GE 9E 9171E 高温ガスパス部品の製造プロセス:鋳造、CNC 加工、TBC
GE 9E / 9171E 高温ガスパス部品の製造プロセス:鋳造、HIP、CNC、EDM、冷却孔、および TBC
GE 9E / 9171E 高温ガスパス部品は、産業用ガスタービンにおいて最も過酷な環境の一つで動作します。ノズル、バケット、ガイドベーン、シュラウド、燃焼器ライナー、トランジションピース、およびヒートシールドは、高温、酸化、クリープ、振動、侵食、および繰り返される熱サイクルに曝されます。これらの部品にとって、製造プロセスは形状と寸法だけでなく、合金の完全性、結晶粒構造、冷却機能、コーティング品質、および最終検査記録も制御する必要があります。
NewayAeroTech は、統合された超合金製造ルートを通じて、GE 9E タイプ、9171E クラス、および E クラスガスタービンの高温ガスパス部品のカスタム製造をサポートしています。部品タイプと使用条件に応じて、真空精密鋳造、等軸晶鋳造、超合金方向性凝固鋳造、単結晶鋳造、HIP、熱処理、CNC 加工、EDM、深穴加工、TBC、溶接、および最終検査を組み合わせることができます。
本記事では、GE 9E / 9171E 高温ガスパス部品の典型的な製造ルートについて、プロセス選定、鋳造または鍛造、HIP、熱処理、CNC 加工、EDM による冷却孔加工、コーティング、品質検査、および購入者が必要とする見積もり情報を含めて解説します。

ステップ 1: GE 9E / 9171E 部品の機能と使用条件の確認
製造プロセスは、部品の機能から始めるべきです。第 1 段ノズル、第 1 段バケット、第 2 段バケット、シュラウドセグメント、燃焼器ライナー、およびトランジションピースはすべて高温ガスパスに属しますが、応力、温度、コーティング、冷却、および組立要件は同じではありません。誤った製造プロセスルートを選択すると、亀裂、変形、早期酸化、コーティング剥離、または組立適合不良のリスクが高まります。
GE 9E タイプのタービン部品の場合、エンジニアリングチームはタービンモデル、段数、材料グレード、作動温度、ガスパスへの曝露、荷重方向、冷却構造、コーティング要件、および検査レベルを確認する必要があります。このレビューにより、部品を鋳造すべきか、鍛造すべきか、ビレットから機械加工すべきか、積層造形で製造すべきか、あるいはハイブリッドルートで生産すべきかが決定されます。
エンジニアリング入力 | 重要な理由 | 製造ルートへの影響 |
|---|---|---|
タービンモデル | 部品が GE 9E、9171E、または他の E クラスプラットフォーム用であることを確認 | 寸法範囲、用途、および代替製造要件の定義に役立つ |
段数 | 異なる段は異なる温度と応力レベルに直面する | 材料、結晶粒構造、コーティング、および検査レベルに影響を与える |
材料グレード | 鋳造、鍛造、熱処理、機械加工、およびコーティングの適合性を決定 | プロセスの実現可能性と品質リスクを制御 |
冷却機能 | 冷却孔と内部流路は高温ガスパスの信頼性に不可欠 | EDM、深穴加工、CT 検査、または流量検証が必要になる場合がある |
コーティング要件 | TBC、MCrAlY、Al-Si、または耐酸化コーティングは仕上げ代に影響 | 最終機械加工および検査計画の前に考慮する必要がある |
ステップ 2: 超合金製造ルートの選択
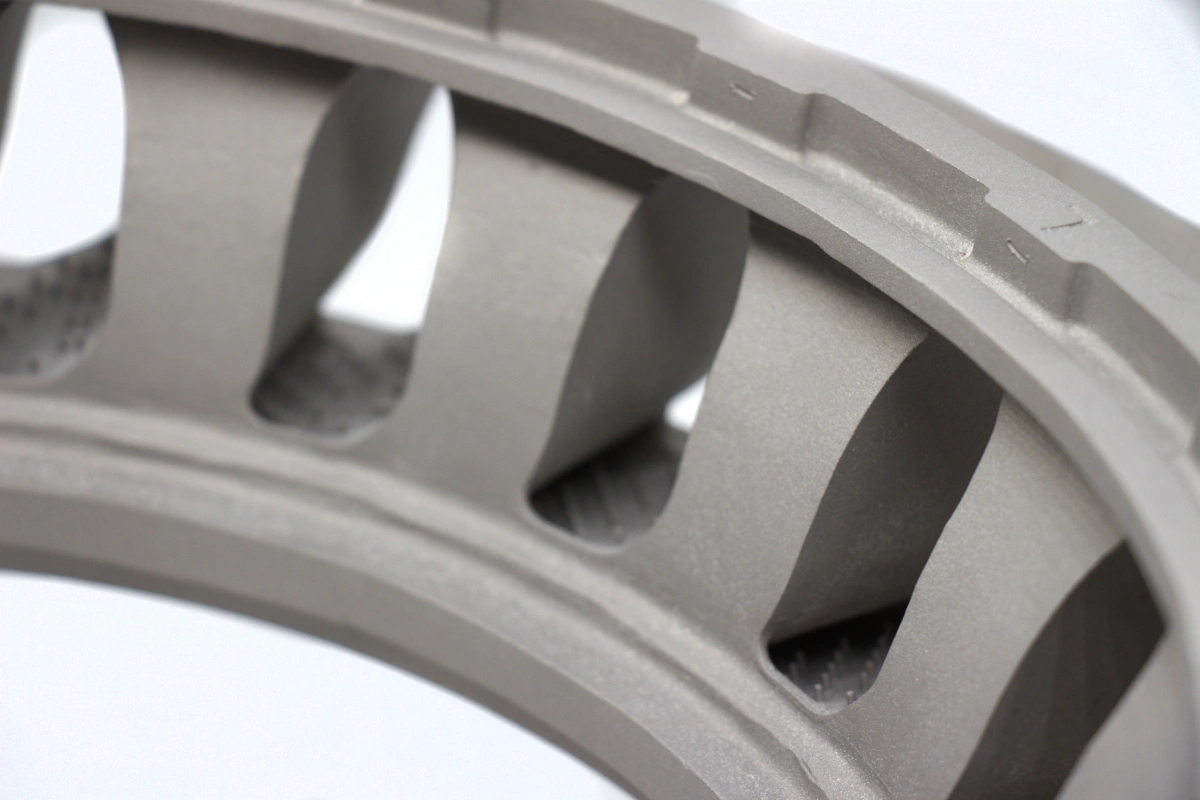
GE 9E / 9171E 高温ガスパス部品は、形状と使用条件に応じて異なるプロセスで製造できます。ノズルとガイドベーンは複雑な翼型プロファイルと一体化されたプラットフォームを持つため、しばしば精密鋳造によって製造されます。バケットとブレードは、段数とクリープ要件に応じて、等軸晶、方向性凝固、または単結晶鋳造が必要になる場合があります。ローター関連またはディスクタイプの部品は、従来の鋳造ではなく、鍛造または粉末冶金を必要とする場合があります。
NewayAeroTech は、異なるタービン部品タイプ向けに超合金鋳造、超合金精密鍛造、および粉末冶金タービンディスクの製造をサポートしています。金型、機械加工余裕、熱処理、コーティング、および検査計画を開始する前に、適切なルートを選択する必要があります。
部品タイプ | 一般的なプロセスルート | 製造上の理由 |
|---|---|---|
第 1 段ノズル | 真空精密鋳造 + 熱処理 + コーティング + CNC 仕上げ | 複雑な翼型形状、高温合金鋳造、およびガスパス表面制御をサポート |
第 1 段バケット / ブレード | 方向性凝固または単結晶鋳造 + HIP + 熱処理 + EDM + TBC | クリープ性能、疲労抵抗、および冷却機能の信頼性を向上 |
第 2 段ノズル | 等軸晶または方向性凝固鋳造 + CNC 加工 + 保護コーティング | 高温ガスパス性能、寸法制御、および生産コストのバランスを取る |
第 2 / 3 段バケット | 超合金鋳造 + シュラウド加工 + 硬面溶接 + 検査 | 根元嵌合、スカロップトップシュラウド、Z ノッチ領域、および耐摩耗機能を制御 |
タービンディスク / ローター関連部品 | 精密鍛造または粉末冶金 + 熱処理 + CNC 加工 | 強度と構造的完全性を必要とする高応力回転用途をサポート |
ステップ 3: 鋳造または鍛造素材(ブランクス)の作成
素材製造段階は、最終部品の品質の基礎を決定します。鋳造ノズル、ベーン、およびバケットの場合、金型設計、ワックスパターンの精度、シェル品質、合金溶解、注湯制御、凝固、結晶粒構造、および冷却速度はすべて最終性能に影響します。鍛造または粉末冶金部品の場合、ビレット品質、変形制御、温度、圧力、および熱処理履歴が機械的特性に影響します。
GE 9E / 9171E 高温部 casting 品の場合、高温超合金は酸化、汚染、収縮、および微細構造の変化に敏感であるため、真空溶解と制御された鋳造が重要です。鋳造ルートでは、肉厚、翼型形状、プラットフォーム機能、収縮余裕、コア除去、および後続の CNC 加工基準点を考慮する必要があります。
素材製造要因 | 制御目標 | 制御されない場合の典型的なリスク |
|---|---|---|
ワックスパターンの精度 | 鋳造前の翼型、プラットフォーム、根元、およびシュラウド形状を維持 | プロファイル偏差、機械加工余裕不足、組立不適合 |
セラミックシェル品質 | 表面仕上げ、寸法安定性、および欠陥低減をサポート | 表面欠陥、シェル介在物、寸法歪み |
真空溶解および注湯 | 酸化を低減し、合金清浄度を向上 | 介在物、化学成分偏差、酸化物欠陥 |
凝固制御 | 結晶粒構造、収縮、および内部品質を制御 | 気孔、熱間割れ、異方位晶、低クリープ性能 |
機械加工余裕 | 最終的な根元、プラットフォーム、およびインターフェース加工のための十分な素材を確保 | 仕上げ不足、治具不安定、公差不良 |
ステップ 4: 超合金の完全性ための HIP および熱処理の適用
鋳造後、GE 9E / 9171E 高温ガスパス部品は、内部完全性と機械的性能を向上させるために後処理を必要とする場合があります。熱間等方圧加圧(HIP)は、重要な超合金鋳造品の内部気孔を低減し、密度を向上させるために使用されます。これは、熱疲労、クリープ、および繰り返し荷重に曝される部品において特に重要です。
熱処理は、微細構造を最適化し、寸法を安定させ、強度を向上させ、合金を使用準備状態にするために使用されます。ニッケル基超合金の場合、熱処理パラメータは析出物の分布、クリープ抵抗、疲労挙動、および長期的な熱安定性に影響します。熱処理は、合金グレード、鋳造構造、部品機能、および顧客仕様に応じて選択する必要があります。
後処理 | 目的 | 典型的な GE 9E タイプ部品 |
|---|---|---|
HIP | 内部気孔を低減し、鋳造密度を向上 | タービンバケット、ブレード、ノズル、ガイドベーン、シュラウド |
固溶化熱処理 | 合金を均質化し、微細構造を整備 | Inconel、Rene、CMSX、Nimonic、およびその他のニッケル基超合金部品 |
時効処理 | 最終強度と高温特性を発現 | タービンブレード、バケット、ベーン、高強度高温部部品 |
応力除去 | 機械加工前後の残留応力を低減 | 機械加工済み鋳造品、溶接部品、精密高温部部品 |
ステップ 5: 根元、プラットフォーム、シュラウド、およびシール面の CNC 加工
ほとんどの鋳造 GE 9E / 9171E 高温ガスパス部品は、鋳造および熱処理後に CNC 加工を必要とします。ノズル取付面、バケット根元、ブレードプラットフォーム、シュラウド機能、シール面、ボルト孔、基準面、および接触エリアは、組立および検査要件を満たすために機械加工する必要があります。鋳造ままの精度は、重要なインターフェースには通常十分ではありません。
NewayAeroTech は、高温鋳造品および鍛造部品向けの超合金 CNC 加工を提供しています。ガスタービン部品の場合、機械加工は鋳造余裕および検査基準点と一緒に計画する必要があります。不適切な基準点戦略は、鋳造翼型、機械加工された根元、および最終組立面の間で形状ずれを引き起こす可能性があります。
機械加工エリア | 製造目的 | 検査焦点 |
|---|---|---|
バケット根元 | ロータスロットへの確実な嵌合を確保 | プロファイル公差、表面仕上げ、接触面積、基準関係 |
ブレードプラットフォーム | ガスパス境界および組立インターフェースを制御 | 平面度、平行度、輪郭精度、機械加工余裕 |
ノズル取付面 | ノズル嵌合、段アライメント、およびシールを制御 | 基準位置、ボルト孔精度、シール面仕上げ |
スカロップトップシュラウド | チップエリア形状と接触挙動を改善 | シュラウドプロファイル、摩耗ゾーン、Z ノッチインターフェース、局所肉厚 |
シール面 | 漏れを低減し、組立信頼性を向上 | 表面粗さ、コーティング余裕、寸法一貫性 |
ステップ 6: 冷却孔および内部流路のための EDM および深穴加工
冷却孔は、タービンバケット、ブレード、ノズル、およびベーンにおける最も重要な製造機能の一つです。これらの機能は、高温ガスタービン運転中の金属温度管理に役立ちます。GE 9E クラスの高温部部品の場合、冷却孔形状には角度付き孔、フィルム冷却孔、乱流促進冷却機能、内部流路、および狭いスロットが含まれる場合があります。
ニッケル基超合金は機械加工が困難であるため、従来のドリル加工はすべての冷却機能に適しているとは限りません。放電加工(EDM)は、硬い超合金において小径孔、複雑なスロット、および困難な内部機能を製造できます。超合金深穴加工は、部品形状が許容する場合、長く直線的な内部流路に使用できます。
冷却または内部機能 | 製造プロセス | 制御すべき品質リスク |
|---|---|---|
フィルム冷却孔 | 形状に応じて EDM ドリル加工またはレーザードリル加工 | 孔径、角度、バリ、再溶融層、流量一貫性 |
乱流促進冷却孔 | EDM および制御されたドリル加工プロセス | 内部機能の再現性、閉塞、洗浄の難易度 |
深い内部流路 | 深さとアクセスに応じて深穴加工または EDM | 直進度、壁貫通、内部表面品質 |
狭いスロット | ワイヤ EDM またはシンカー EDM | スロット幅、エッジ状態、熱影響層 |
閉塞または隠れた流路 | 必要に応じて機械加工 plus CT または流量検証 | 内部閉塞、残留物質、冷却性能の不均一 |
ステップ 7: TBC、MCrAlY、Al-Si、および耐摩耗表面処理
表面保護は、GE 9E / 9171E 高温ガスパス部品にとって重要です。コーティングシステムは、合金、温度ゾーン、ガスパスへの曝露、酸化リスク、および摩耗条件に応じて選択する必要があります。高温翼型表面の場合、サーマルバリアコーティング(TBC)は基材金属への熱曝露を低減するのに役立ちます。MCrAlY ボンドコートは耐酸化性を向上させ、セラミックコーティングの密着性をサポートできます。
特定のノズルおよびベーンには、Al-Si 保護コーティングまたは他の耐酸化表面システムが使用される場合があります。シュラウド、Z ノッチ領域、シール面、および摩耗接触エリアの場合、耐摩耗性を向上させるために超合金溶接または硬面処理が必要になる場合があります。コーティング厚さと硬面余裕は、最終機械加工および検査の前に考慮する必要があります。
表面処理 | 典型的な用途 | 制御要件 |
|---|---|---|
TBC | 第 1 段バケット、タービンブレード、ノズル、ベーン、ヒートシールド | コーティング厚さ、密着性、被覆率、熱サイクル挙動 |
MCrAlY ボンドコート | TBC コーティングされた高温ガスパス部品の結合層 | 表面準備、耐酸化性、セラミックコーティングとの適合性 |
Al-Si コーティング | 特定のノズル、ベーン、および酸化感受性表面 | 均一な被覆、基材適合性、最終検査 |
硬面溶接 | Z ノッチ領域、シュラウド接触面、シール摩耗ゾーン | 亀裂制御、結合品質、最終機械加工、表面検査 |
耐酸化コーティング | 燃焼器ライナー、トランジションピース、高温部構造 | 温度能力、サイクル耐久性、コーティング完全性 |
ステップ 8: 最終検査および品質文書化
最終検査は、GE 9E / 9171E 高温ガスパス部品が図面、材料、寸法、表面、コーティング、および文書化要件を満たしているかを確認します。超合金ノズル、バケット、ベーン、およびシュラウドの場合、検査には製造検証とサービスリスク評価の両方を含める必要があります。外部形状のみをチェックするだけでは不十分です。
NewayAeroTech は、高温合金部品向けの材料試験および分析を提供しています。顧客要件に応じて、報告書には CMM 検査、3D スキャン比較、X 線検査、CT 検査、FPI、金相分析、SEM/EDS、化学成分検証、GDMS、ICP-OES、炭素硫黄分析、引張試験、コーティング厚さ測定、および最終外観検査を含めることができます。
検査項目 | 典型的な方法 | 目的 |
|---|---|---|
寸法精度 | CMM 検査、3D スキャン | 根元、プラットフォーム、翼型、シュラウド、取付、およびシール機能を検証 |
内部欠陥 | X 線、CT、超音波検査 | 気孔、収縮、亀裂、介在物、および閉塞した内部機能を検出 |
表面亀裂 | FPI または浸透探傷検査 | 鋳造、溶接、熱処理、または機械加工後の開口表面亀裂を発見 |
材料化学成分 | 分光分析、GDMS、ICP-OES、炭素硫黄分析 | 合金グレードと重要元素の制御を確認 |
微細構造 | 金相、SEM/EDS、必要に応じて EBSD | 結晶粒状態、相、熱処理結果、および欠陥形態を評価 |
コーティング品質 | 厚さ検査、密着性レビュー、外観検査、表面粗さ | TBC、ボンドコート、Al-Si、または硬面表面が仕様を満たすことを確認 |
GE 9E / 9171E タービンノズルおよびバケットのプロセスルート例
典型的な GE 9E クラスタービンノズルの製造プロジェクトは、3D CAD モデル、2D 図面、またはリバースエンジニアリングされたサンプルから始まる場合があります。プロセスには、ワックスパターン工具、真空精密鋳造、熱処理、取付面の CNC 加工、保護コーティング、寸法検査、および最終文書化が含まれる場合があります。ノズルに内部機能または厳格な翼型プロファイル要件が含まれる場合、CT 検査または 3D スキャンが追加される場合があります。
タービンバケットまたはブレードプロジェクトは、より高度な制御を必要とする場合があります。段数と材料に応じて、ルートには方向性凝固鋳造または単結晶鋳造、HIP、熱処理、根元加工、EDM 冷却孔、TBC コーティング、シュラウド加工、硬面溶接、FPI、CMM 検査、およびコーティング検査が含まれる場合があります。ルートは、他の部品からコピーするのではなく、実際の部品仕様に基づいてカスタマイズする必要があります。
部品例 | 可能なルート | 主な製造リスク |
|---|---|---|
第 1 段ノズル | 真空精密鋳造 → 熱処理 → CNC 取付面 → コーティング → CMM / CT 検査 | 翼型プロファイル偏差、内部欠陥、コーティングの不均一 |
第 1 段バケット | 方向性凝固または単結晶鋳造 → HIP → 熱処理 → 根元加工 → EDM 冷却孔 → TBC → 検査 | クリープ抵抗、冷却孔精度、根元嵌合、コーティング密着性 |
第 2 段バケット | 超合金鋳造 → 熱処理 → シュラウド加工 → Z ノッチ硬面 → FPI → 寸法検査 | シュラウド形状、摩耗表面の亀裂、根元およびプラットフォーム公差 |
燃焼器ライナー | 高温合金成形または製作 → 溶接 → 熱処理 → コーティング → 検査 | 溶接完全性、熱疲労、酸化、変形 |
旧型 GE 9E / 9171E 部品向けのリバースエンジニアリングサポート
一部の GE 9E / 9171E 交換部品プロジェクトは、摩耗したサンプルまたは不完全な図面から始まります。この場合、製造前にリバースエンジニアリングが必要になる場合があります。ただし、ガスタービン高温部部品のリバースエンジニアリングは単なるスキャン作業ではありません。摩耗領域を元の形状から区別し、機能表面を特定し、材料、熱処理、コーティング、および検査要件を再構築または確認する必要があります。
高温ガスパス部品の場合、リバースエンジニアリングにはサンプル検査、3D スキャン、材料検証、機能表面分析、機械加工基準点計画、コーティングレビュー、および製造可能性評価を含める必要があります。冷却孔、翼型、シュラウド、Z ノッチ機能、またはコーティング表面を持つ部品の場合、工具製作前のエンジニアリングレビューは生産リスクを低減し、最終組立適合性を向上させることができます。
リバースエンジニアリングステップ | 目的 | 製造上の利点 |
|---|---|---|
サンプル清掃および外観レビュー | 摩耗、亀裂、コーティング損傷、および機能領域を特定 | 摩耗した形状が直接コピーされるのを防止 |
3D スキャン | 翼型、根元、シュラウド、およびインターフェース形状を取得 | CAD 再構築と寸法比較をサポート |
材料検証 | 合金ファミリーと化学成分の方向性を確認 | 鋳造、熱処理、コーティング、および検査ルートの選択に役立つ |
基準点再構築 | 部品の機械加工および検査方法を定義 | 組立適合性を向上させ、形状ずれを回避 |
DFM レビュー | 鋳造、機械加工、冷却孔、コーティング、および検査の実現可能性を評価 | 工具変更、機械加工失敗、および納期リスクを低減 |
GE 9E / 9171E 高温ガスパス部品の見積もりに必要な情報は?
GE 9E / 9171E 高温ガスパス部品を正確に見積もるためには、サプライヤーは部品機能、タービンフレーム、材料要件、形状、プロセスルート、後処理、コーティング、検査レベル、および納期を理解する必要があります。冷却孔と TBC コーティングを備えたタービンバケットは、静的ノズル、シュラウドセグメント、または燃焼器ライナーとは異なる見積もり構造を必要とします。
迅速な見積もりのために、以下の情報を提供してください:
タービンモデルまたは用途(例:GE 9E、9171E、E クラスガスタービン、または同等プラットフォーム)
部品名および段数(例:第 1 段ノズル、第 1 段バケット、第 2 段ノズル、第 3 段バケット、シュラウド、燃焼器ライナー、トランジションピース、またはヒートシールド)
3D CAD モデル( preferably STEP、X_T、IGS、または他の編集可能形式)
公差、基準要件、冷却孔注記、コーティング要件、および検査基準を含む 2D 図面
必要な材料グレード(例:Inconel 713C、Inconel 738LC、CMSX-4、Rene N5、Nimonic 90、Stellite 6B、Hastelloy X、または他の超合金)
必要な製造ルート(例:真空精密鋳造、等軸晶鋳造、方向性凝固鋳造、単結晶鋳造、精密鍛造、粉末冶金、CNC 加工、EDM、または深穴加工)
必要な後処理(例:HIP、熱処理、TBC、MCrAlY ボンドコート、Al-Si コーティング、硬面溶接、耐酸化コーティング、または表面仕上げ)
検査要件(例:CMM レポート、FAI、X 線、CT、FPI、金相、SEM、化学分析、引張試験、コーティング検査、または流量検証)
プロトタイプ検証、定期检修スペアパーツ、代替製造、またはリピート生産注文のための数量
目標納期および発送先
GE 9E / 9171E 高温ガスパス部品製造に NewayAeroTech を選ぶ理由
GE 9E / 9171E 高温ガスパス部品の製造には、統合されたプロセスチェーンが必要です。成功するノズル、バケット、ベーン、シュラウド、または燃焼器部品は、超合金選定、鋳造品質、HIP、熱処理、CNC 基準制御、EDM 冷却孔精度、コーティング性能、および検査文書に依存します。これらのステップがエンジニアリング調整なしに個別に処理されると、寸法的および冶金学的リスクが増大する可能性があります。
NewayAeroTech は、プロセス計画から最終検査までの高温合金部品製造をサポートしています。顧客の図面、サンプル、仕様、および用途要件に応じて、材料選定、鋳造方法、後処理、機械加工余裕、冷却孔製造、コーティング戦略、および品質レポートの評価をお手伝いできます。当社の能力は、発電、航空宇宙、エネルギー、海洋、石油・ガス、およびその他の高温産業用途をサポートしています。
GE 9E および 9171E の名称は、タービンフレーム用途要件を説明するためにのみ使用されています。NewayAeroTech は、顧客が提供する図面、サンプル、仕様、およびプロジェクト要件に従った超合金部品のカスタム製造に注力しています。