日本語
カスタム航空宇宙用超合金部品メーカー
航空宇宙・航空部品製造サービス
NewayAeroTechは、航空機エンジン、航空用タービン、UAV推進システム、高温飛行部品向けに カスタム航空宇宙・航空部品製造サービスを提供しています。真空インベストメント鋳造、 単結晶鋳造、一方向凝固鋳造、等軸晶鋳造、超合金CNC加工、EDM、熱処理、 コーティング前処理、検査、および完成部品納入に対応しています。
当社が製造する航空宇宙・航空部品
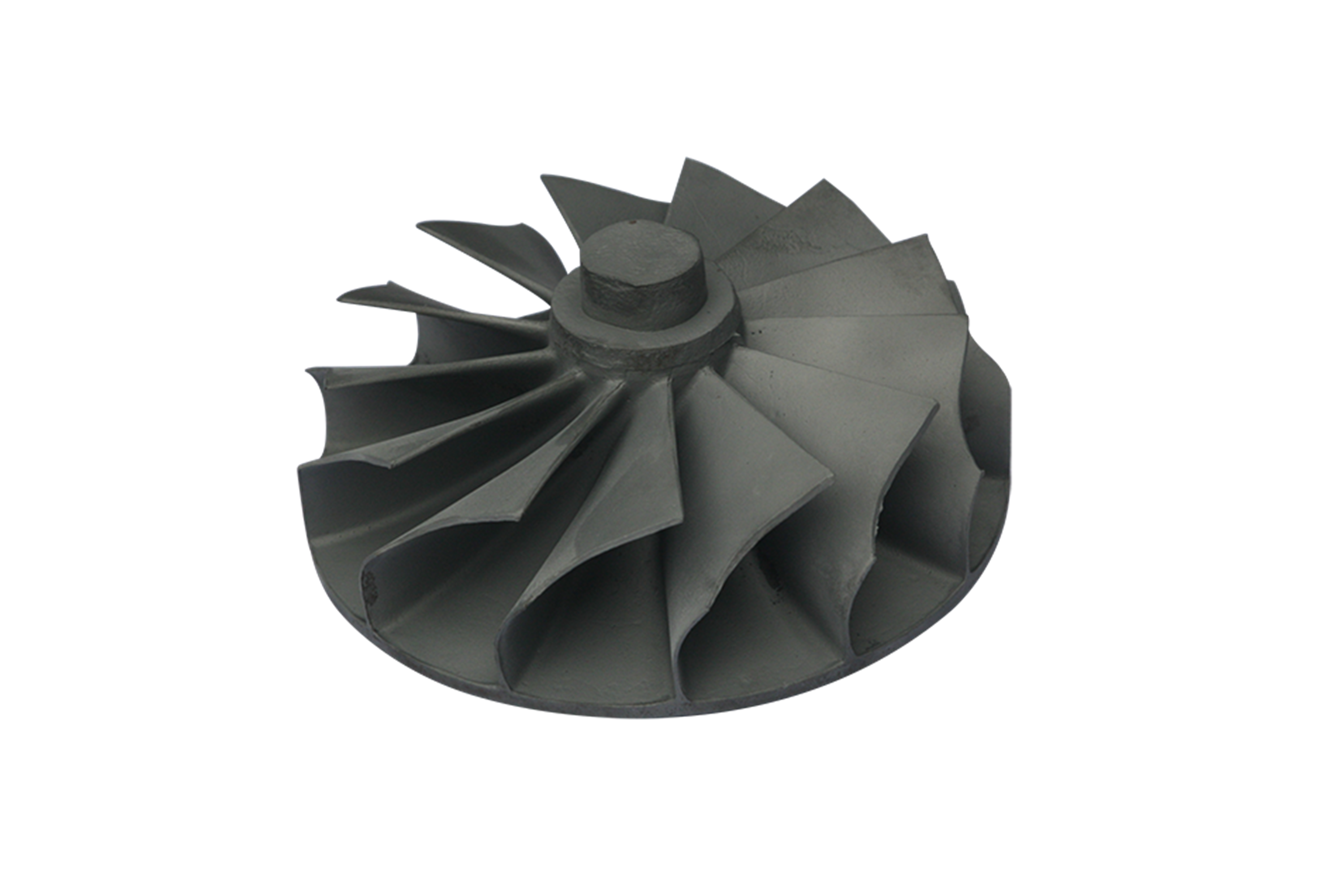
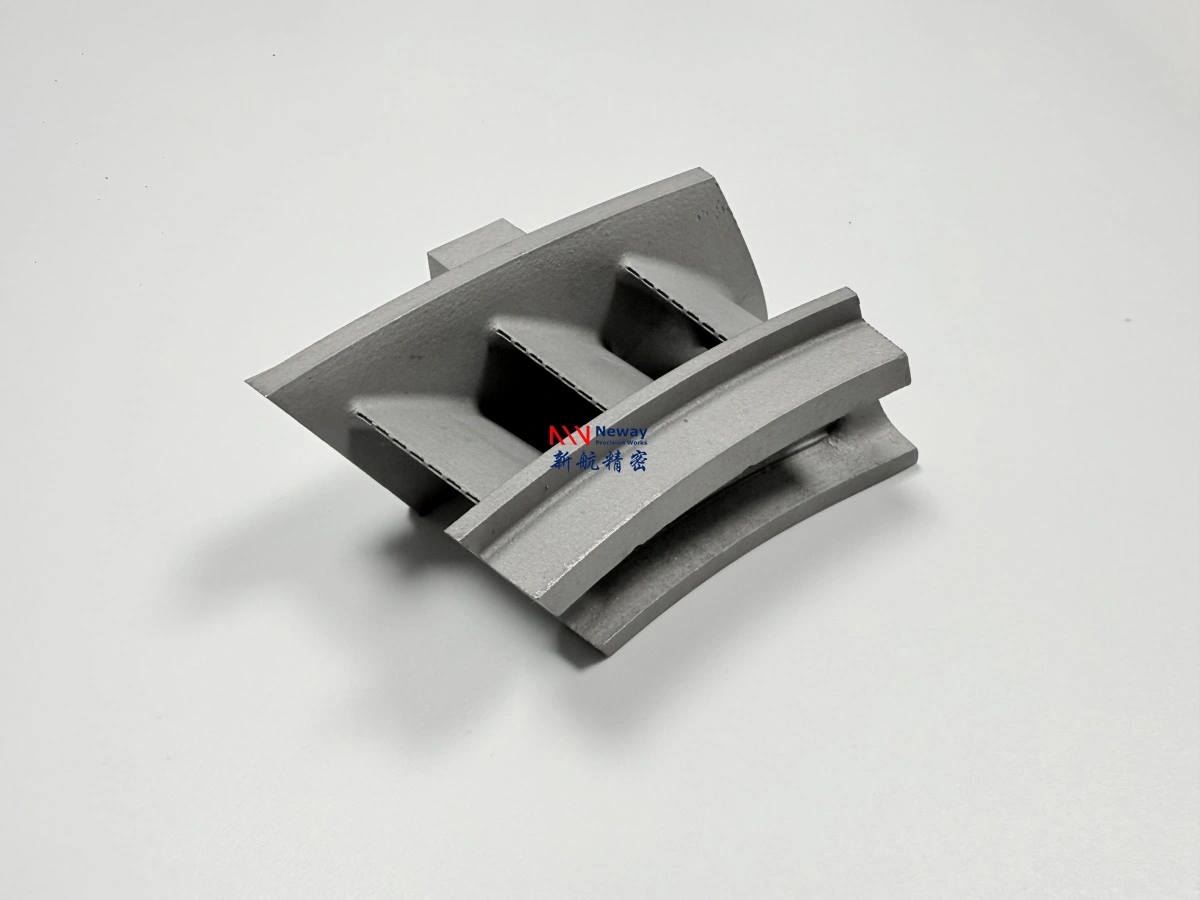
NewayAeroTechは、航空機エンジン、UAVタービン、航空推進システム、高温飛行用途向けのカスタム航空宇宙・航空部品を製造しています。高温部部品、燃焼・排気部品、回転部品・構造部品、UAVタービン部品、そして試作から少量生産までのカスタム航空宇宙部品に対応しています。

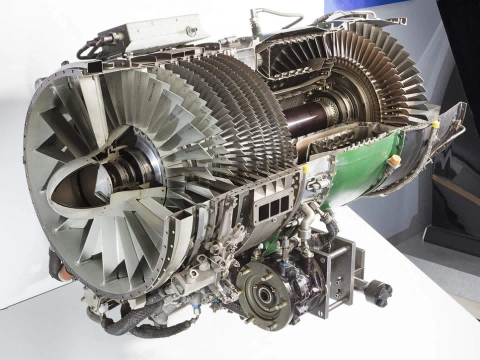
当社が対応する航空エンジンセクション
NewayAeroTechは、燃焼、タービン、コンプレッサー、排気、補機、構造の各セクションにわたる航空宇宙エンジンおよび航空推進部品をサポートし、高温・軽量・高精度な飛行関連部品の製造を支援します。

超合金鋳造から飛行対応航空宇宙部品まで
NewayAeroTechは、材料選定と超合金鋳造から後処理および検査まで航空宇宙部品製造を支援し、飛行対応の航空機エンジン部品、UAVタービン部品、高温航空部品の開発をサポートします。
本日新しいプロジェクトを開始しましょう
試作および少量航空宇宙サンプル製造
NewayAeroTechは、鋳造、CNC加工、3Dプリンティング、熱処理、HIP、後処理、検査を通じて航空宇宙の試作およびサンプル製造を支援します。図面、CADファイル、サンプル、または3Dスキャンデータから、UAVタービン部品、航空機エンジン部品、工学試験部品、少量航空宇宙部品の開発を支援します。

航空宇宙エンジンおよびタービン部品の実績
NewayAeroTechは、超合金鋳造、CNC加工、EDM、熱処理、HIP、後処理、検査、および少量生産支援を通じて、航空機エンジン、UAVタービン、航空宇宙燃焼、回転部品、構造部品をサポートします。