GE 7B、7E、7EA 部品の適切な鋳造ルートを選択する方法
 GE 7B、7E、7EA 部品に適切な鋳造ルートを選択することは、部品の寿命、製造コスト、リードタイム、および修理戦略を制御する上で重要なステップです。これらのタービンプラットフォームは、より高度な F クラスシステムと同じレベルの鋳造技術を常に必要とするわけではありませんが、高温部および燃焼関連部品の多くは、依然として大きな熱的、機械的、酸化負荷の下で動作しています。タービンブレード、ベーン、ノズルセグメント、シュラウド、燃焼機器、その他の耐熱部品は、画一的なアプローチに従うのではなく、実際の使用条件に適合する鋳造ルートと組み合わせる必要があります。
GE 7B、7E、7EA 部品に適切な鋳造ルートを選択することは、部品の寿命、製造コスト、リードタイム、および修理戦略を制御する上で重要なステップです。これらのタービンプラットフォームは、より高度な F クラスシステムと同じレベルの鋳造技術を常に必要とするわけではありませんが、高温部および燃焼関連部品の多くは、依然として大きな熱的、機械的、酸化負荷の下で動作しています。タービンブレード、ベーン、ノズルセグメント、シュラウド、燃焼機器、その他の耐熱部品は、画一的なアプローチに従うのではなく、実際の使用条件に適合する鋳造ルートと組み合わせる必要があります。
多くの場合、主要な選択肢としては、プロセスプラットフォームとして真空精密鋳造を採用し、これに以下の 3 つの組織ルートのいずれかを組み合わせます:等軸晶鋳造、超合金方向性凝固鋳造、または単結晶鋳造。最適な選択は、曝露温度、クリープ要件、応力方向、要求寿命、コスト目標、下流の機械加工の必要性、そして部品が修理されるか交換されるかによって異なります。
GE 7B、7E、7EA 部品において鋳造ルートの選択が重要な理由
GE 7B、7E、7EA タービンは、発電および長期間の産業運用において広く使用されています。これらの部品は、アフターマーケット用の交換用、寿命延長プログラム、またはリバースエンジニアリングによる製造支援のために購入されることがよくあります。これらの用途では、鋳造ルートは性能だけでなく、商業的な実現可能性にも直接影響を与えます。選択されたルートが単純すぎると、部品はクリープ、酸化、または熱疲労により早期に故障する可能性があります。逆にルートが過度に高度であると、部品は不必要に高価になり、検査が困難になり、現実的なスケジュールでの納品が難しくなる可能性があります。
これが、ルートの選択が部品の実際の負荷に基づかなければならない理由です。第一段ブレード、ノズルセグメント、燃焼支持リングはすべて同じタービンファミリーに属する可能性がありますが、必ずしも同じ結晶粒構造や製造ルートを必要とするわけではありません。優れた選択とは、技術的性能と製造容易性のバランスを取ることです。
産業用ガスタービン部品の主要な鋳造ルート
基盤としての真空精密鋳造
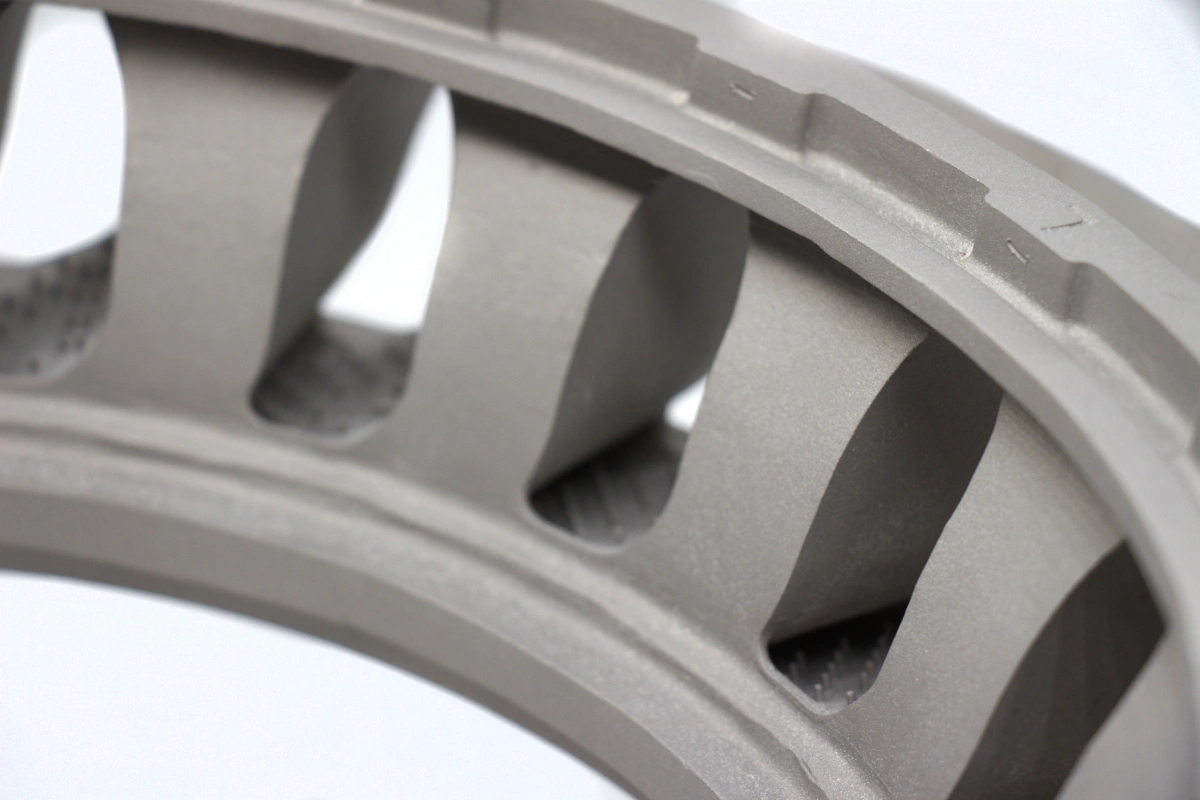
真空精密鋳造は、多くの高温タービン部品に使用される核心的な精密鋳造プロセスです。これは、複雑な形状、良好な表面精度、および真空条件下での清浄な合金処理をサポートします。これは、溶融中の汚染や酸化が性能を低下させる可能性があるため、ニッケル基およびコバルト基合金にとって特に重要です。
GE 7B、7E、7EA 部品の場合、最終的な結晶粒構造が等軸晶、方向性、または単結晶のいずれであるかに関わらず、真空精密鋳造は製造の基盤として機能することがよくあります。これにより、後に熱処理、ホットアイソスタティックプレス(HIP)、超合金 CNC 加工、および検査工程へ移行するニアネットシェイプ部品を生産することができます。
等軸晶鋳造ルート
等軸晶鋳造は、複数の方向に成長する結晶粒を持つ多結晶粒構造を生成します。これは通常、3 つの主要なオプションの中で最も経済的で汎用性の高いルートです。等軸晶部品は、良好な総合的な機械的特性が必要だが、サービス要件が方向性または単結晶構造に伴う追加コストやプロセス制御を正当化しない場合に広く使用されます。
多くの GE 7B、7E、7EA 部品において、等軸晶鋳造はコスト、形状対応能力、高温性能のバランスが良いため、好まれるルートです。
方向性凝固鋳造ルート
方向性凝固鋳造は、結晶粒構造を好ましい方向、通常は主要な荷重経路に沿って配列させます。これにより、横方向の結晶粒界が減少し、等軸晶材料と比較してクリープ耐性と高温疲労性能が向上します。
方向性凝固鋳造は、部品が高温下でより厳しい持続荷重を受け、定義された応力方向での寿命延長の恩恵を受ける場合に、適切な選択となることがよくあります。これは、等軸晶の実用性と単結晶のプレミアム性能の中間に位置します。
単結晶鋳造ルート
単結晶鋳造は、部品を単一の結晶学的構造として製造することで、結晶粒界をほぼ完全に排除します。このルートは、アプリケーションが真にそれを必要とする场合、最高レベルのクリープ強度と高温疲労耐性を提供します。しかし、同時に最高コスト、最も厳格な欠陥制御要件、およびより複雑な生産管理をもたらします。
GE 7B、7E、7EA 部品の場合、単結晶はデフォルトのオプションではなく、選択的な解決策であるのが通常です。運転条件が追加の複雑さを明確に正当化する場合にのみ選択すべきです。
等軸晶鋳造が正しい選択である場合
等軸晶鋳造は、中程度から高温への曝露に直面するが、極端なクリープ性能に主に依存しない部品にとって、しばしば最適なルートです。これには、多くの静止型高温部品、燃焼隣接機器、選択されたベーン、ノズルリング、支持構造、および GE 7B、7E、7EA サービスにおける一般的な交換部品が含まれる可能性があります。
特に、部品が複雑な形状を持ち、コスト感度が重要であり、修理または交換の柔軟性が問題となる場合に魅力的です。アフターマーケット製造において、等軸晶鋳造は、より高度な構造に関連する長いリードタイムと厳格なプロセスリスクなしに良好な性能をサポートするため、最も実用的なルートであることが頻繁にあります。
このルートに関連する一般的な材料ファミリには、用途に応じてインコネル合金、ニモニック合金、ハステロイ合金、ステライト合金、および選択されたレネ合金が含まれます。
方向性凝固鋳造が正しい選択である場合
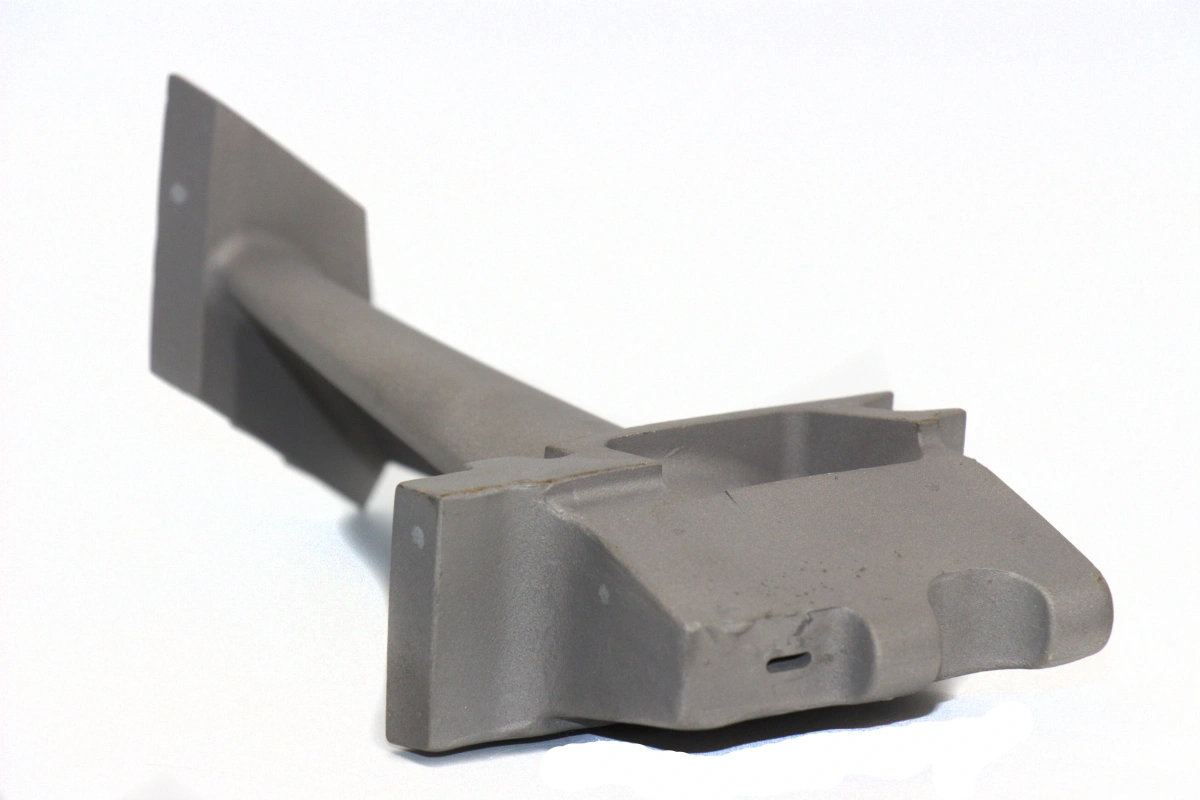
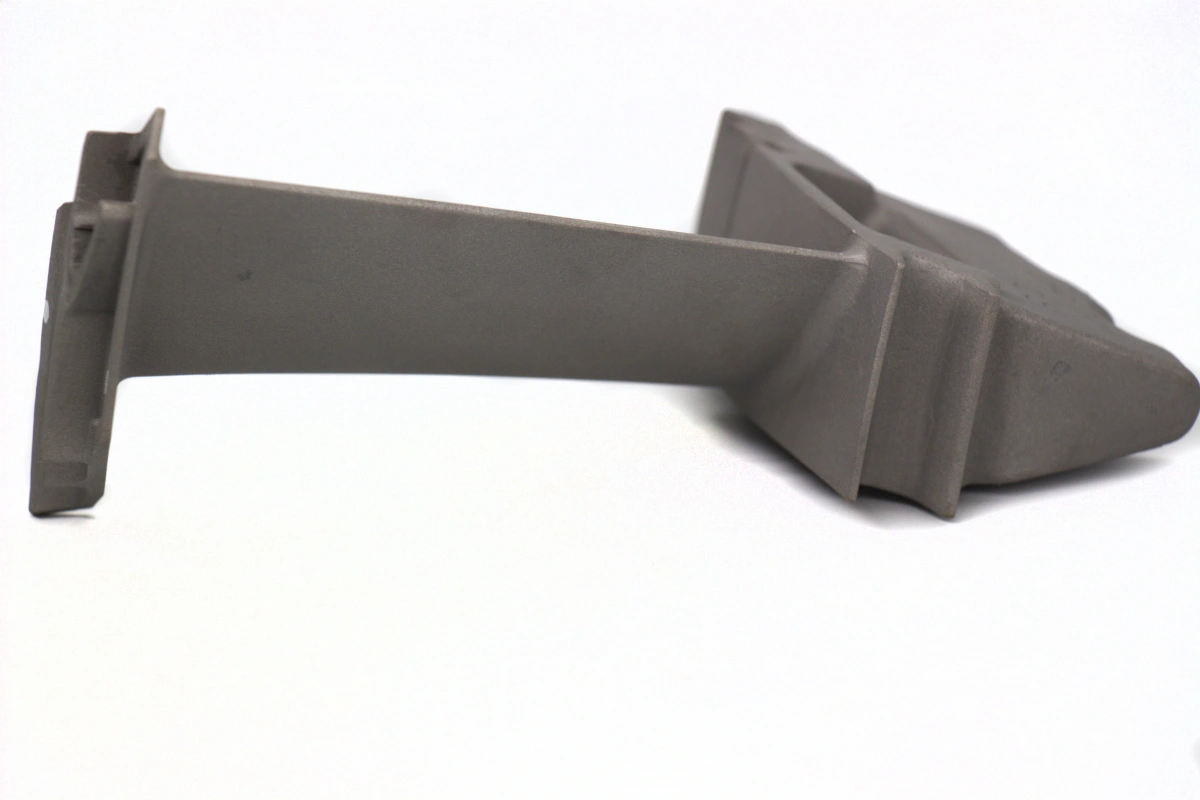
部品が持続荷重下でより高い温度で作動し、既知の応力経路に沿った改善されたクリープ耐性の恩恵を受ける場合、方向性凝固鋳造がより良いオプションとなります。これは、典型的な等軸晶部品よりも高温への長時間曝露とより強い機械的要件を経験する場所において、特に GE 7E または 7EA 構成の選択されたタービンブレード、ガイドベーン、および高負荷の高温ガスパス部品に関連することがよくあります。
また、等軸晶の性能が限界に近いが、アプリケーションが依然として完全な単結晶ルートを必要とせず、経済的にもサポートしない場合、方向性凝固鋳造は良い解決策です。多くの産業用ガスタービン部品において、このルートは性能マージンと製造実用性の間で最高のバランスを提供します。
単結晶鋳造が正しい選択である場合
部品が最も熱的および機械的に苛酷な領域で作動し、結晶粒界を排除することから明確な利益を得る場合に、単結晶鋳造を検討すべきです。これは通常、クリープ寿命と熱疲労耐性が設計要件を支配する、最高負荷のブレードおよびベーン位置に適用されます。
しかし、GE 7B、7E、7EA フリート全体において、すべての部品がコストを正当化するほど単結晶から恩恵を受けるわけではありません。多くの産業用電力アプリケーションでは、可用性、コスト、修理ロジック、および運転温度の必要なバランスにより、方向性または等軸晶ルートの方が適切である可能性があります。したがって、単結晶は、すべての部品の自動アップグレードとしてではなく、プレミアム高温部品のための標的型解決策として扱うのが最適です。
適切な場合、部品の設計と負荷に応じて、CMSX シリーズ、単結晶合金、および選択されたレネ N5またはレネ N6ルートなどの高度な材料ファミリが関連する可能性があります。
鋳造ルートを部品に適合させる方法
まず運転温度を考慮する
持続金属温度が高いほど、部品は方向性または単結晶の結晶粒構造から恩恵を受ける可能性が高くなります。低負荷の部品または間欠的な熱曝露を受ける部品は、多くの場合、等軸晶鋳造に適したままです。
主要な応力モードを評価する
部品が一方向に強い荷重を受ける場合、方向性凝固鋳造は有用な性能向上をもたらす可能性があります。応力状態がそれほど極端でないか、より分散している場合、等軸晶鋳造で十分な場合があります。単結晶は、部品が極端なクリープ要件に直面し、方向性結晶粒界自体が制限要因となる場合に最も価値があります。
部品形状と製造容易性を確認する
複雑な形状、薄肉、内部通路、および厳しい外部輪郭はすべて、ルート選択に影響を与えます。一部の部品は等軸晶形式で反復可能に製造するのが容易ですが、より高度な結晶粒構造は、より厳格な凝固制御と欠陥防止を要求します。
決定にコストとリードタイムを含める
多くの GE 7B、7E、7EA 部品、特にアフターマーケット供給においては、速度とコストが主要な懸念事項です。等軸晶または方向性凝固鋳造が実際の寿命目標を満たせる場合、単結晶に移行しても実質的なビジネスケースが改善されない可能性があります。
早期に修理戦略を考慮する
部品が超合金溶接、寸法復元、および再コーティングを通じて修理される可能性が高い場合、ライフサイクルサポートを念頭に置いて鋳造ルートを選択する必要があります。一部の構造は、他の構造よりも自然に修理プログラムに統合されます。
ルート選択における後処理の役割
鋳造ルートの選択は、最終的な性能方程式の一部に過ぎません。鋳造後、ほとんどの GE 7B、7E、7EA 部品は、サービス準備を整えるために下流処理を必要とします。熱処理は微細組織を安定化させ、鋳造応力を低減します。HIPは、重要な鋳造品の密度と内部健全性を向上させることができます。CNC 加工は、最終的な基準面、シール面、およびインターフェースを生成します。TBC(熱遮断コーティング)は、金属温度を下げ、サービス寿命を延ばすために必要になる場合があります。
これらの後処理工程は、等軸晶または方向性部品の性能を大幅に向上させることができるため、成功する部品を実現するために必ずしも最も高度な結晶粒構造が必要であるとは限りません。デフォルトで最も高価な鋳造構造を選択するよりも、十分に制御された全体的なルートの方が重要であることがよくあります。
なぜ検査が決定の一部でなければならないのか
各鋳造ルートには、異なる欠陥リスクと検査要件が伴います。このため、材料試験および分析は、当初からルート決定の一部であるべきです。検査には、部品タイプに応じて、寸法検証、金組織レビュー、X 線検査、化学検証、およびその他の評価が含まれる場合があります。
より高度な構造は、結晶欠陥、配向問題、または内部の不連続性が性能により深刻な影響を与える可能性があるため、通常より厳格な検査基準を必要とします。アフターマーケットのタービン部品而言、品質検証こそが、技術的に可能なルートを商業的に信頼性の高いものに変えるものです。
GE 7B、7E、7EA 部品に関する実用的な推奨事項
多くの一般的な高温部品および燃焼隣接部品にとって、等軸晶鋳造はコスト、形状対応能力、および十分な高温性能のバランスを取るため、最も実用的な選択です。より過酷なブレード、ベーン、およびより強い持続荷重を受ける他の部品については、方向性凝固鋳造がしばしばより良いルートです。単結晶は、その性能優位性が追加の複雑さを正当化するほどサービス寿命を直接向上させる、プレミアム負荷のアプリケーション用に留保すべきです。
簡単に言えば、正しいルートとは最も高度なものではありません。それは、部品の実際の負荷、供給要件、およびライフサイクル戦略に合致するものです。
関連する高温タービンアプリケーション
GE 7B、7E、7EA 部品に使用されるのと同じ鋳造ルート論理は、より広範な発電およびエネルギーや航空宇宙および航空などの他の過酷なサービス業界にも適用されます。同様の決定は、ガスタービン部品、高温合金アセンブリ、排気システム部品、およびタービンエンジン部品においても現れます。
これらすべてのアプリケーションにおいて、最も成功するプロジェクトは、材料構造、製造ルート、後処理、および検査を完全なエンジニアリングプランに整合させるものです。
結論
GE 7B、7E、7EA 部品に適切な鋳造ルートを選択するには、メーカーはすべての部品に同じルートを適用するのではなく、各部品の真のサービス要件を評価する必要があります。等軸晶鋳造は、コストと性能のバランスが取れた場合に最も適していることがよくあります。方向性凝固鋳造は、部品が定義された荷重経路に沿ってより良い高温強度を必要とする場合に理想的です。単結晶は、サービス環境がそのプレミアムのクリープおよび疲労耐性を明確に必要とする場合にのみ選択すべきです。
真空精密鋳造、適切な後処理、および信頼性の高い検査によってサポートされれば、各ルートは GE 7B、7E、7EA の交換用およびアフターマーケット部品製造において貴重な役割を果たすことができます。最良の結果は、必要な寿命、製造容易性、および価値を同時に提供するルートを選択することからもたらされます。