GE 9E タービンバケットの冷却穴、コーティング面、および摩耗部はどのように製造されますか?
GE 9E タービンバケットの冷却穴、コーティング面、および摩耗部はどのように製造されますか?
GE 9E タービンバケットの冷却穴、コーティング面、および摩耗部は、超合金鋳造、HIP(熱間等方圧加圧)、熱処理、CNC 加工、EDM(放電加工)穴あけ、深穴加工、サーマルバリアコーティング、MCrAlY ボンドコート、ハードフェース溶接、および最終検査を制御された組み合わせによって製造されます。これらの特徴は、タービンバケットが高温、遠心力荷重、酸化、振動、および繰り返しの熱サイクルの下で作動するため、極めて重要です。
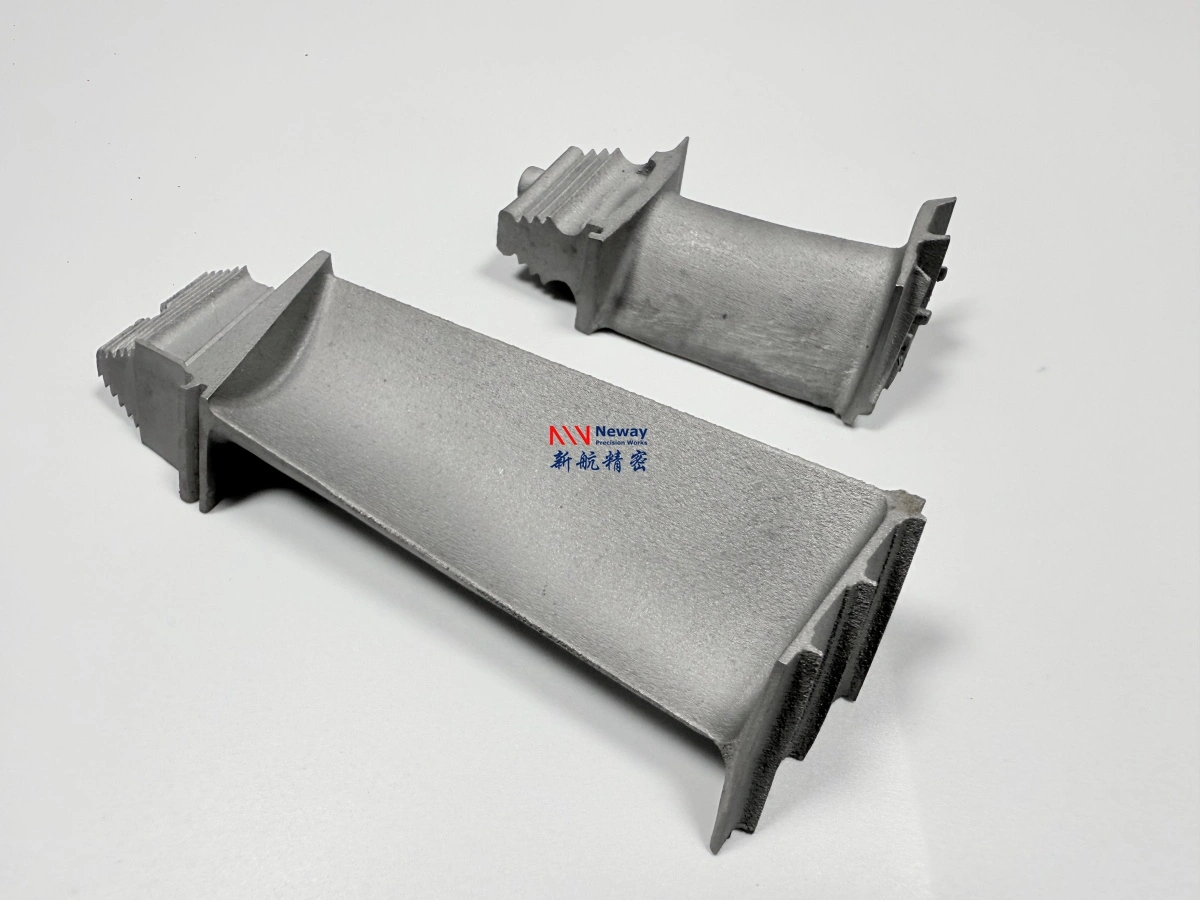
GE 9E / 9171E タービンバケットの製造において、バケット本体は通常、鋳造または先進的な凝固制御により高温超合金から生産されます。素材が製造された後、ルート(根元)、プラットフォーム、シュラウド、冷却穴、Z ノッチ部、シール面、およびコーティング面を慎重に加工する必要があります。NewayAeroTech は、カスタムホットセクション部品向けに超合金 CNC 加工、放電加工(EDM)、超合金深穴加工、サーマルバリアコーティング(TBC)、および超合金溶接をサポートしています。
1. GE 9E タービンバケットにおいて冷却穴、コーティング、および摩耗部が重要な理由
GE 9E タービンバケットは、高温ガス流中で作動すると同時に、回転する機械的荷重を負担します。翼型(エアフォイル)は、熱、酸化、クリープ、および疲労に耐える必要があります。ルートはロータスロットに確実に適合する必要があります。シュラウドおよび Z ノッチ部は、接触、シール、振動、および摩耗を制御する必要があります。冷却穴とコーティングは、熱損傷を低減し、部品寿命を延ばすのに役立ちます。
冷却穴の精度が不十分であったり、詰まっていたり、大きすぎたり、小さすぎたり、位置がずれたりしている場合、冷却性能に影響を与える可能性があります。コーティングの厚さや密着性が不安定な場合、バケットは熱保護を失う可能性があります。Z ノッチまたはシュラウドの摩耗部が適切に加工またはハードフェース処理されていない場合、接触損傷や振動関連の問題が増大する可能性があります。
特徴 | 重要性 | 主な製造リスク |
|---|---|---|
冷却穴 | 高温ガスパス作動中の金属温度を制御 | 穴詰まり、角度不良、流量不足、バリ、再溶解層 |
TBC 表面 | 高温ガスパス表面での熱曝露を低減 | 密着性不良、厚さ不均一、コーティング剥離、表面汚染 |
MCrAlY ボンドコート | 耐酸化性を向上させ、TBC の密着を支援 | 結合弱、酸化損傷、コーティングの不整合 |
シュラウド表面 | チップ領域、シール、接触、および振動挙動を制御 | 形状誤差、摩耗、亀裂、接触適合性不良 |
Z ノッチハードフェース部 | 接触領域における耐摩耗性を向上 | 亀裂、溶接結合不良、過剰な加工余量の喪失 |
2. GE 9E タービンバケットの冷却穴はどのように作られますか?
GE 9E タービンバケットの冷却穴は、通常、鋳造および熱処理工程の後に製造されます。タービンバケット材料は通常、ニッケル基超合金または先進的な高温合金であるため、従来のドリル加工がすべての冷却特徴に適しているとは限りません。穴のサイズ、深さ、角度、アクセス方向、および翼型形状に応じて、EDM、レーザードリリング、または深穴加工が選択される場合があります。
放電加工(EDM)は、硬い超合金における小型冷却穴、傾斜穴、狭いスロット、および複雑な形状に適しています。超合金深穴加工は、長く比較的直線的な内部通路が必要な場合に使用できます。複雑なタービンバケット翼型の場合、検査により穴径、穴角度、清浄度、および流路の一貫性を確認する必要があります。
冷却特徴 | 可能な工程 | 品質管理の焦点 |
|---|---|---|
フィルム冷却穴 | 形状に応じた EDM ドリリングまたはレーザードリリング | 直径、角度、出口品質、バリ制御、流量の一貫性 |
傾斜穴 | EDM または治具支持による制御ドリリング | 穴の向き、翼型位置、再現性、表面状態 |
乱流促進冷却特徴 | 設計に応じた EDM または特殊ドリリング工程 | 内部特徴の再現性、閉塞リスク、清掃の容易さ |
深い内部通路 | アクセス性とアスペクト比に応じた深穴加工または EDM | 真直度、突き抜けリスク、内部清浄度、肉厚制御 |
狭いスロット | ワイヤー EDM またはシンカー EDM | スロット幅、エッジ状態、再溶解層、寸法精度 |
3. 超合金冷却特徴において EDM が重要な理由
EDM が重要なのは、タービンバケット用超合金が従来の切削加工では困難であるためです。ニッケル基合金は、高温強度が高く、熱伝導率が低く、加工硬化傾向が強く、工具摩耗が激しいという特徴があります。冷却穴が小型であったり、傾斜していたり、曲面の翼型上に位置していたりする場合、EDM は機械式ドリリングよりも実用的な手段を提供できます。
ただし、EDM も慎重に制御する必要があります。パラメータが制御されていない場合、工程により再溶解層や微細亀裂が発生する可能性があります。重要なタービンバケット特徴については、顧客仕様で要求される場合、寸法チェック、目視検査、断面分析、流量試験、または CT 検査によって EDM 品質を評価する必要があります。
EDM 制御項目 | 重要性 |
|---|---|
放電パラメータ制御 | 過剰な熱影響層を低減し、穴品質を向上 |
電極位置合わせ | 冷却穴の角度、位置、および再現性を制御 |
洗浄とクリーニング | 加工中の異物、閉塞、および不安定な放電を防止 |
再溶解層制御 | 疲労および熱サイクル条件に対する表面完全性を向上 |
最終穴検査 | 冷却特徴が図面および流量要件を満たすことを確認 |
4. タービンバケットへの TBC および MCrAlY コーティングの適用方法
サーマルバリアコーティングは、高温ガス曝露からの熱保護を必要とするタービンバケット表面に適用されます。一般的なコーティングシステムには、表面準備、MCrAlY ボンドコート、セラミックサーマルバリア層、および最終検査が含まれる場合があります。ボンドコートは耐酸化性を向上させ、セラミック層が超合金基材に密着するのを助けます。
サーマルバリアコーティング(TBC)は、コーティング厚さが最終寸法、クリアランス、表面粗さ、および気流に影響を与える可能性があるため、加工余量とともに計画する必要があります。コーティング領域は、特にルート界面、プラットフォーム表面、シール領域、および冷却穴の近くで、図面上に明確に定義する必要があります。
コーティング工程 | 目的 | エンジニアリング制御 |
|---|---|---|
表面準備 | 汚染を除去し、コーティング用に基材を準備 | 清浄度、粗さ、マスキング、表面活性化 |
MCrAlY ボンドコート | 耐酸化性を向上させ、セラミックコーティングの密着を支援 | 厚さ、結合、被覆率、耐酸化性 |
セラミック TBC 層 | 基材超合金の熱曝露を低減 | 厚さ、均一性、多孔質性、密着性、熱サイクル挙動 |
マスキングとクリアランス制御 | 未コーティングのままにする必要がある領域、または寸法制御が必要な領域を保護 | ルート表面、嵌合面、冷却穴出口、シール面 |
最終コーティング検査 | コーティングが図面または仕様要件を満たすことを検証 | 目視検査、厚さ検査、密着性レビュー、表面状態 |
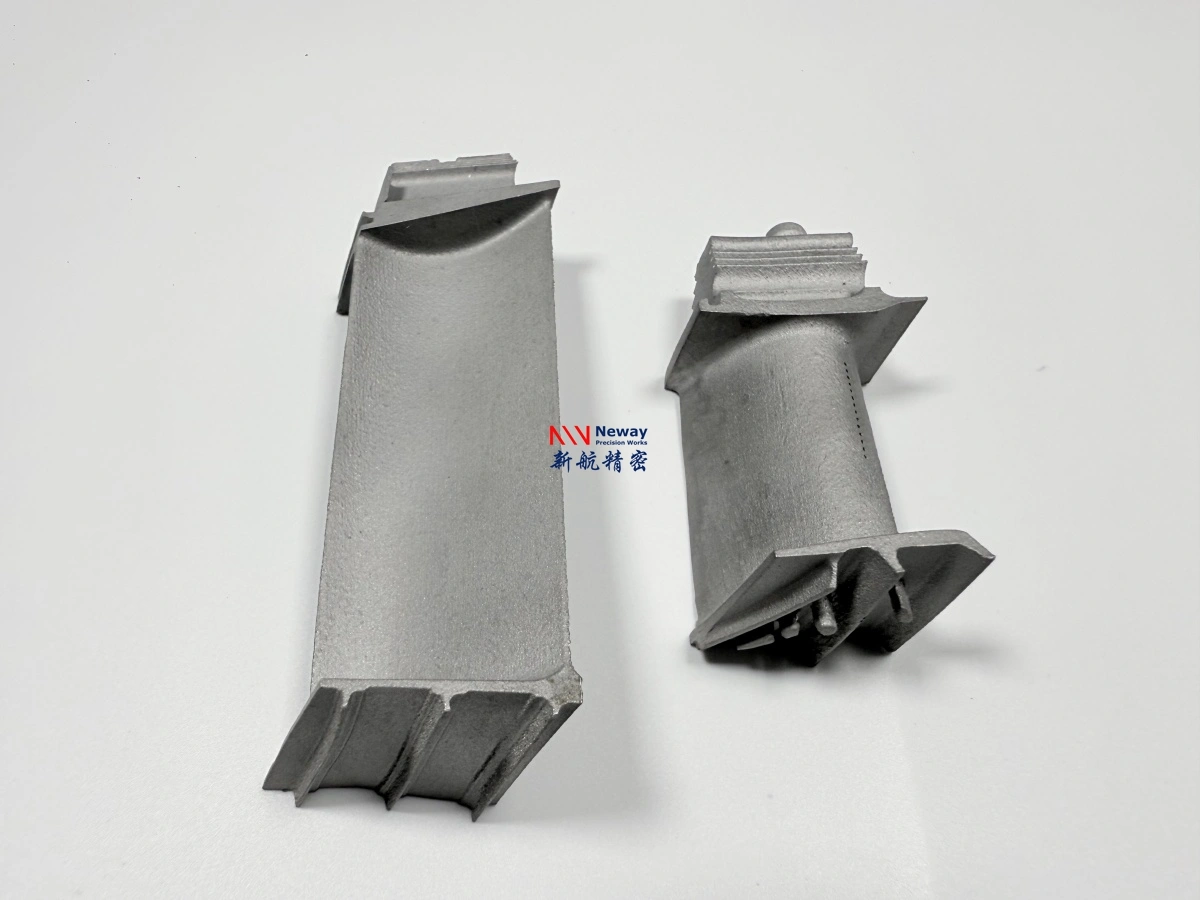
5. シュラウド、Z ノッチ、および摩耗部はどのように製造されますか?
GE 9E タービンバケットのシュラウド、Z ノッチ、および摩耗接触部は、チップシール、振動制御、接触挙動、および長期的な摩耗性能に影響を与えるため、慎重な加工と表面処理が必要です。これらの領域には、CNC 加工、ハードフェース溶接、研削、研磨、および表面検査が必要になる場合があります。
ハードフェースまたは接触領域の評価には、ステライト 6やステライト 6Bなどの耐摩耗材料が検討される場合があります。超合金溶接は、選択されたハードフェースゾーンに使用できますが、溶接部は加工後に亀裂、結合品質、および寸法の一貫性について検査する必要があります。
摩耗部 | 製造方法 | 品質管理の焦点 |
|---|---|---|
スカロップドチップシュラウド | CNC 加工、研削、表面仕上げ | 形状精度、局所厚さ、接触面、表面仕上げ |
Z ノッチ部 | ハードフェース溶接、CNC 仕上げ、FPI 検査 | 亀裂制御、溶接結合、耐摩耗性、寸法回復 |
シール面 | CNC 加工、コーティング制御、表面仕上げ | 平面度、粗さ、コーティング余量、漏れ制御 |
接触界面 | 耐摩耗合金、ハードフェース、加工、検査 | 接触パターン、表面完全性、長期的な摩耗挙動 |
プラットフォームエッジ | CNC 加工、ブレンディング、コーティング制御 | エッジ状態、応力集中、コーティング遷移 |
6. 冷却穴加工およびコーティング後に必要な検査は何か?
冷却穴加工およびコーティング後、タービンバケットが依然として寸法的、冶金学的、表面的、および機能的要件を満たしていることを確認するために検査を行う必要があります。冷却穴は、サイズ、角度、閉塞、バリ、再溶解層、および清浄度についてチェックする必要があります。コーティング面は、厚さ、被覆率、密着性、表面状態、およびマスキング精度についてチェックする必要があります。
NewayAeroTech は、高温合金部品向けの材料試験および分析を提供しています。顧客の要件に応じて、検査には CMM、3D スキャン、X 線、CT、FPI(浸透探傷検査)、金相組織、SEM/EDS、コーティング厚さ検査、および最終目視レビューを含めることができます。
検査項目 | 一般的な方法 | 目的 |
|---|---|---|
冷却穴径 | ピンゲージ、光学測定、ボアスコープ、必要に応じて CT | 穴径と再現性を確認 |
冷却穴角度 | 3D 検査、治具検査、CT、または断面分析 | 穴の方向と翼型の関係を確認 |
内部閉塞 | CT 検査、流量チェック、ボアスコープ、清掃検証 | 冷却経路が開いて機能していることを保証 |
再溶解層 | 必要に応じて金相断面または SEM 分析 | EDM 表面完全性を評価 |
コーティング厚さ | 厚さ測定およびコーティングレポート | TBC、ボンドコート、または保護コーティングの厚さを確認 |
表面亀裂 | FPI または染料浸透探傷検査 | 加工、溶接、コーティング、または熱処理後の開口亀裂を発見 |
7. 冷却穴およびコーティングプロジェクトにおいて購入者が提供すべき情報は何か?
冷却穴、コーティング、および耐摩耗部を備えた GE 9E タービンバケットを製造するには、購入者は詳細な形状、材料、コーティング、および検査要件を提供する必要があります。冷却穴の注記、コーティング厚さ要件、マスキング領域、および摩耗ゾーンの仕様がなければ、サプライヤーは工程リスクを正確に評価できない可能性があります。
必要な情報 | 重要性 |
|---|---|
3D CAD ファイル | 翼型形状のレビュー、冷却穴の向き、および加工計画を支援 |
冷却穴注記付き 2D 図面 | 穴径、角度、位置、公差、および検査要件を定義 |
材料グレード | EDM の難易度、熱処理、コーティング適合性、および検査方法を決定 |
コーティング仕様 | TBC、MCrAlY、Al-Si、酸化コーティング、厚さ、およびマスキング要件を明確化 |
摩耗部要件 | ステライト、ハードフェース溶接、研削、または最終加工が必要かどうかを定義 |
検査基準 | CMM、CT、FPI、金相組織、コーティングレポート、または流量チェックが必要かどうかを確認 |
部品段階および用途 | 温度帯、応力状態、コーティングリスク、およびサービス要件の評価を支援 |
数量および納期目標 | 治具設計、電極準備、コーティングバッチ、およびリードタイムの評価を支援 |
8. 実践的なエンジニアリング推奨事項
GE 9E タービンバケットの場合、冷却穴、コーティング面、および摩耗部は、統合された製造ルートとして計画する必要があります。冷却穴は熱性能に影響し、TBC と MCrAlY は表面保護に影響し、シュラウドまたは Z ノッチのハードフェース部は摩耗と接触挙動に影響します。これらの特徴は、バケット全体の形状とサービス要件を検討せずに、個別に見積もったり製造したりすべきではありません。
より迅速な技術評価のためには、タービンモデル、バケット段数、3D CAD ファイル、2D 図面、材料グレード、冷却穴の詳細、コーティング仕様、摩耗部の注記、検査基準、数量、および目標納期を提供してください。NewayAeroTech は部品をレビューし、GE 9E タイプ、9171E クラス、およびその他の E クラスタービンバケット用途に対して実用的な製造ルートを推奨できます。
GE 9E および 9171E という名称は、タービンフレームの適用要件を説明するためにのみ使用されています。NewayAeroTech は、顧客から提供された図面、サンプル、仕様、およびプロジェクト要件に従った超合金部品のカスタム製造に注力しています。
