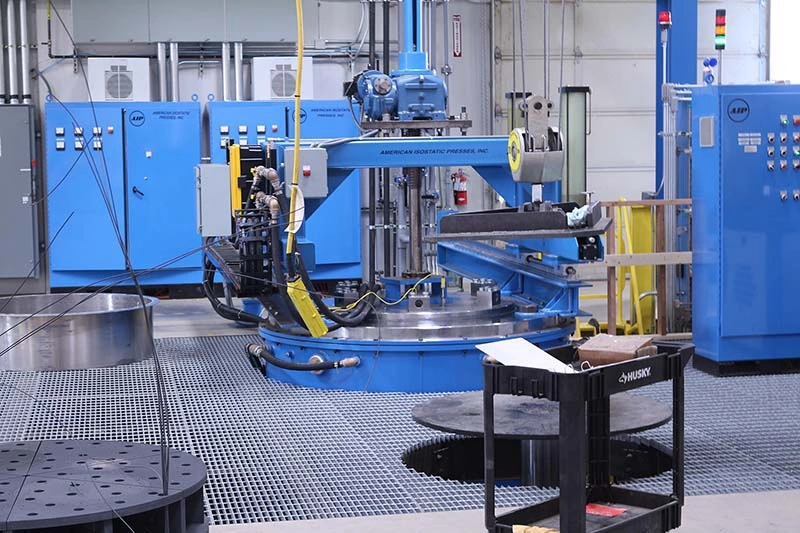
Heißisostatisches Pressen (HIP) | 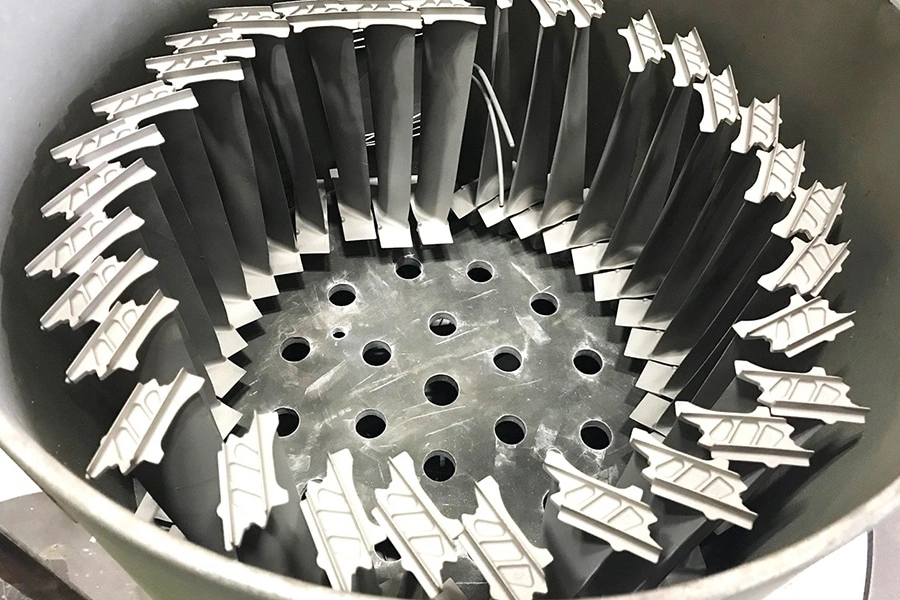 | Bauteile werden bei erhöhter Temperatur (bis 1200 °C) und isostatischem Druck (typischerweise 100–200 MPa) in einer Hochdruck-Gasatmosphäre behandelt, um innere Porositäten und Defekte zu beseitigen. | Turbinenschaufeln, -scheiben, Gehäuse, Brennkammern | Beseitigt innere Hohlräume und Porositäten und erhöht mechanische Festigkeit sowie Ermüdungsbeständigkeit. | |
Wärmebehandlung | 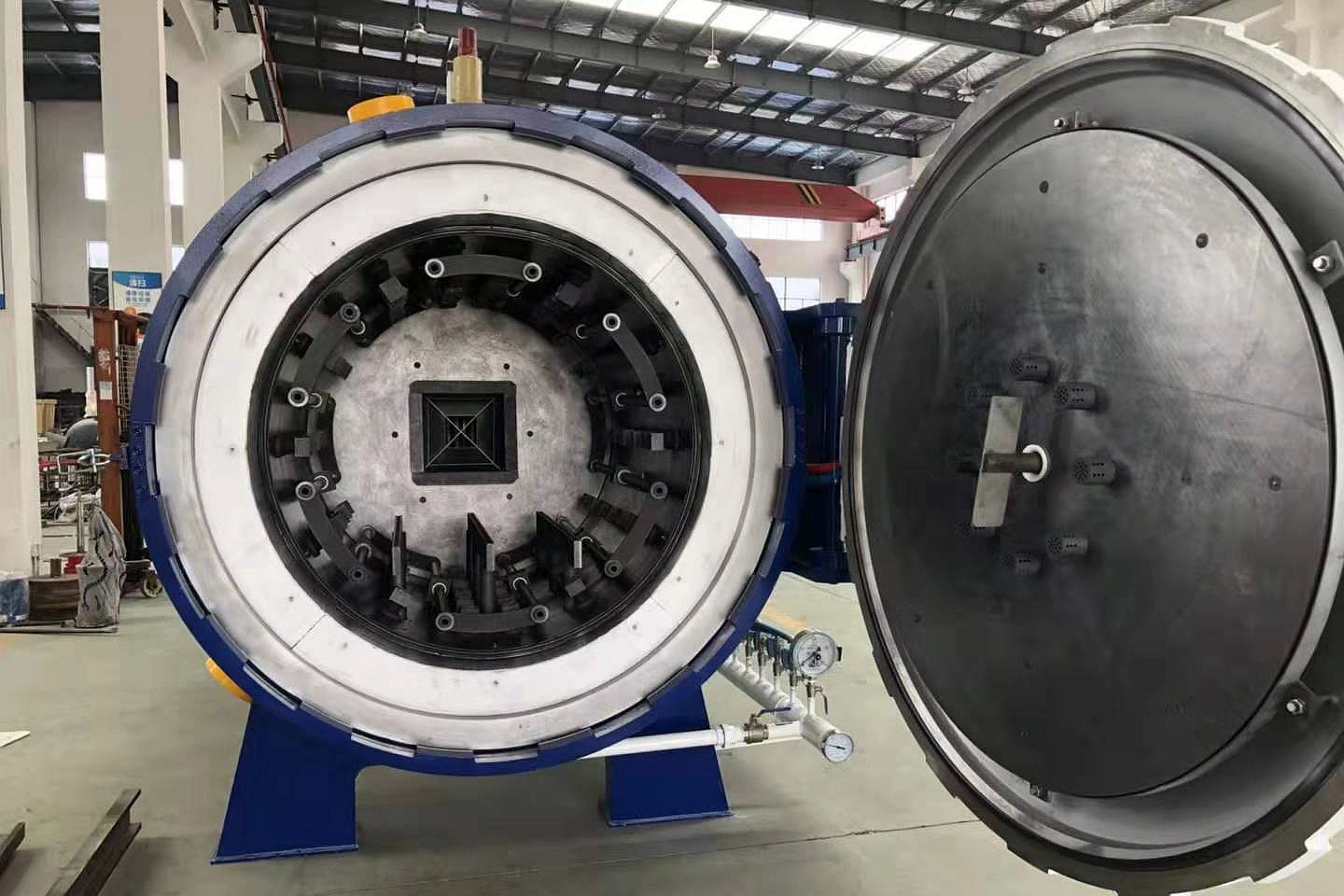 | Erwärmung des Bauteils auf spezifische Temperaturen mit anschließender kontrollierter Abkühlung (Abschrecken, Luftkühlung etc.), um mechanische Eigenschaften wie Härte, Zähigkeit und Zugfestigkeit zu verändern. | Turbinenschaufeln, -scheiben, Strukturbauteile | Verbessert mechanische Eigenschaften einschließlich Härte, Zähigkeit sowie Kriech- und Spannungsbeständigkeit. | |
Superlegierungs-Schweißen |  | Einsatz von Elektronenstrahl-, Laser- oder WIG-Schweißen (TIG), um Superlegierungsteile zu fügen oder beschädigte Bereiche zu reparieren – mit präziser Kontrolle über Temperatur und Aufschmelzung. | Nachbrenner, Düsen, Brennkammern, Gehäuse | Fügt hochfeste Komponenten und erhält die Integrität in Hochtemperaturumgebungen. | |
Thermische Barrierebeschichtung (TBC) |  | Aufbringen einer dünnen keramischen Beschichtung (typisch Zirkonia) auf Superlegierungskomponenten mittels Plasmaspritzen oder EB-PVD, um thermische Isolation bereitzustellen. | Turbinenschaufeln, Nachbrenner, Düsenringe, Gehäuse | Erhöht die Temperaturbeständigkeit und schützt vor extremer Hitze und Oxidation. | |
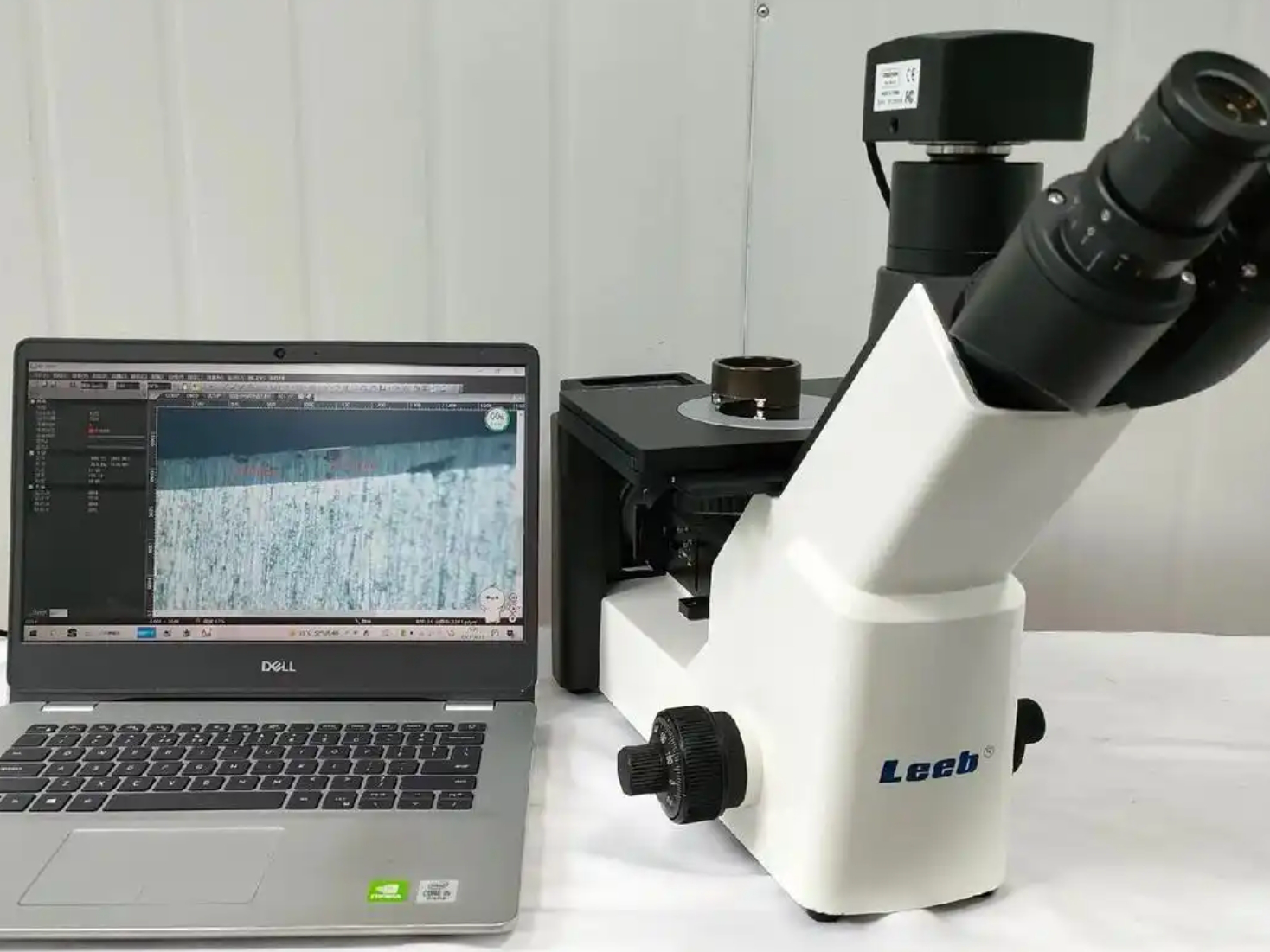
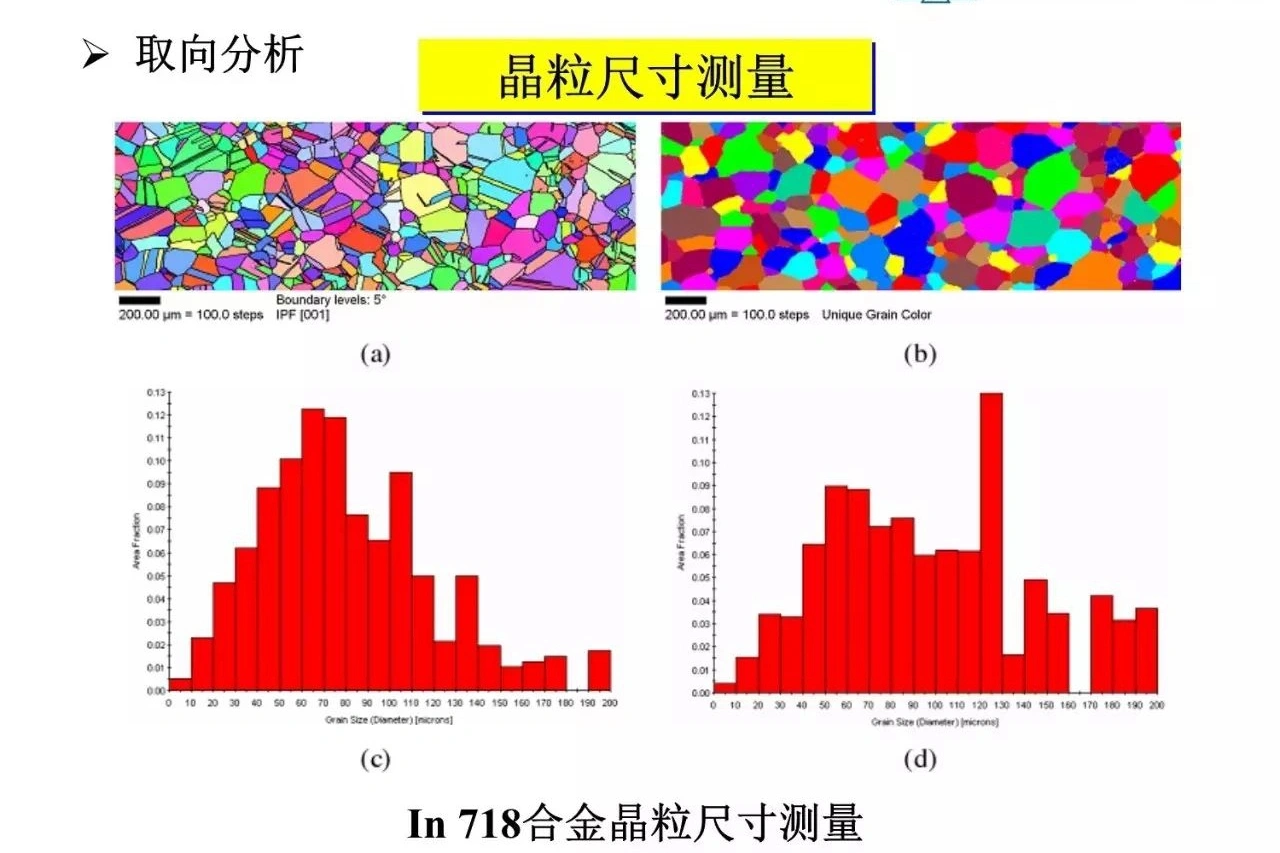
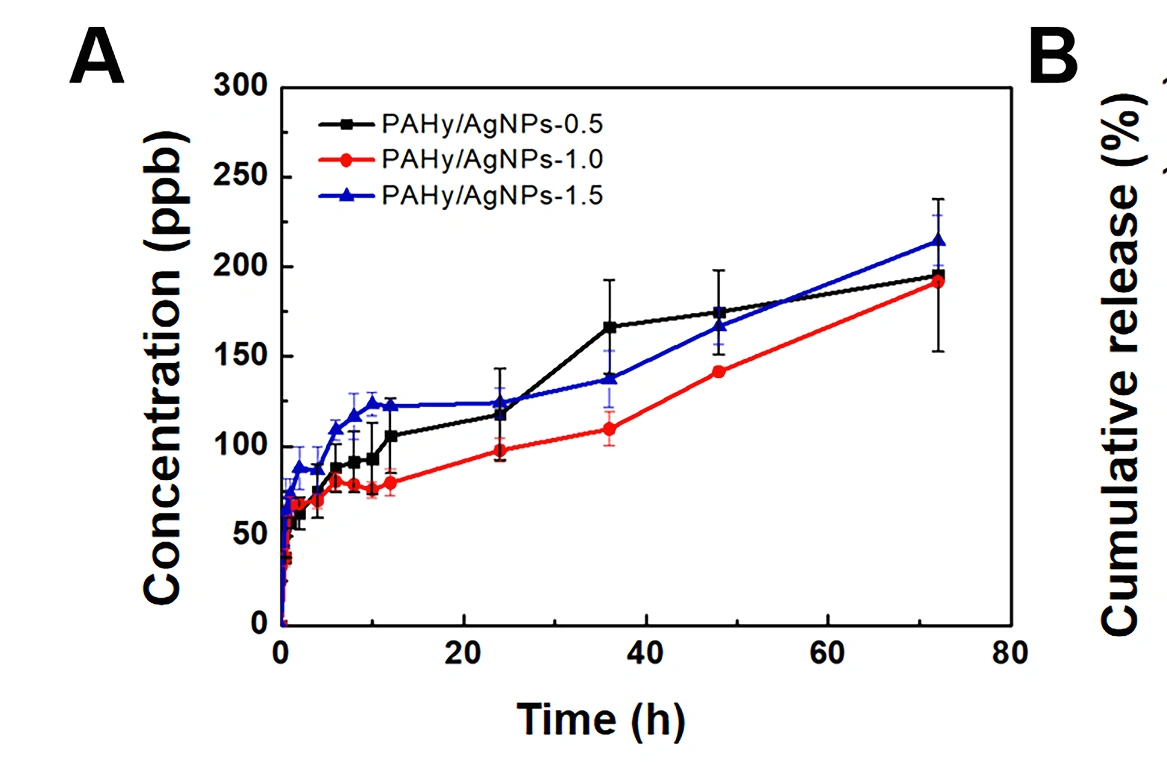
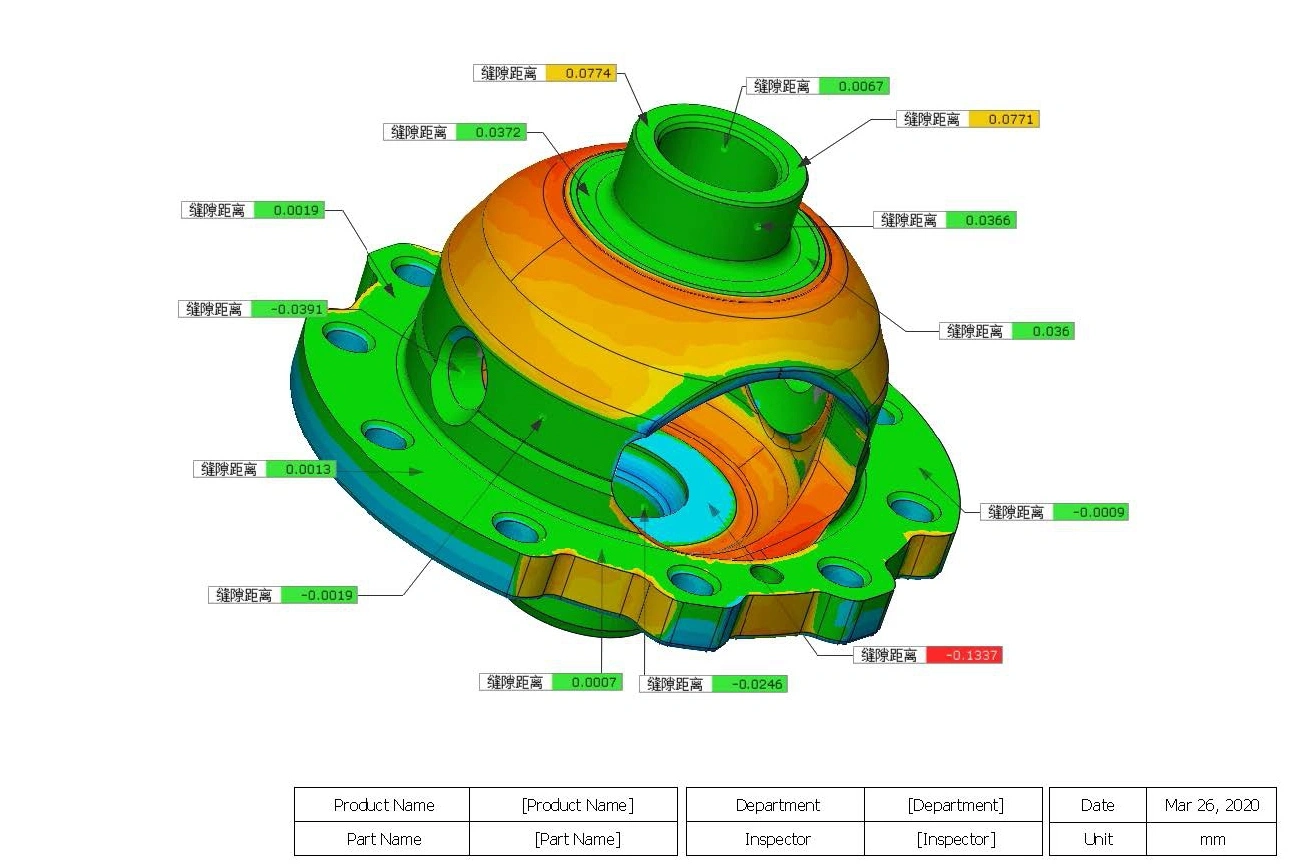
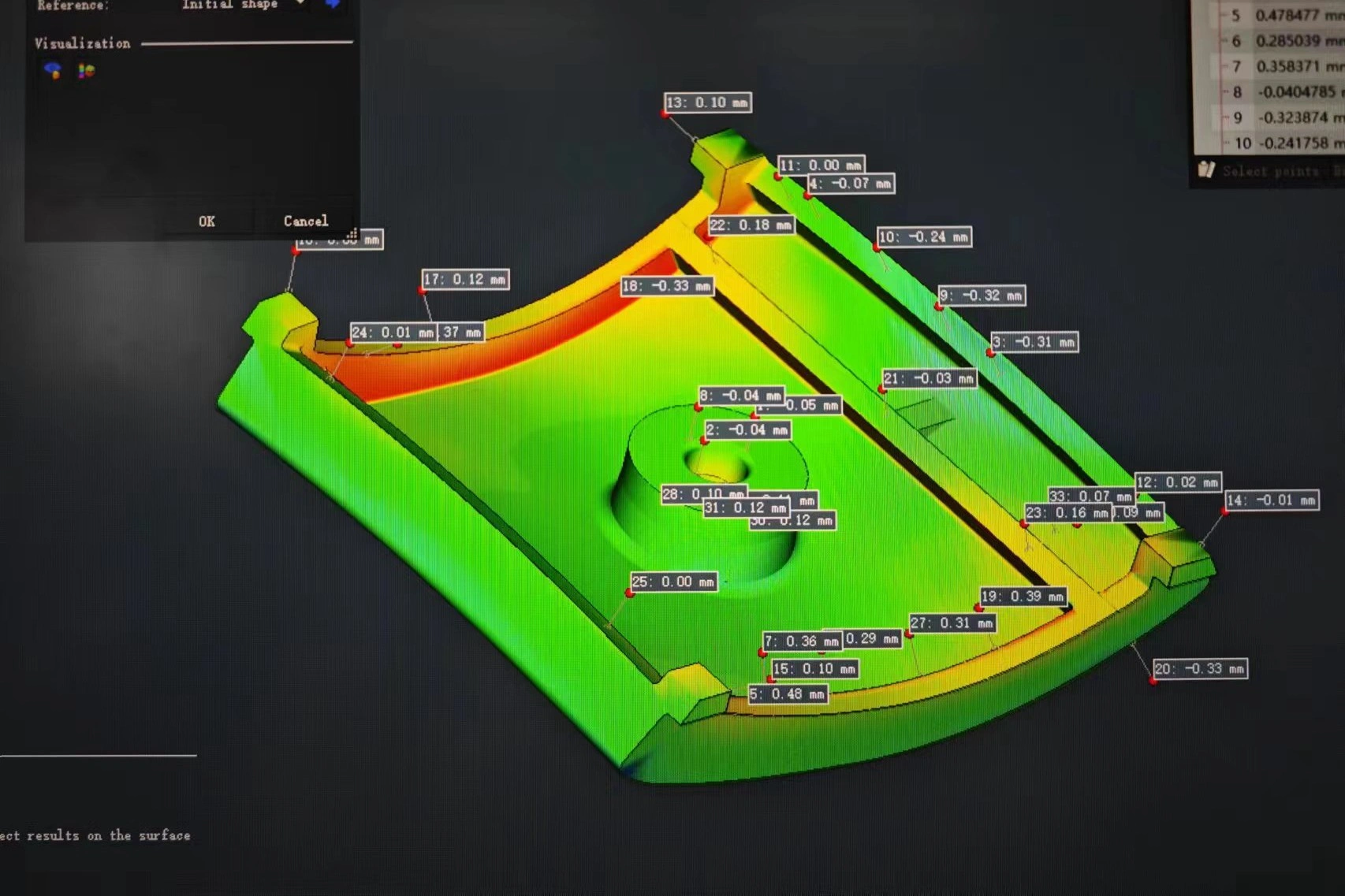
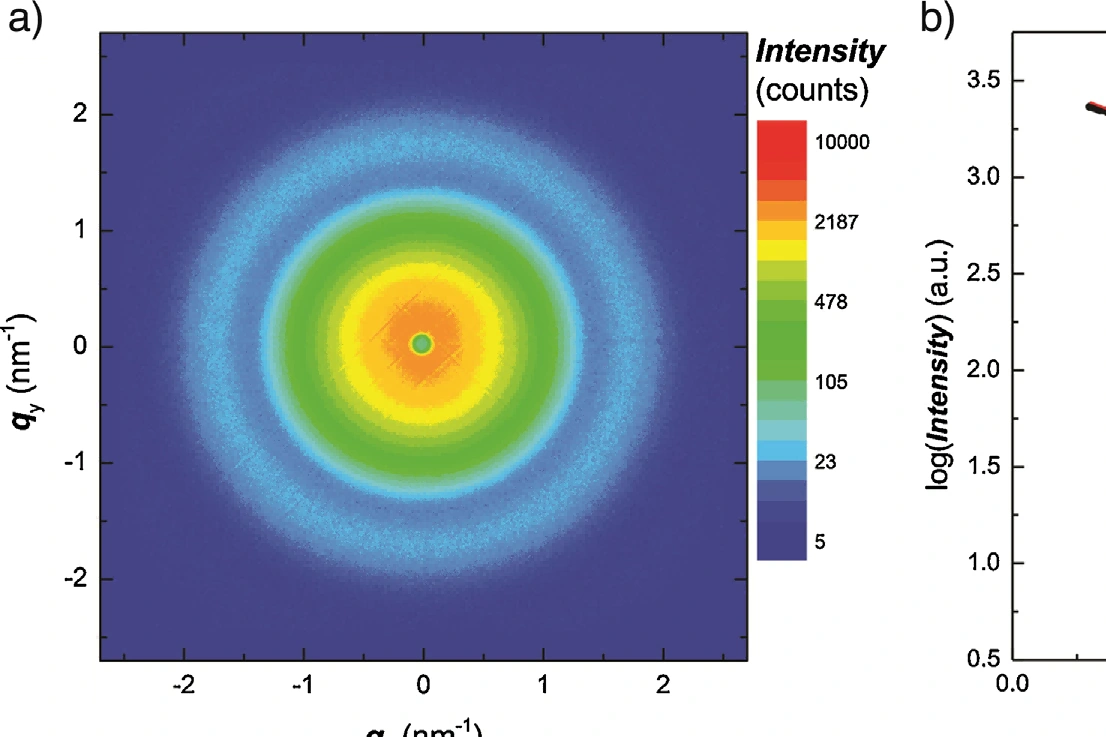
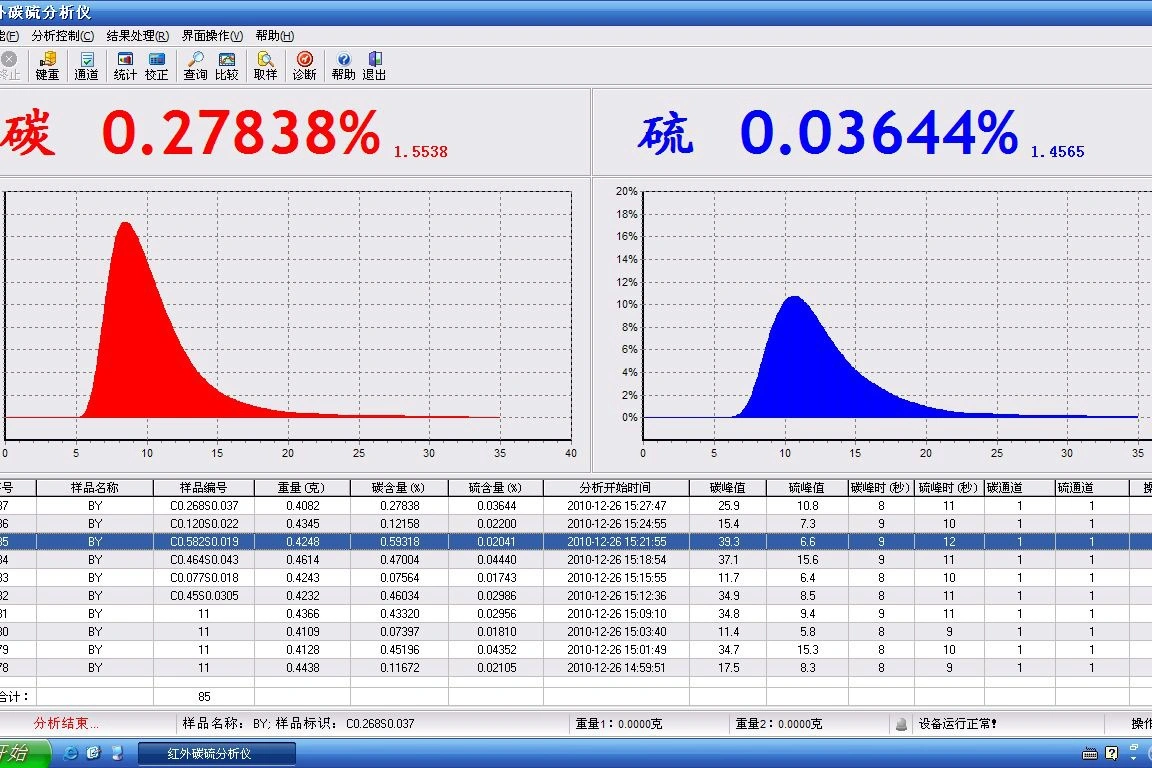
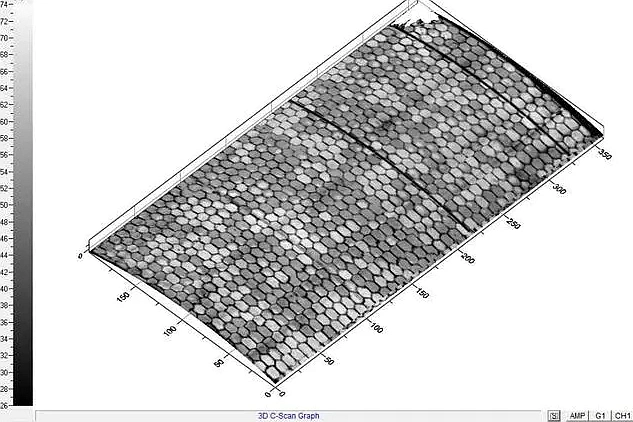
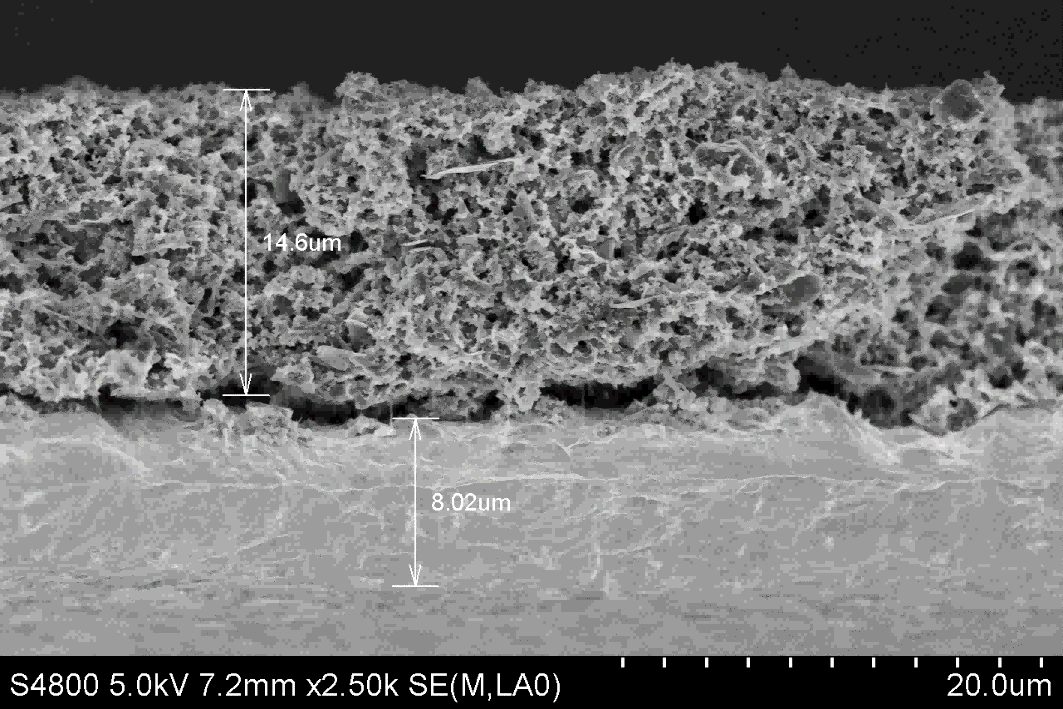
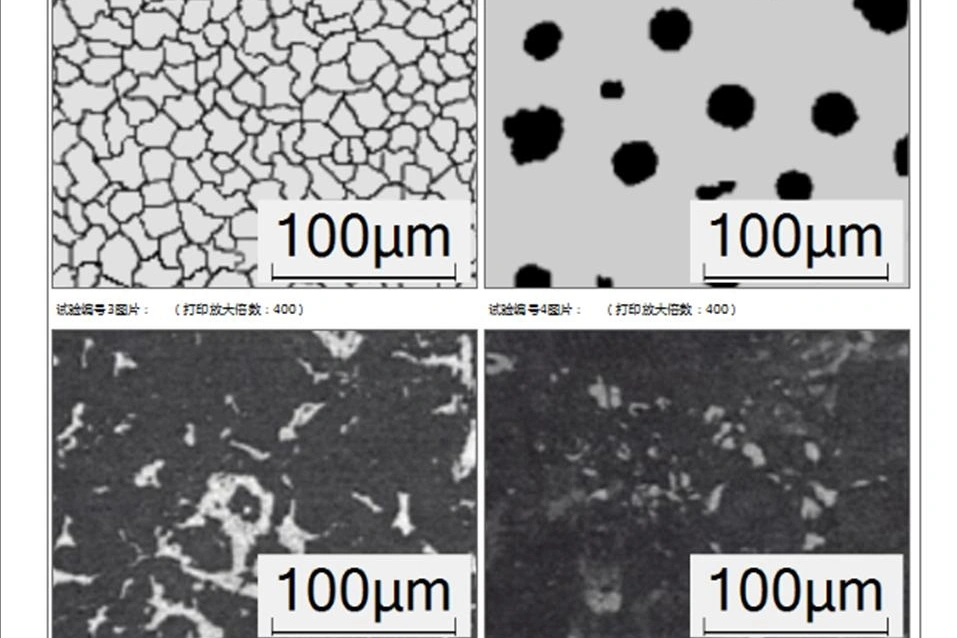
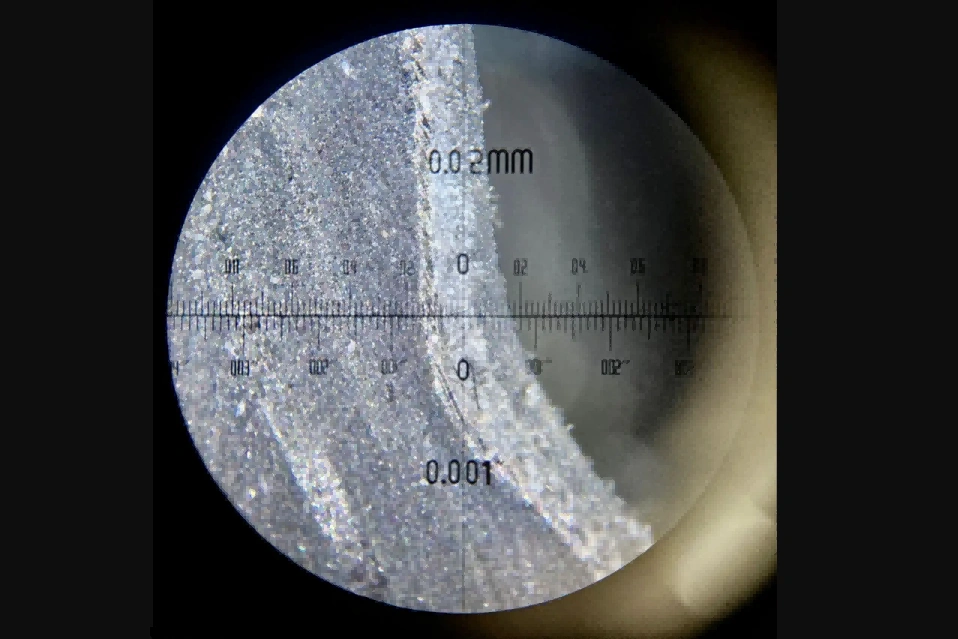
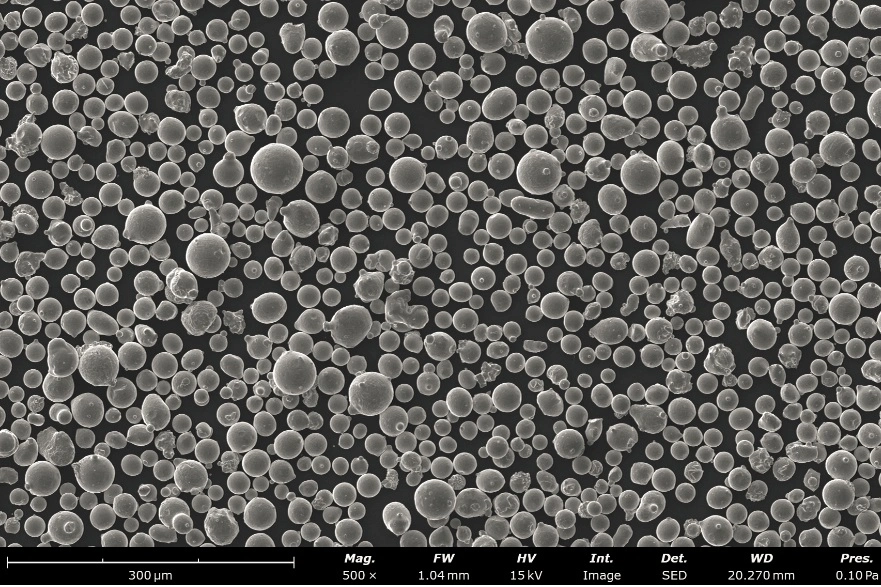
Werkstoffprüfung und Analyse |  | Zerstörungsfreie (Röntgen, Ultraschall, Wirbelstrom) und zerstörende Prüfungen (Zug-, Ermüdungsprüfungen) zur Bewertung von Werkstoffeigenschaften, Mikrostruktur und zur Detektion interner Defekte. | Alle Hochtemperatur-Legierungskomponenten | Gewährleistet Materialintegrität, verifiziert mechanische Eigenschaften und bestätigt die Einhaltung von Verteidigungsstandards. | |
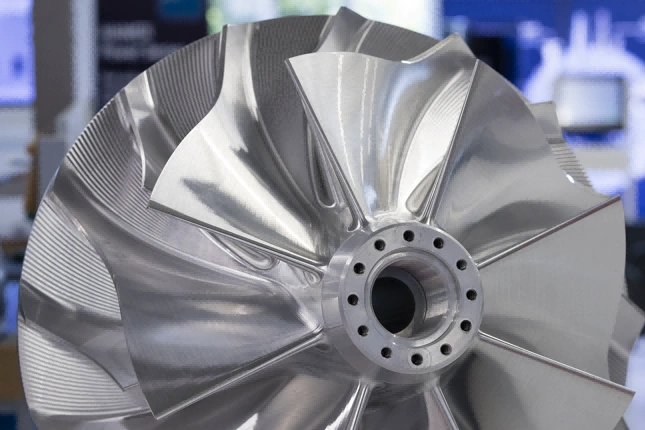
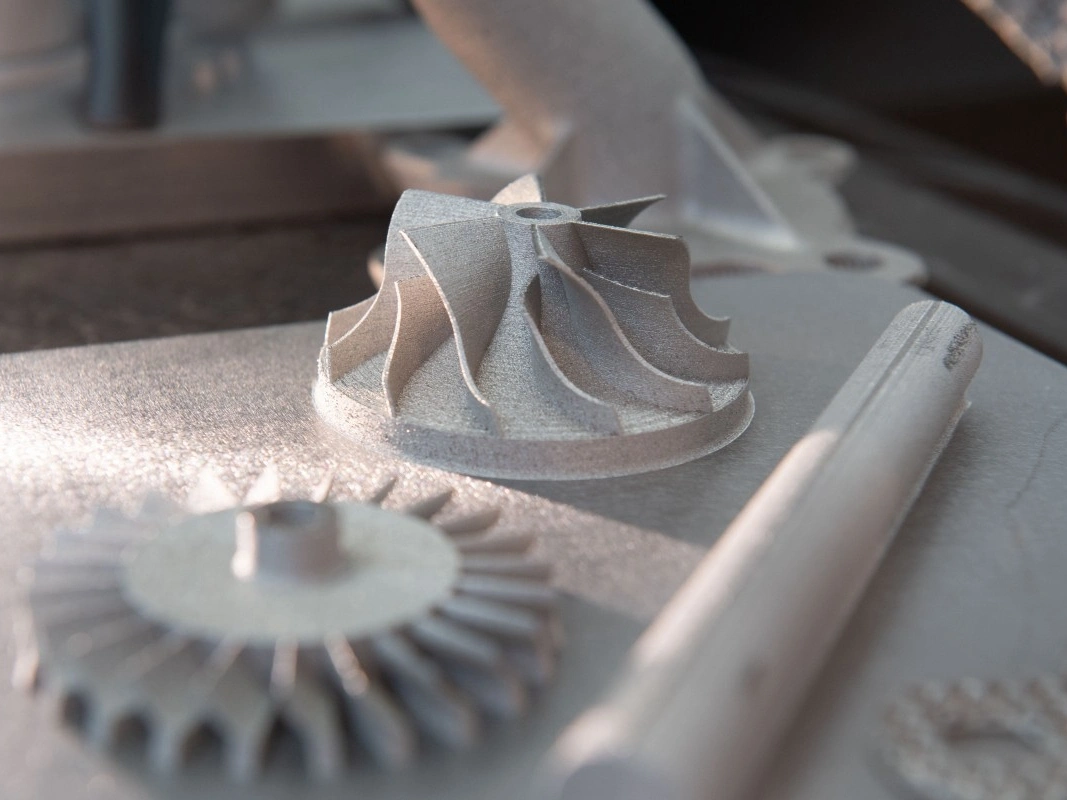
Superlegierungs-CNC-Bearbeitung | 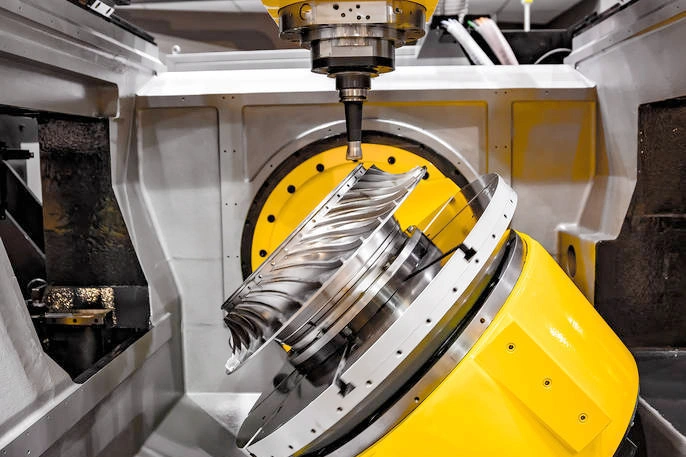 | Nutzung rechnergesteuerter Maschinen (Drehmaschinen, Fräsen etc.), um hochpräzise Maße und komplexe Geometrien für Superlegierungsteile mit Toleranzen im Mikrometerbereich zu erreichen. | Turbinenschaufeln, Laufräder, Ventilteile, Motorgehäuse | Bietet Präzisionsbearbeitung für komplexe Formen, enge Toleranzen und hochwertige Oberflächen. | |
Tieflochbohren in Superlegierungen | 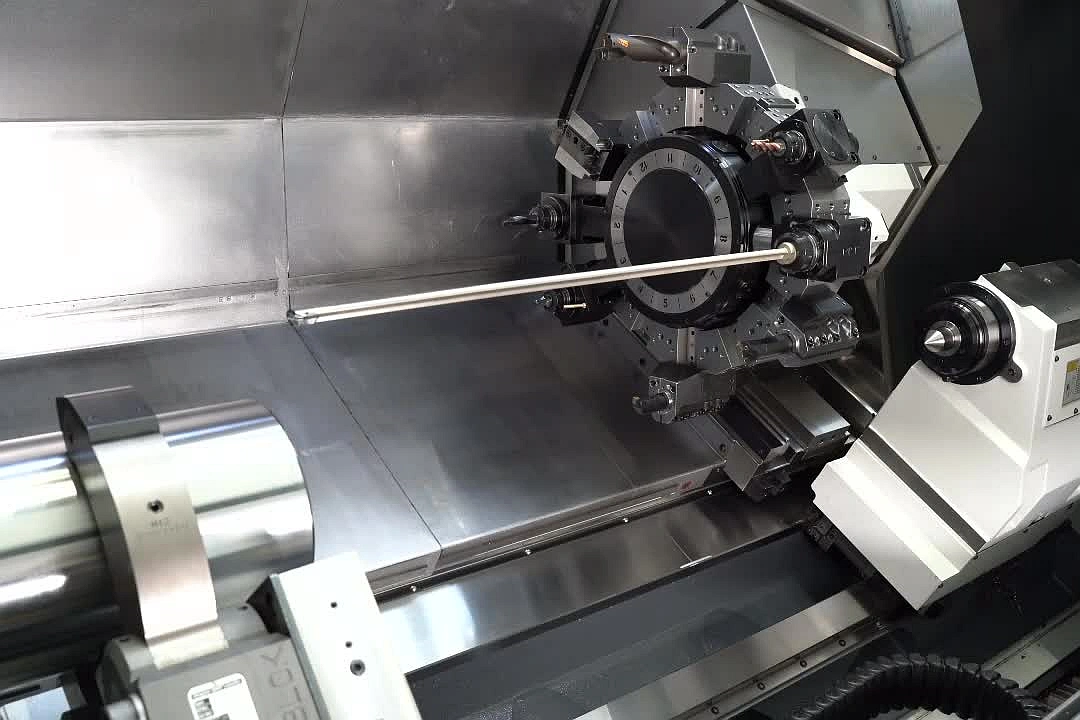 | Spezielle Bohrer mit Kühlschmierstoffeinbringung erzeugen tiefe, enge Bohrungen in hochfesten Werkstoffen, häufig mit Tiefen-zu-Durchmesser-Verhältnissen über 100:1. | Motorgehäuse, Wellen, Strukturbauteile | Ermöglicht präzises Bohren von Kühlkanälen und tiefen Strukturen in kritischen Bauteilen. | |
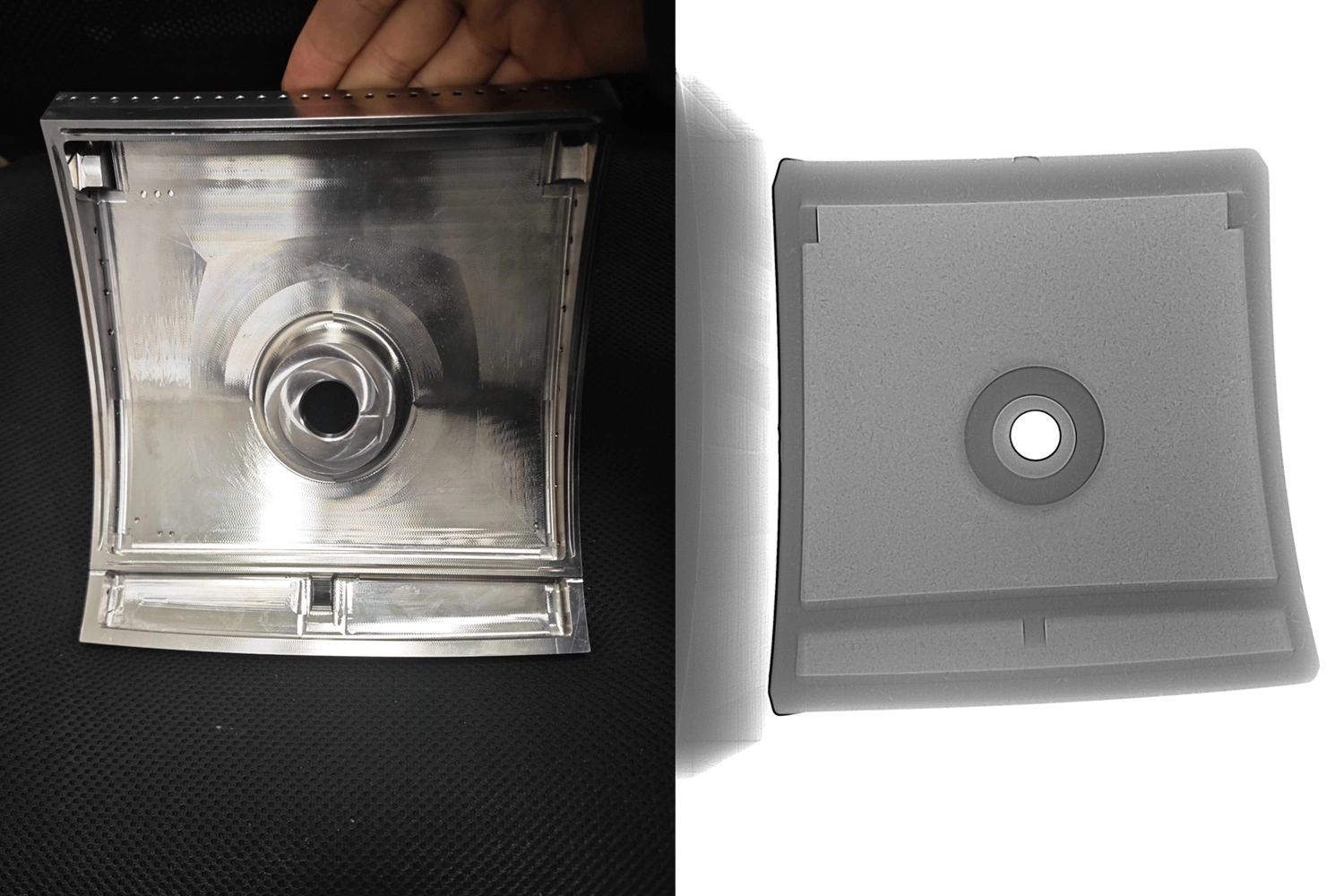
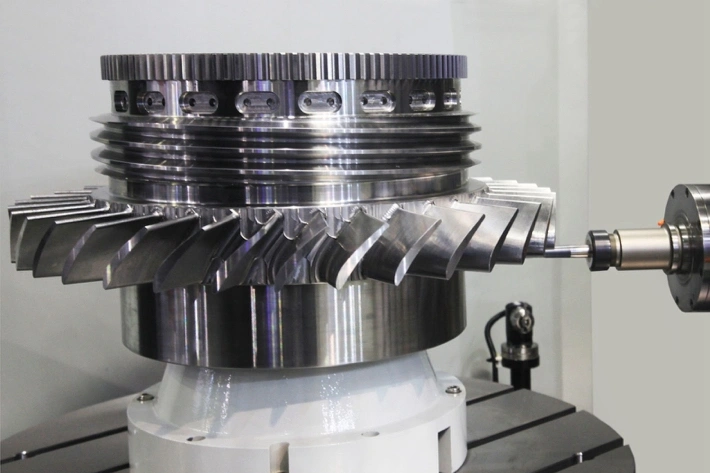
Funkenerosionsbearbeitung (EDM) |  | Eine kontrollierte Serie elektrischer Entladungen (Funken) trägt Material vom Werkstück ab und ermöglicht präzise Bearbeitung ohne direkten Werkzeugkontakt – besonders bei harten Werkstoffen. | Düsen, Turbinenschaufeln, -scheiben, Laufräder | Erlaubt hochpräzises Schneiden komplexer Formen schwer zerspanbarer Legierungen mit minimaler Verzerrung. |
Hochtemperatur-Legierungskomponenten in der Militär- und Verteidigungsindustrie












Frequently Asked Questions
Verwandte Ressourcen erkunden