Deutsch
Werk und Lieferant für kundenspezifische Superlegierungsteile
Dienstleistungen für die Fertigung von Turbinenbauteilen zur Energieerzeugung
Neway bietet kundenspezifische Fertigungsdienstleistungen für Ersatzteile und Reparaturkomponenten von Turbinen zur Energieerzeugung. Wir unterstützen Vakuum-Feinguss, gleichachsigen Guss, gerichteten Guss, CNC-Bearbeitung von Superlegierungen, EDM, Wärmebehandlung, Beschichtungsvorbereitung und Endprüfung, um fertige Turbinenschaufeln, Leitschaufeln, Düsen, Brennkammerkomponenten, Laufräder, Abdeckungen und Turbinenscheiben für Wartungsprojekte an Gas- und Dampfturbinen zu liefern.
Gasturbinen-Reparaturteile für die Energieerzeugung, die wir fertigen
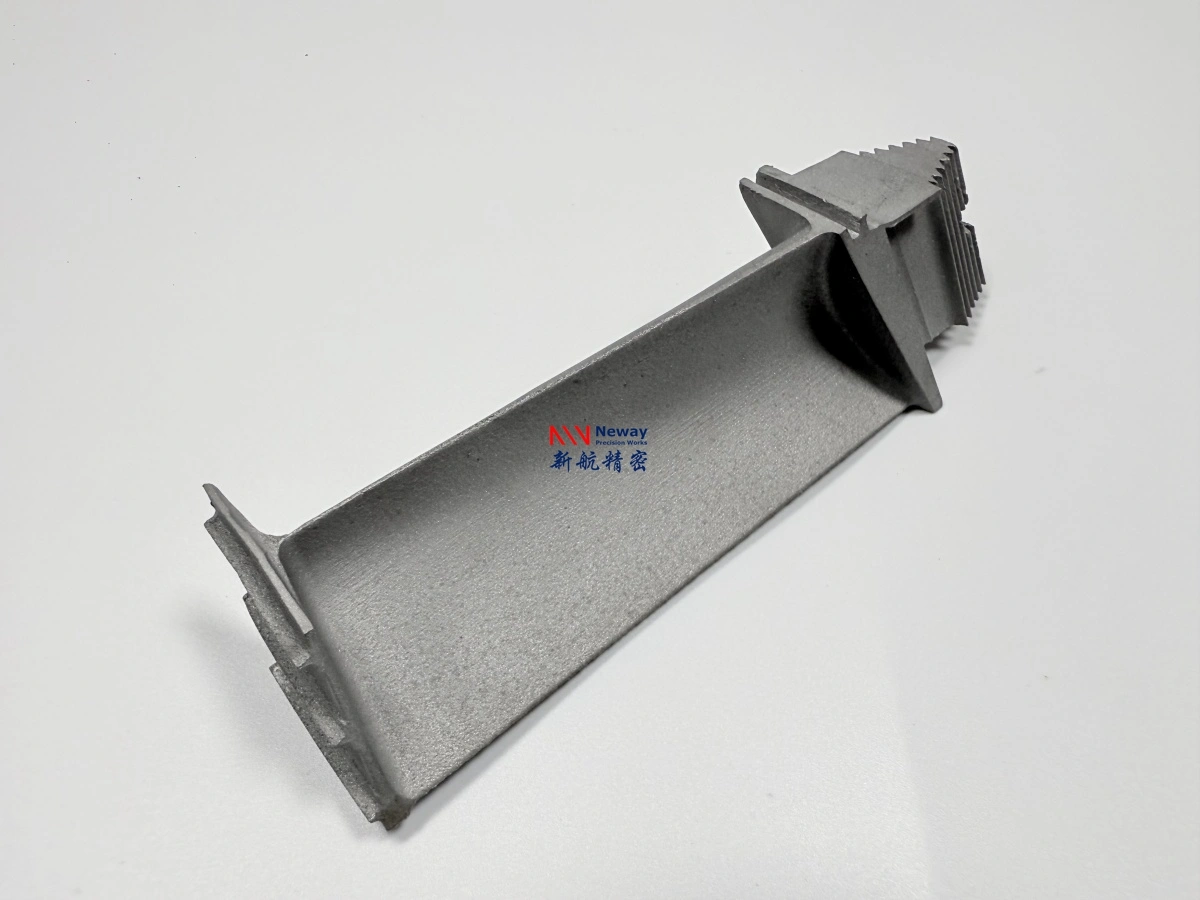
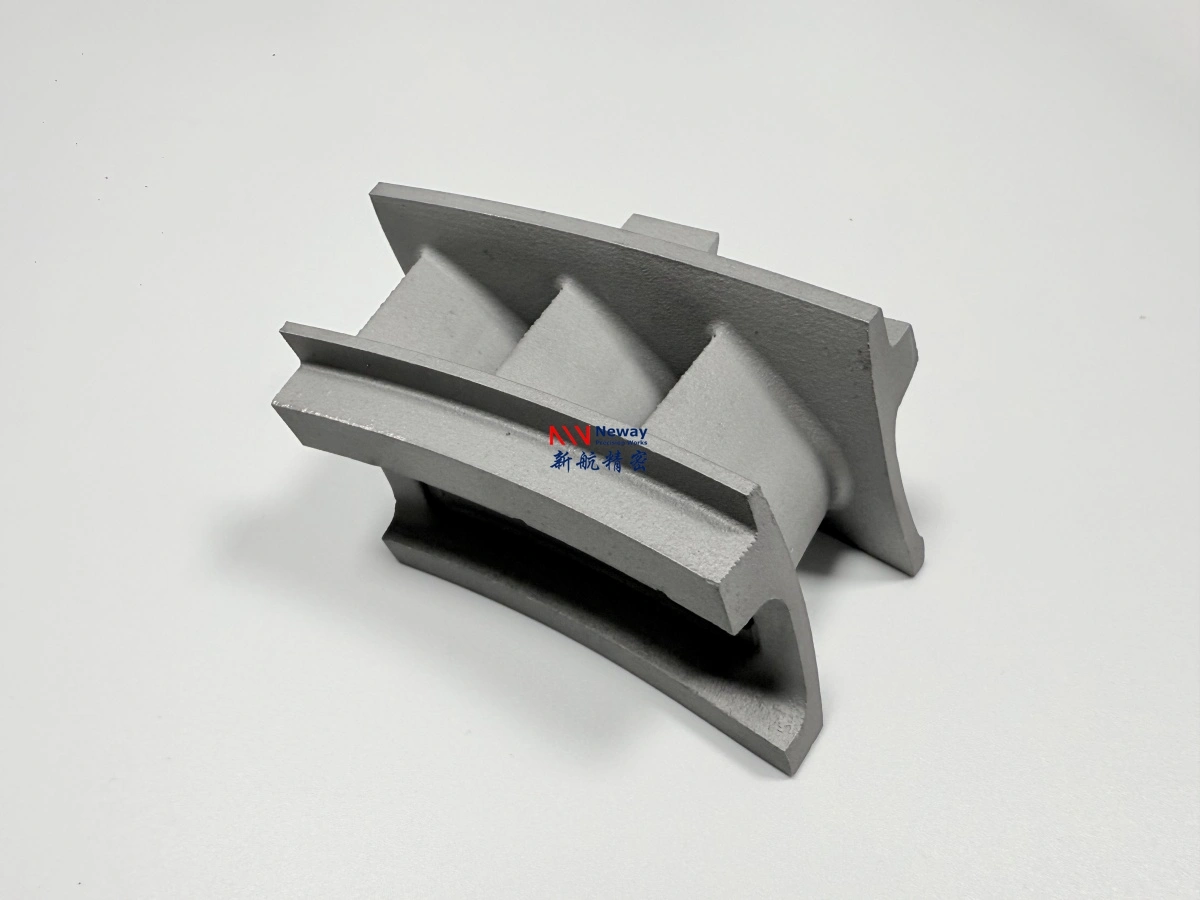
NewayAeroTech fertigt kundenspezifische Reparatur- und Ersatzteile für Gasturbinen in der Energieerzeugung, darunter Heißgasweg-Komponenten, Brennkammerteile, rotierende Teile, Dichtungsteile und rückentwickelte Turbinenersatzteile. Wir unterstützen Superlegierungsguss, CNC-Bearbeitung, EDM, Wärmebehandlung, Beschichtungsvorbereitung, Inspektion und die Lieferung fertiger Komponenten.

Vom Superlegierungsguss zu fertigen Turbinenersatzteilen
NewayAeroTech liefert fertige Reparaturteile für Turbinen zur Energieerzeugung durch Materialauswahl, Superlegierungsguss, Nachbearbeitung und Inspektion und unterstützt kundenspezifische Gasturbinen-Ersatzkomponenten auf Basis von Zeichnungen, Mustern oder 3D-Scandaten.
Warum NewayAeroTech für Reparaturteile von Turbinen zur Energieerzeugung wählen?
NewayAeroTech unterstützt Reparatur- und Austauschprojekte für Gasturbinen in der Energieerzeugung mit kundenspezifischer Non-OEM-Fertigung, direkter Produktion im Werk, fortschrittlichen Superlegierungstechnologien, einer ausgereiften Lieferkette und schneller technischer Reaktion für dringende Turbinenersatzteile.
Starten Sie noch heute ein neues Projekt
Modelle von Gasturbinen zur Energieerzeugung und Ersatzteile, die wir unterstützen
NewayAeroTech bietet kundenspezifische Fertigungsdienstleistungen für Reparatur- und Ersatzteile von Turbinen zur Energieerzeugung. Wir unterstützen Turbinenschaufeln aus Superlegierungen, Leitschaufeln, Düsen, Abdeckungen, Brennkammerkomponenten, Turbinenscheiben, Laufräder, Dichtungsteile und rückentwickelte Ersatzteile durch Guss, CNC-Bearbeitung, EDM, Tieflochbohren, Wärmebehandlung, HIP, Beschichtungsvorbereitung, Inspektion und die Lieferung fertiger Komponenten.
Verwandte Ressourcen erkunden




Neway Precision Works Ltd.
Nr. 3 Lefushan Industrie-Weststraße
Fenggang, Dongguan, China
PLZ 523000
Dienstleistungen
Lösungen
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.