カスタム超合金エネルギー部品の製造サービス

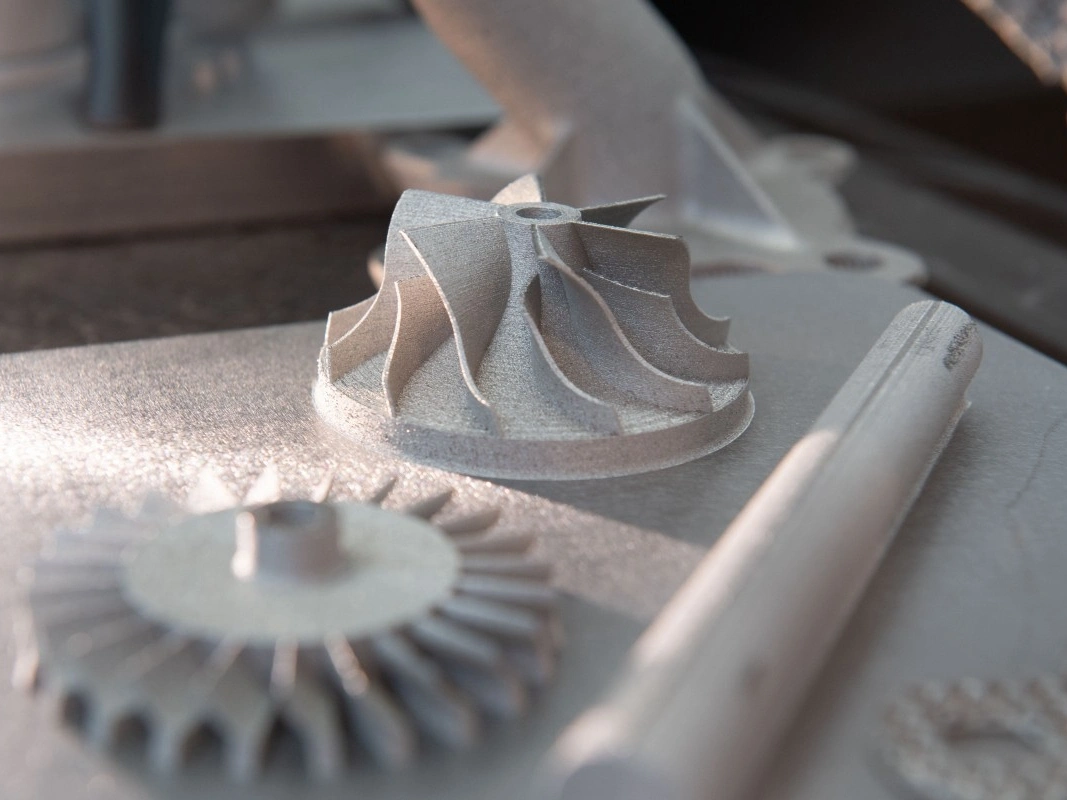
エネルギー分野向け超合金部品の製造ソリューション

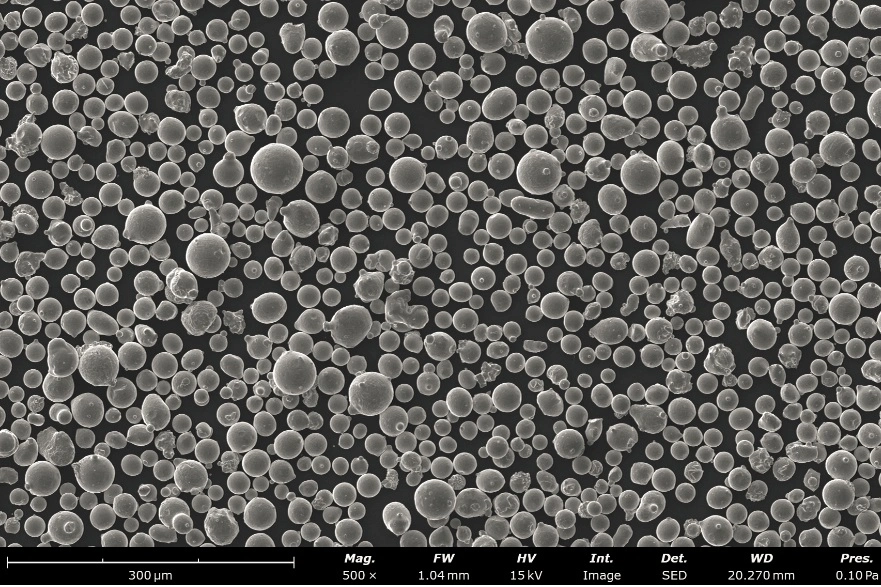
エネルギー産業における超合金の選定ソリューション
エネルギー部品のポストプロセスおよび表面処理ソリューション
方法 | 画像 | 仕組み | 用途 | 利点 | リンク |
|---|---|---|---|---|---|
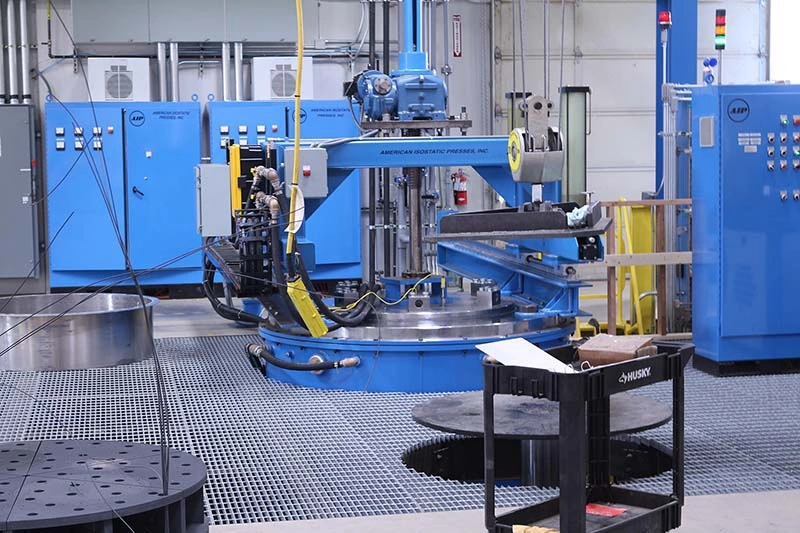
HIP(熱間静水圧プレス) | 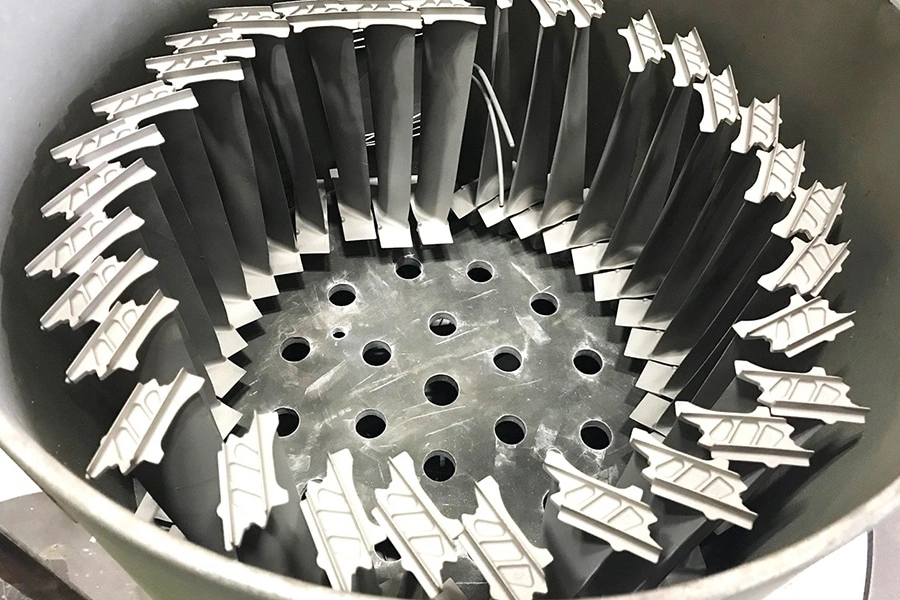 | 高圧ガス雰囲気中で高温(最大 1200°C)・等方圧(通常 100〜200 MPa)を付与し、内部の空隙や欠陥を除去します。 | タービンブレード、ディスク、燃焼室 | 内部欠陥を除去し、密度向上、疲労・クリープ耐性を強化。 | |
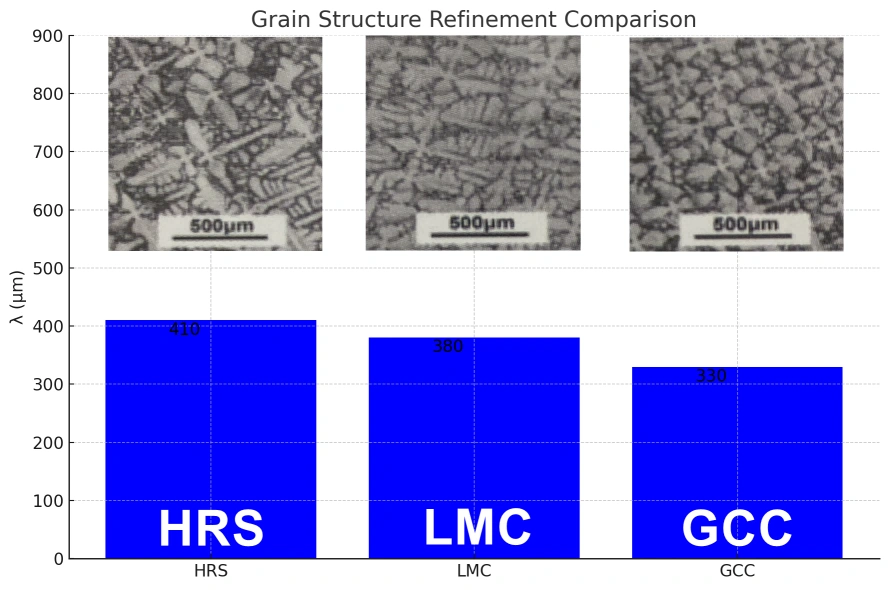
熱処理 | 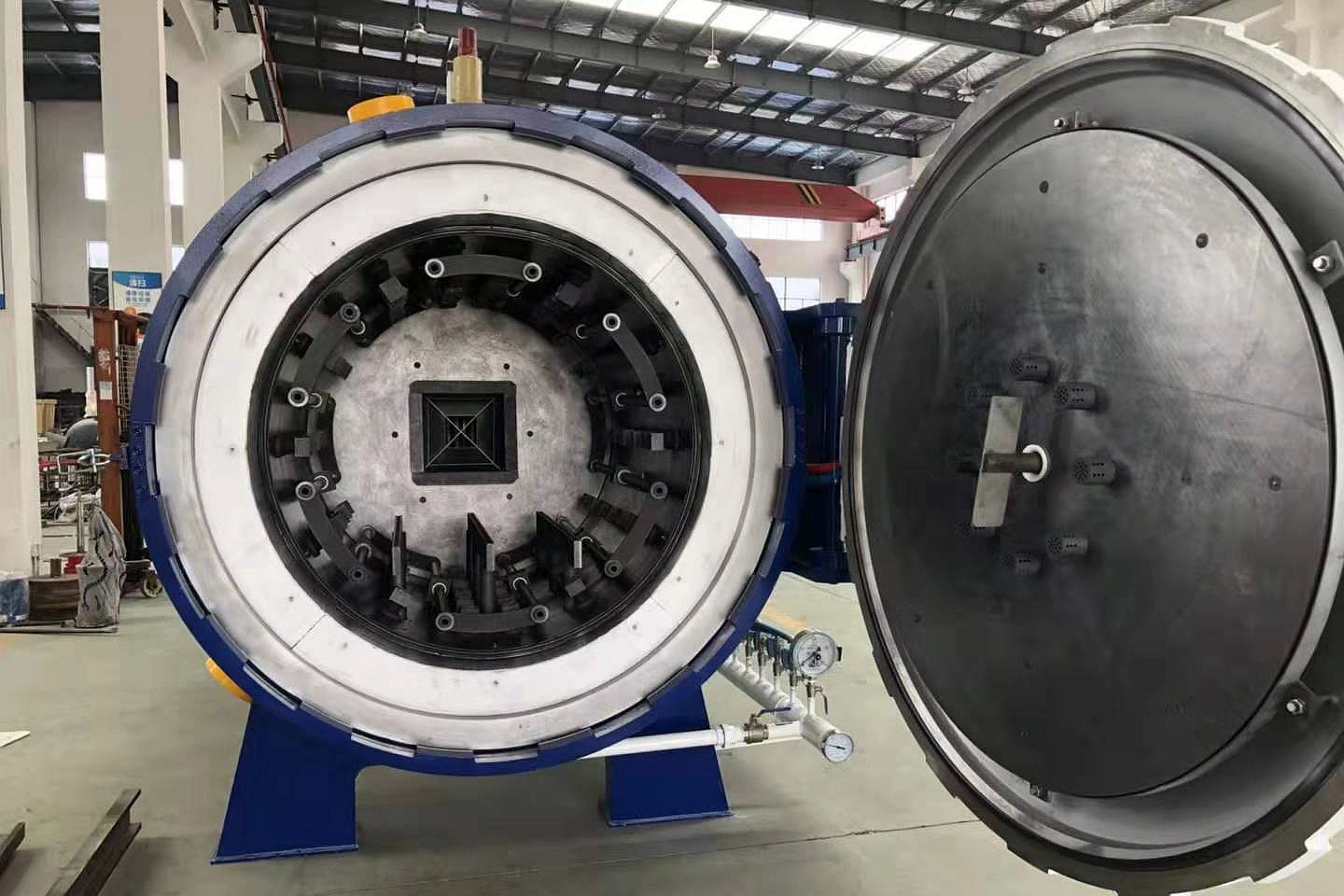 | 部品を所定温度まで加熱し、その後の制御冷却(焼入れ、空冷など)により、硬さ、靭性、引張強度などの機械特性を調整します。 | タービンブレード、燃焼室、インペラー | 機械特性を向上させ、強度と熱安定性を高めます。 | |
超合金溶接 |  | 電子ビーム、レーザー、TIG などの手法で超合金部品を接合・補修し、温度と溶融を精密に制御します。 | ノズルリング、燃焼室、アフターバーナー、ケーシング | 高温用の強固な継手を実現し、部品寿命を延長します。 | |
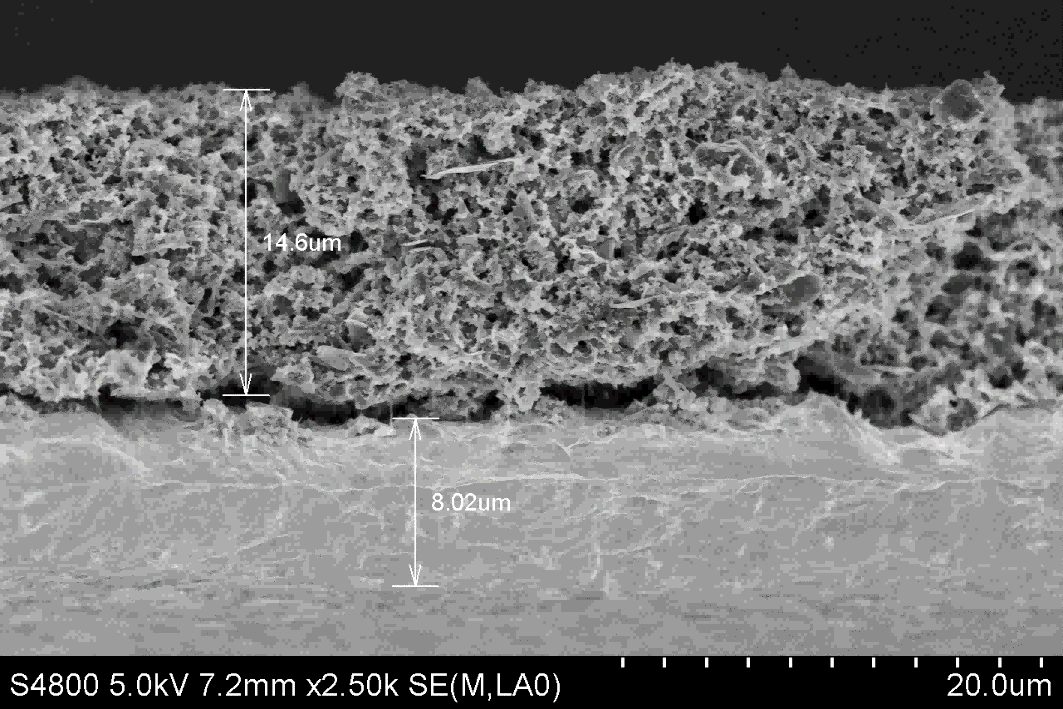
TBC(遮熱コーティング) |  | プラズマ溶射や EB-PVD により、ジルコニア系などの薄いセラミックコーティングを施して断熱性を付与します。 | タービンブレード、ノズルリング、アフターバーナー | 高熱負荷から保護し、熱効率と部品寿命を向上させます。 | |
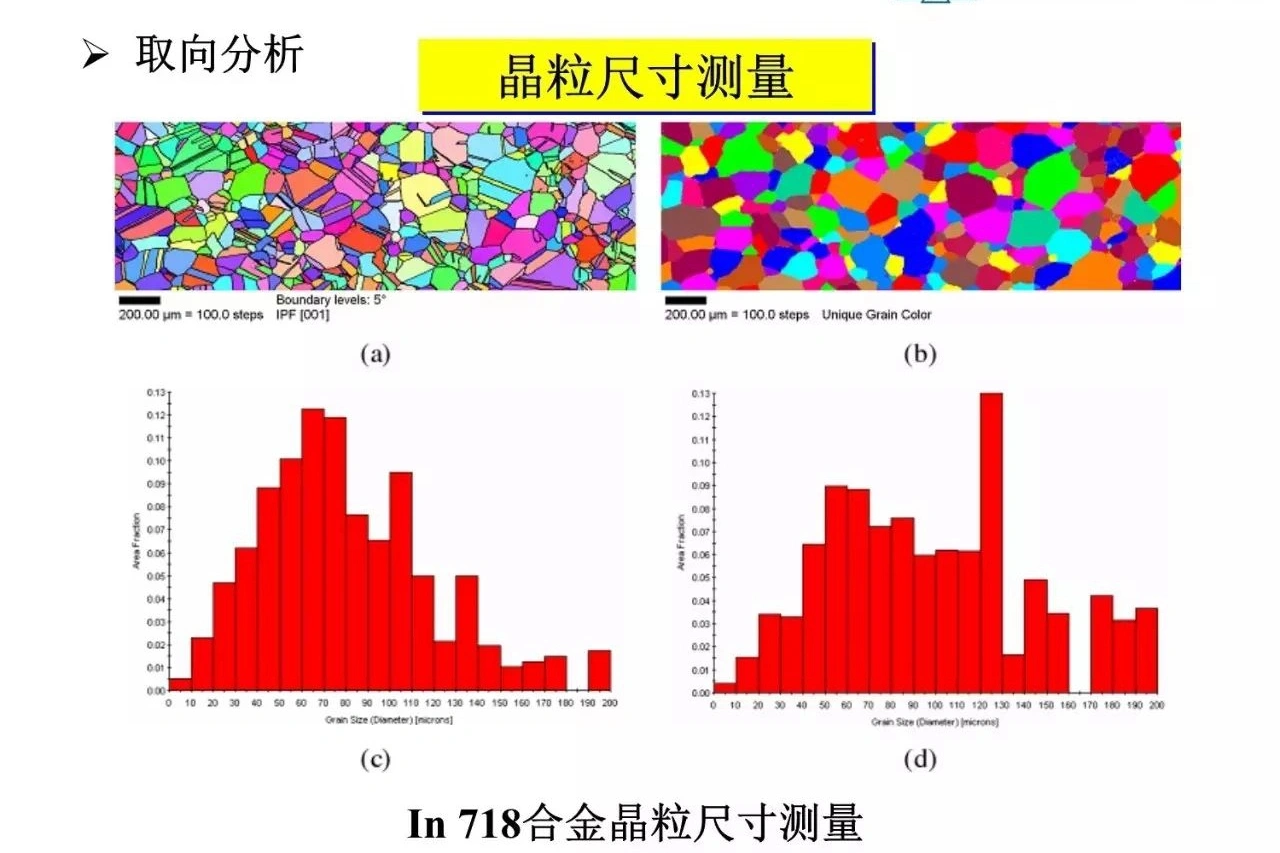
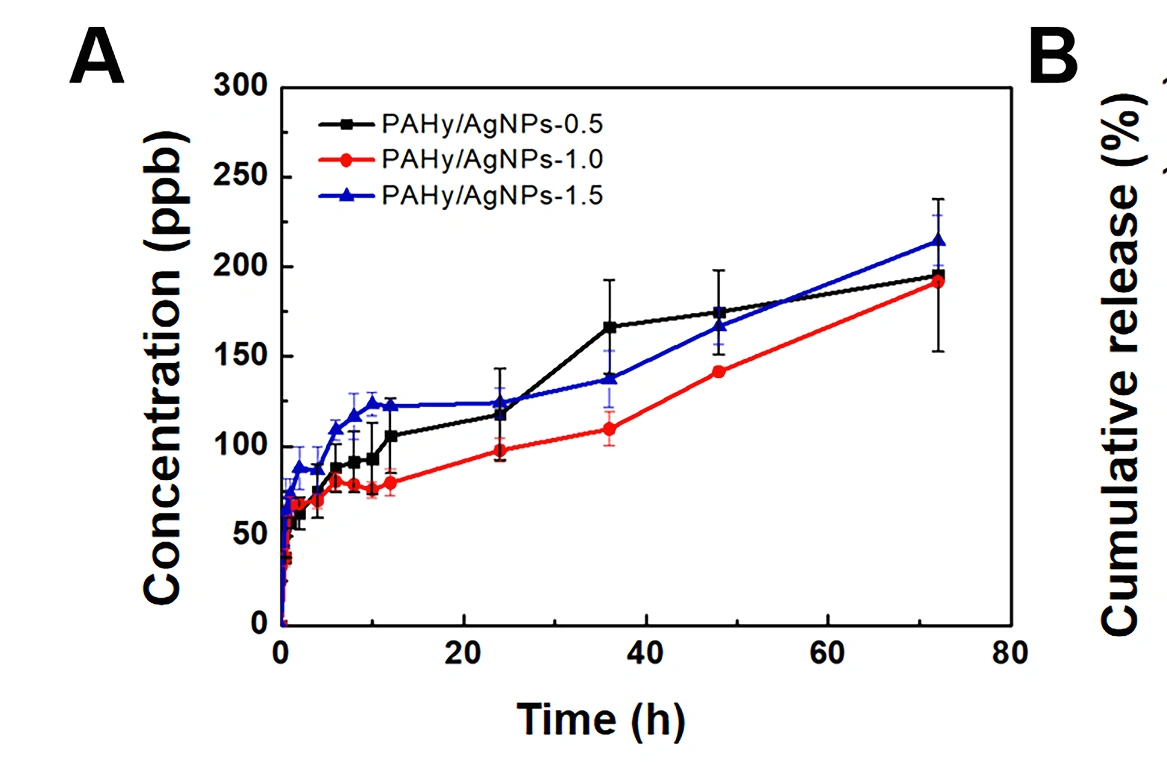
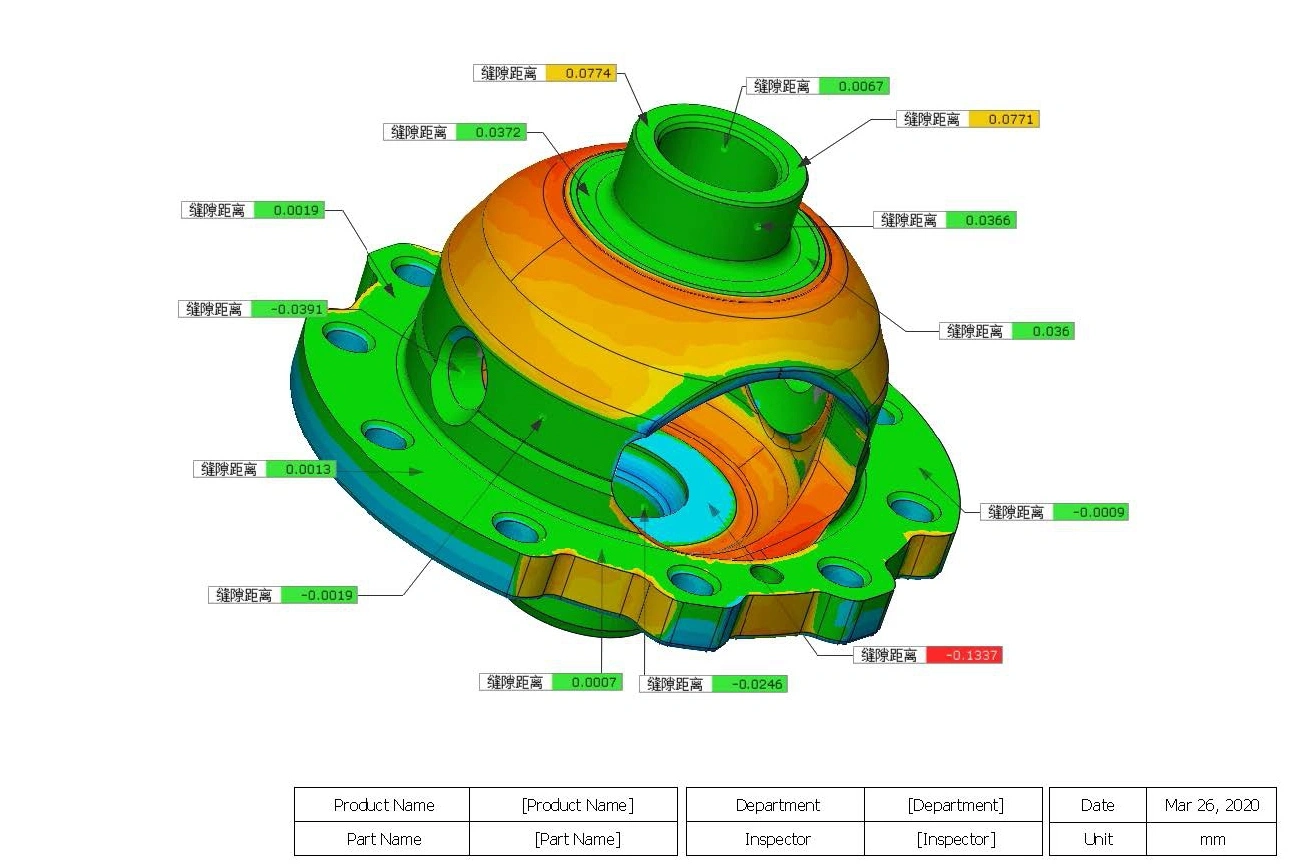
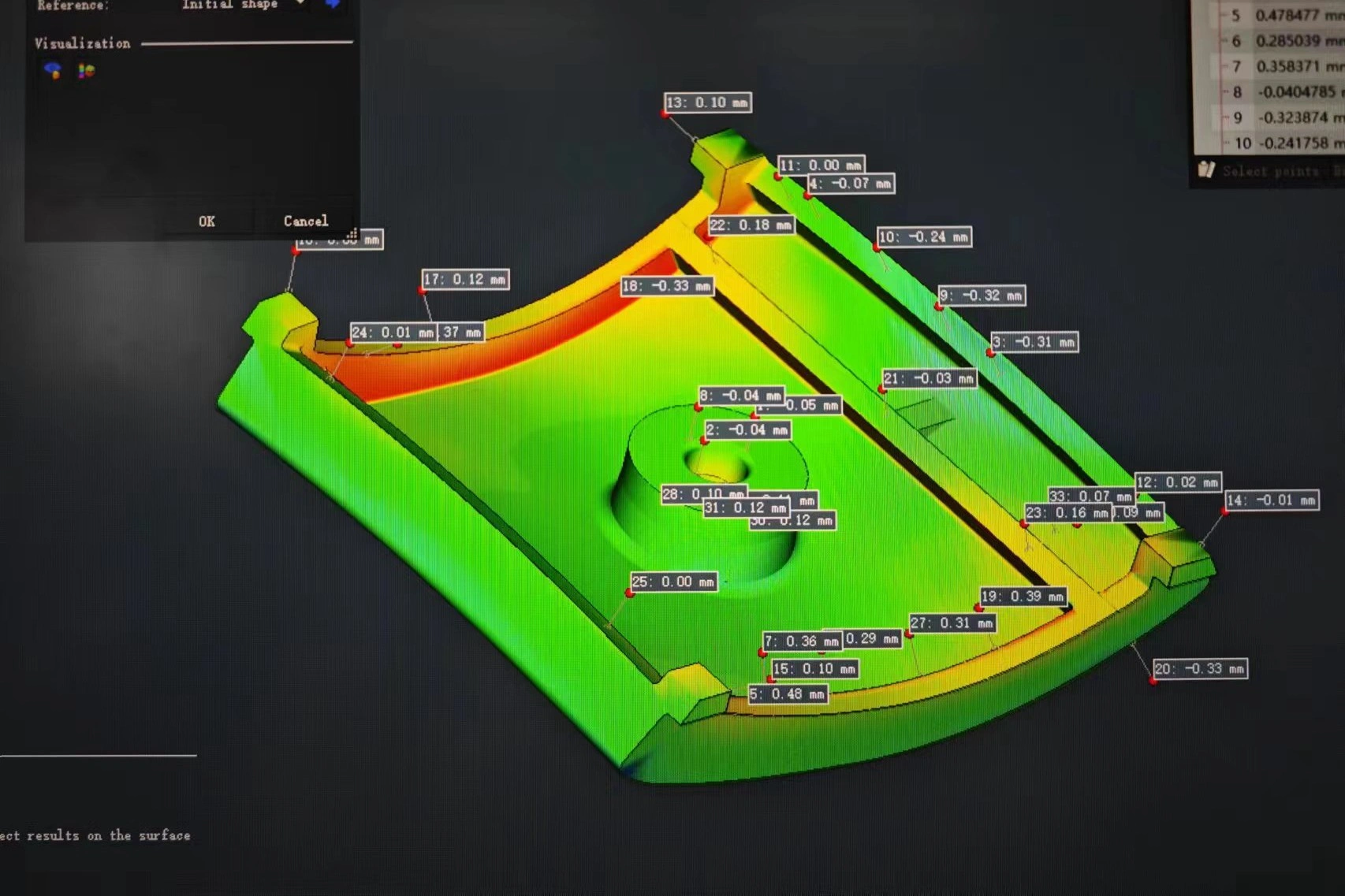
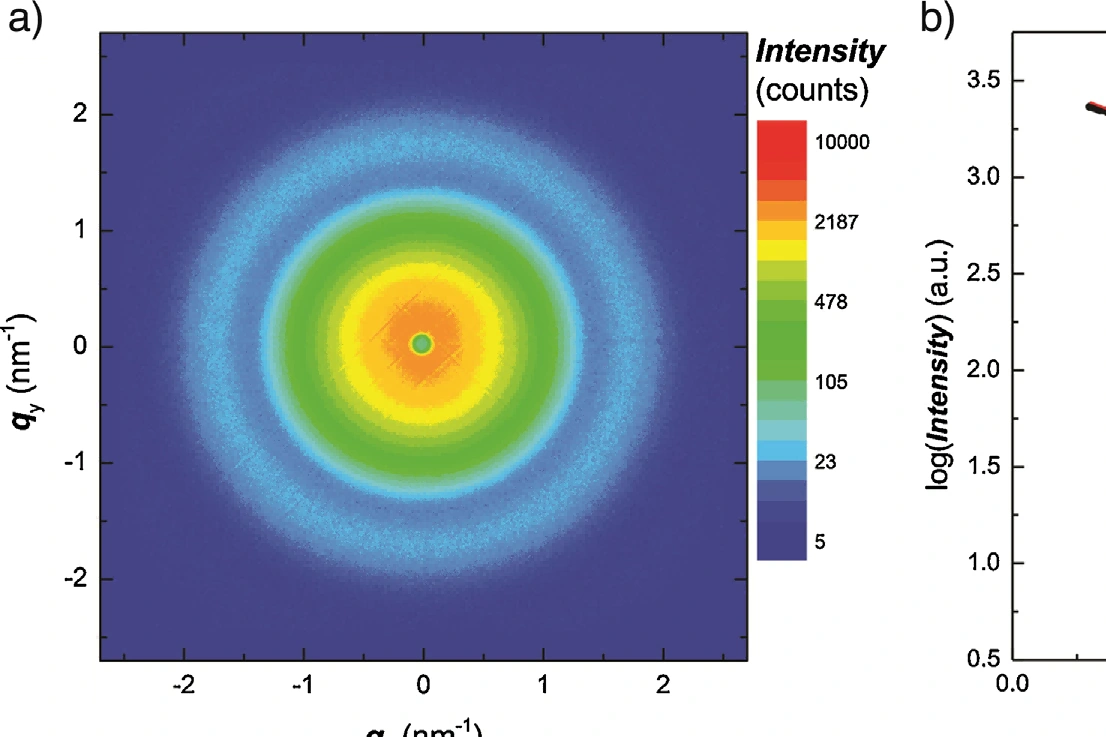
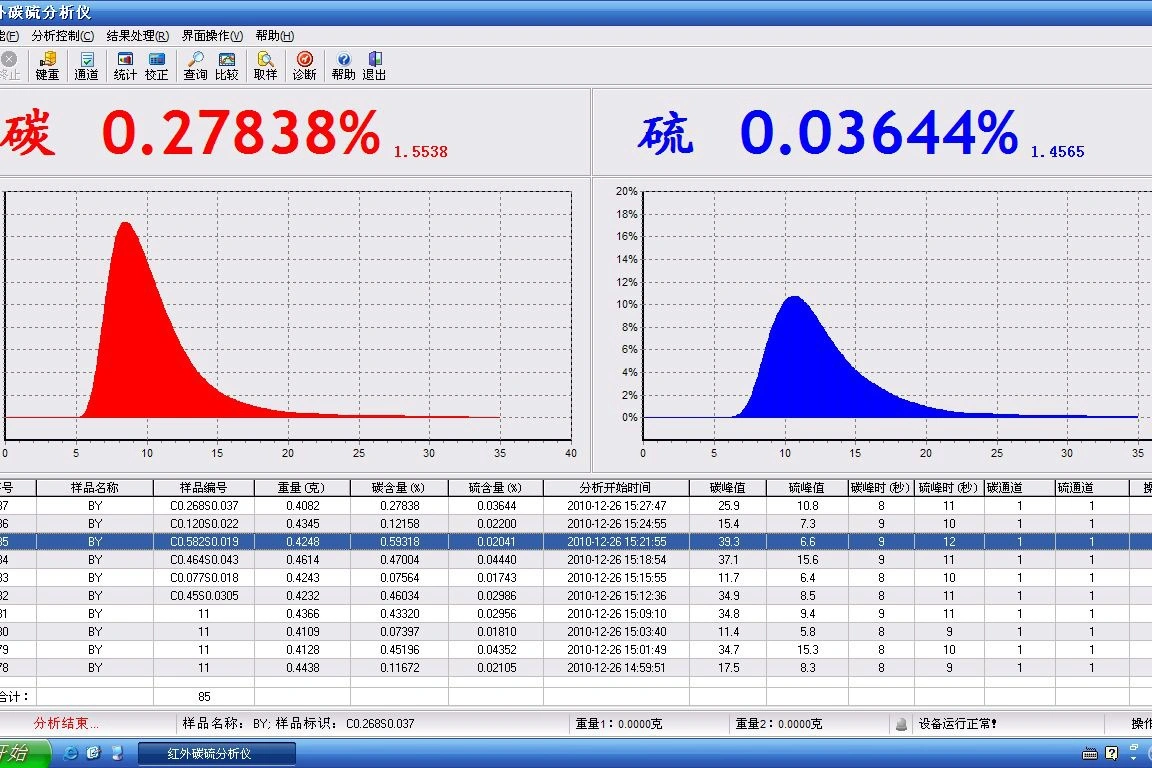
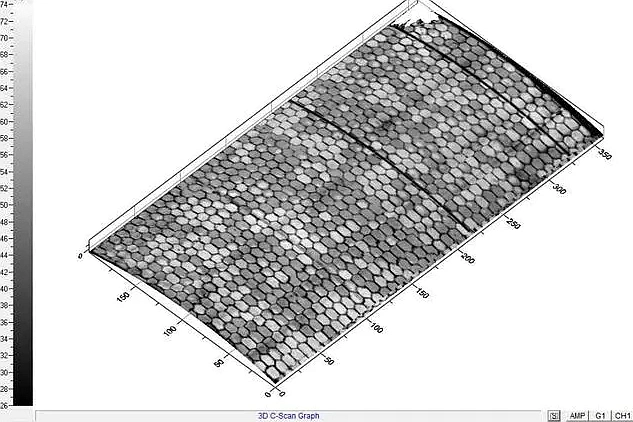
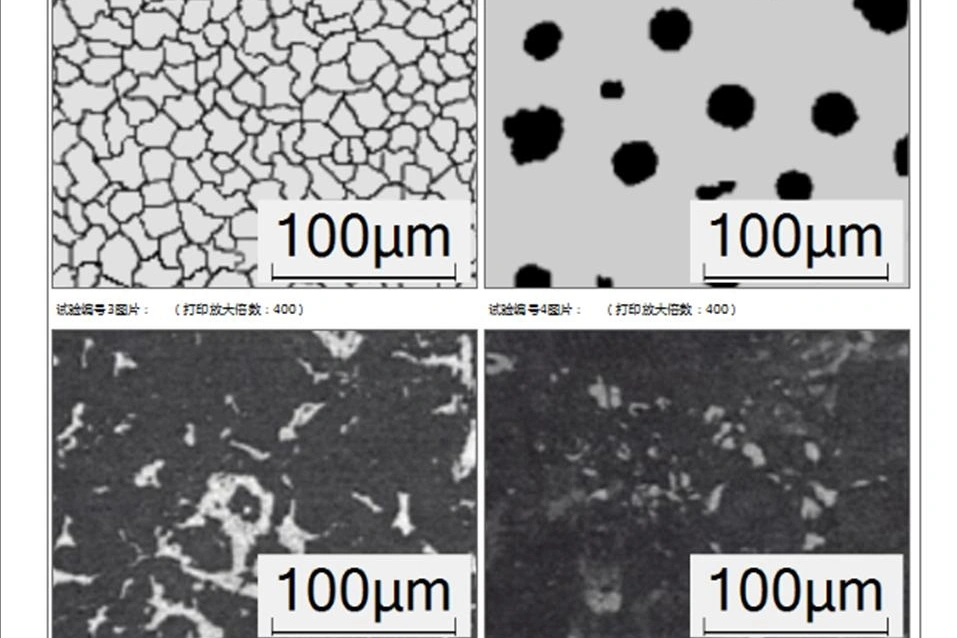
材料試験・解析 |  | 非破壊(X 線、超音波、渦流)および破壊試験(引張・疲労)で材料特性・組織を評価し、内部欠陥を検出します。 | タービンディスク、ブレード、インペラー、燃焼室 | 材料健全性の確保、機械特性の検証、寿命予測に寄与します。 | |
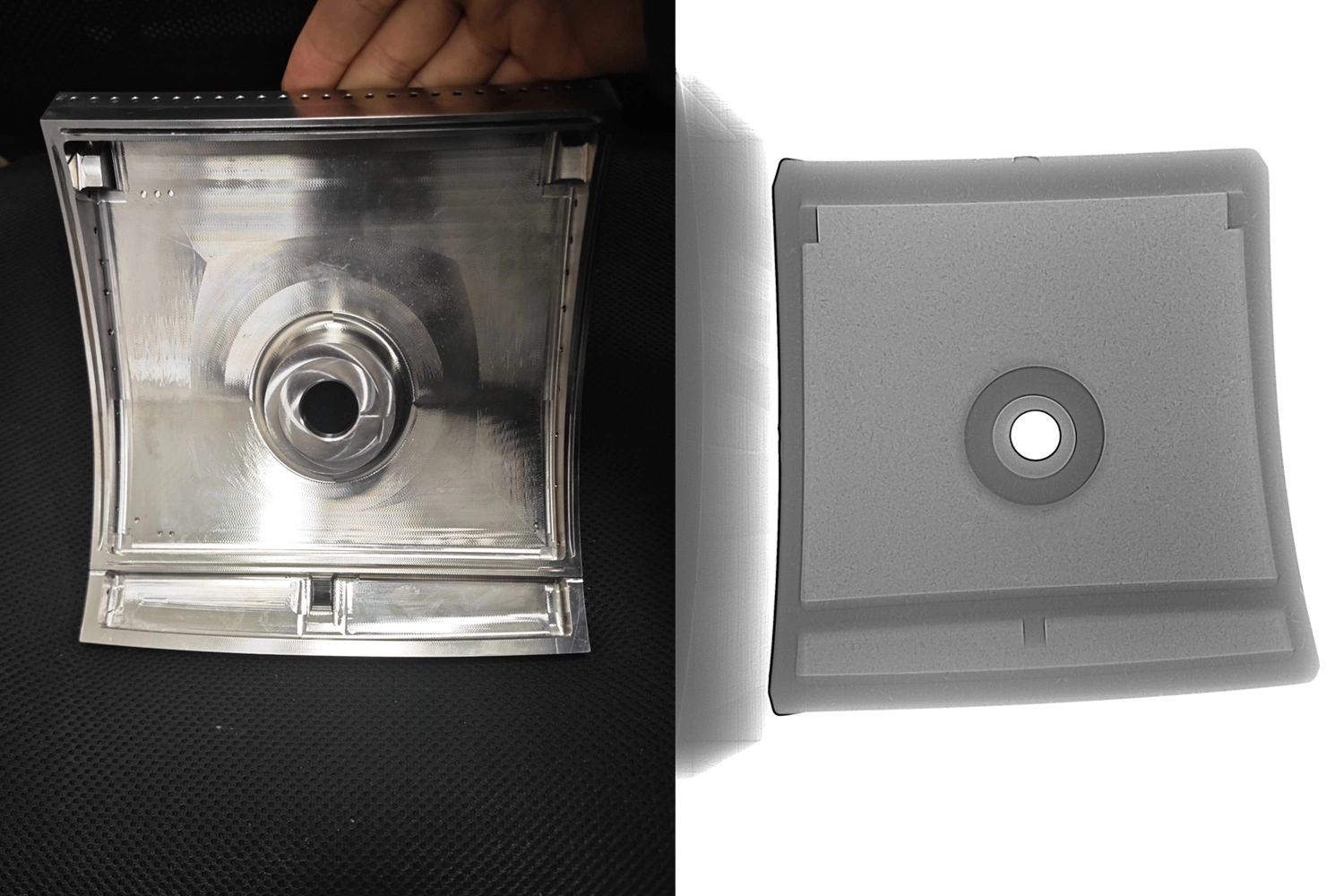
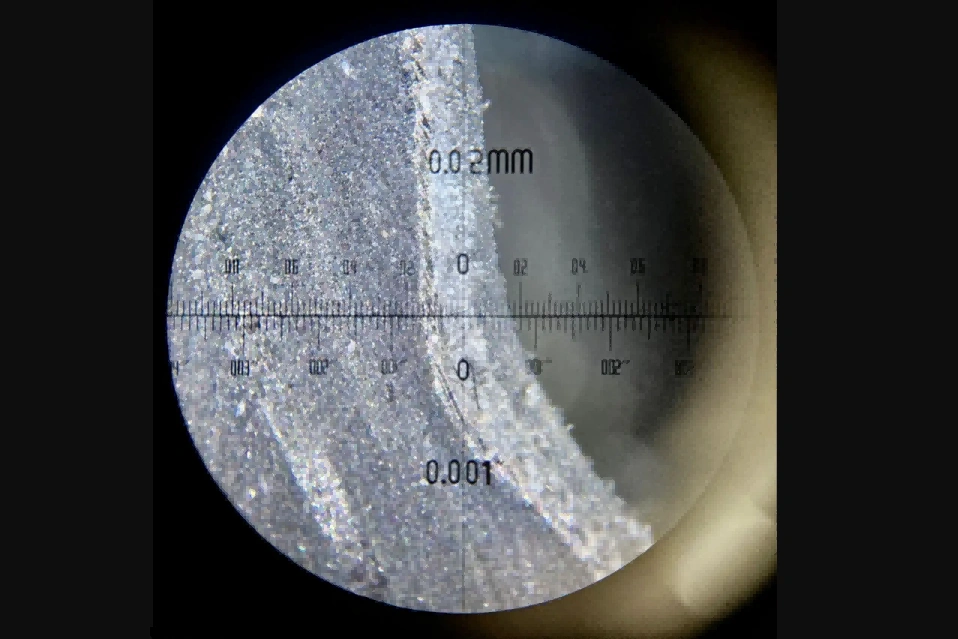
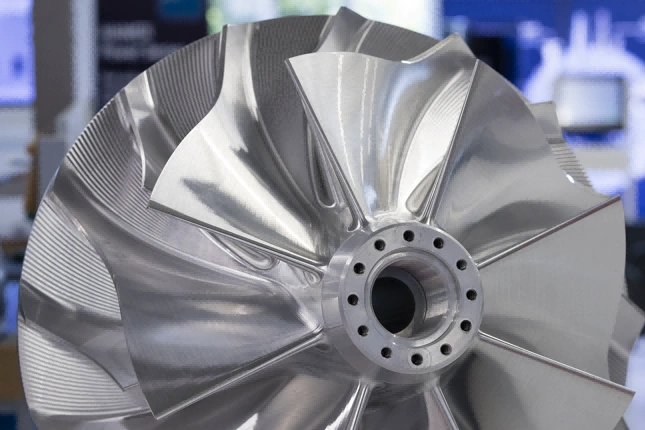
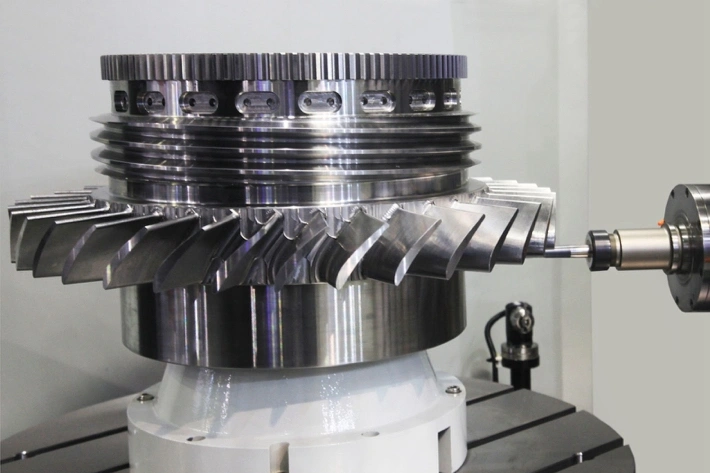
超合金 CNC 加工 | 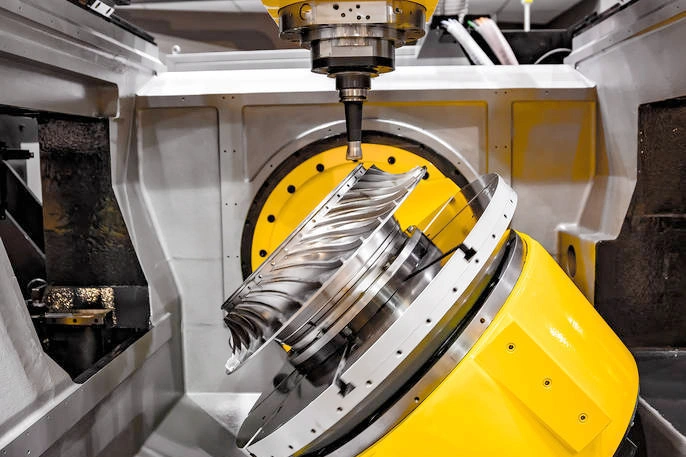 | 旋盤やマシニングセンタ等の NC 装置で、μm オーダーの公差で高精度・複雑形状を実現します。 | タービンディスク、ブレード、インペラー、ノズルリング | 高精度な製造を実現し、表面品質を向上。厳しい公差要求に適合。 | |
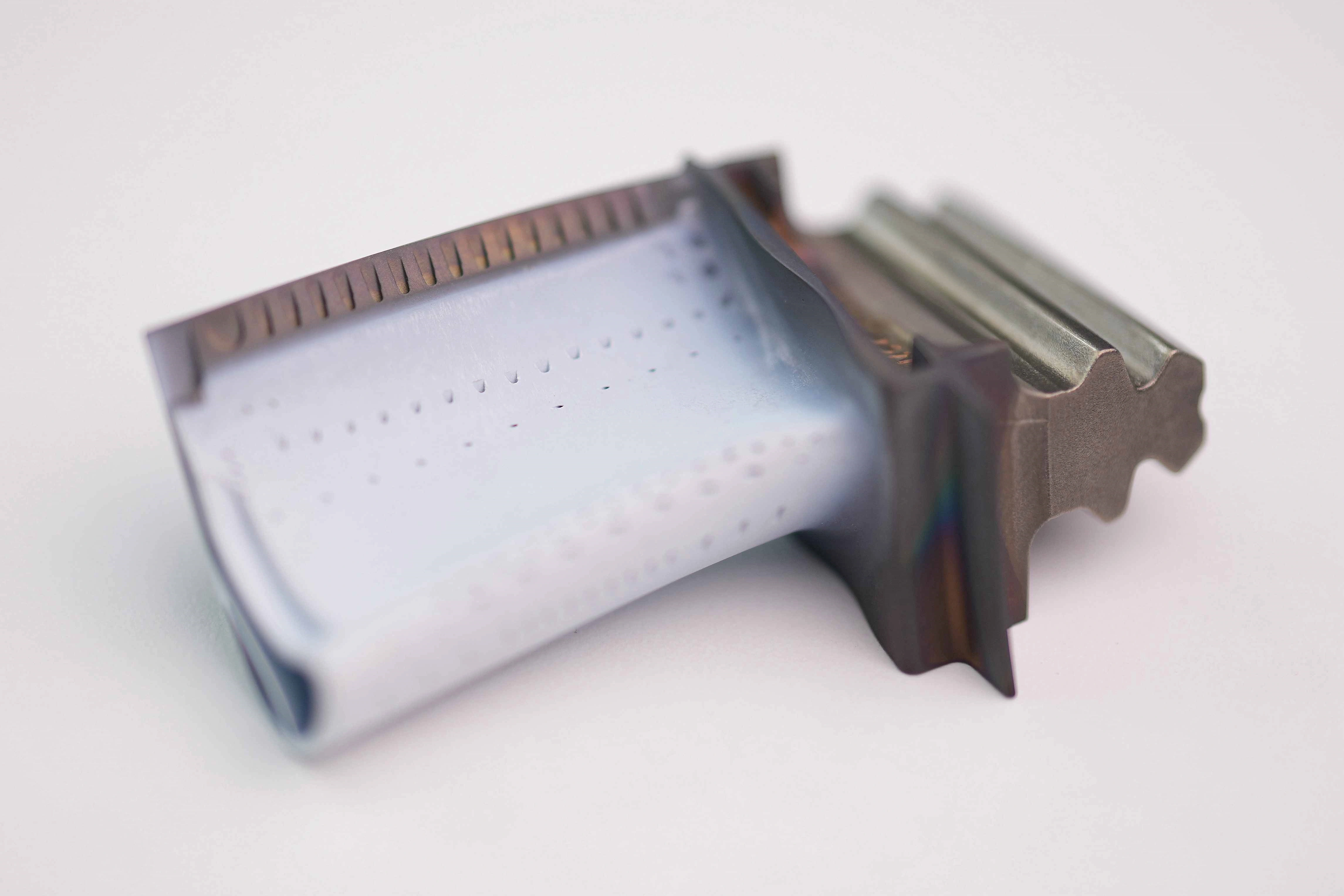
超合金ディープホール加工 | 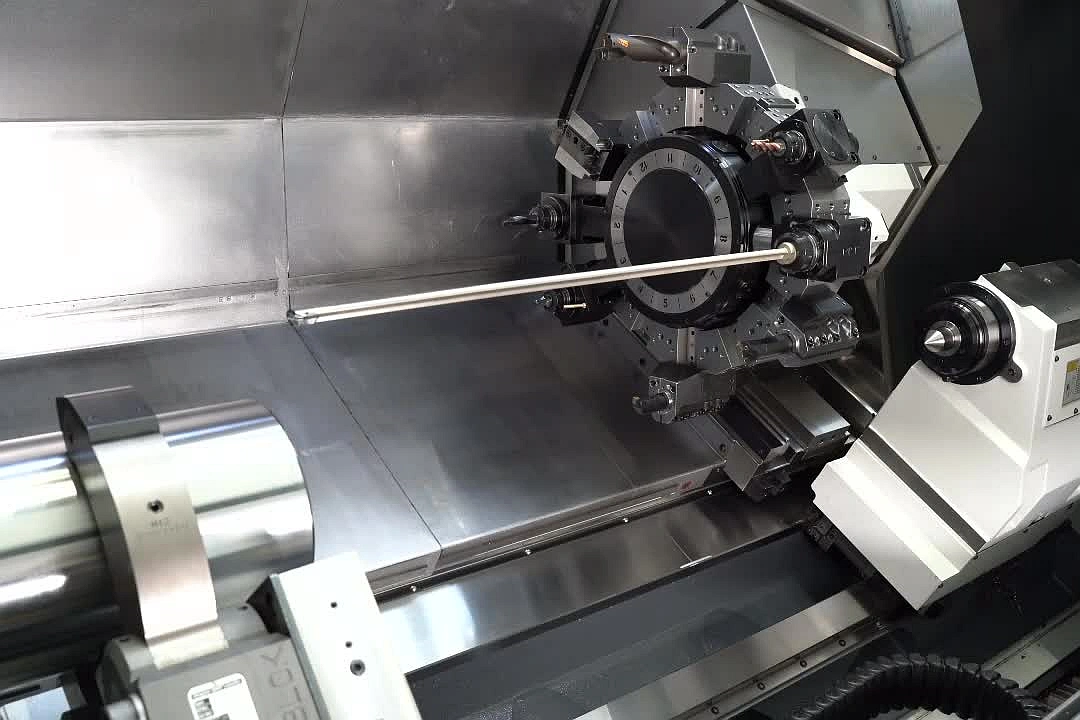 | 切削油を供給する特殊ドリルで高強度材に深く細い穴を加工し、深さ対直径比 100:1 を超える場合もあります。 | タービンブレード、燃焼室、熱交換器 | 精密な冷却チャネルを形成し、熱管理を改善、効率を向上。 | |
放電加工(EDM) |  | 制御された放電(スパーク)で材料を除去し、工具の直接接触なしに硬質材を精密加工します。 | タービンブレード、インペラー、精密部品 | 難削材でも複雑形状を高精度に成形し、加工応力の付与を抑制します。 |
エネルギー産業における超合金部品