Español
Fabricante de Piezas Aeroespaciales Personalizadas de Superaleación
Servicios de Fabricación de Piezas Aeroespaciales y de Aviación
NewayAeroTech ofrece servicios de fabricación personalizada de piezas aeroespaciales y de aviación para motores de aeronaves, turbinas aeronáuticas, sistemas de propulsión UAV y componentes de vuelo de alta temperatura. Ofrecemos fundición de inversión al vacío, fundición monocristalina, fundición direccional, fundición equiaxial, mecanizado CNC de superaleaciones, EDM, tratamiento térmico, preparación de recubrimientos, inspección y entrega de componentes terminados.
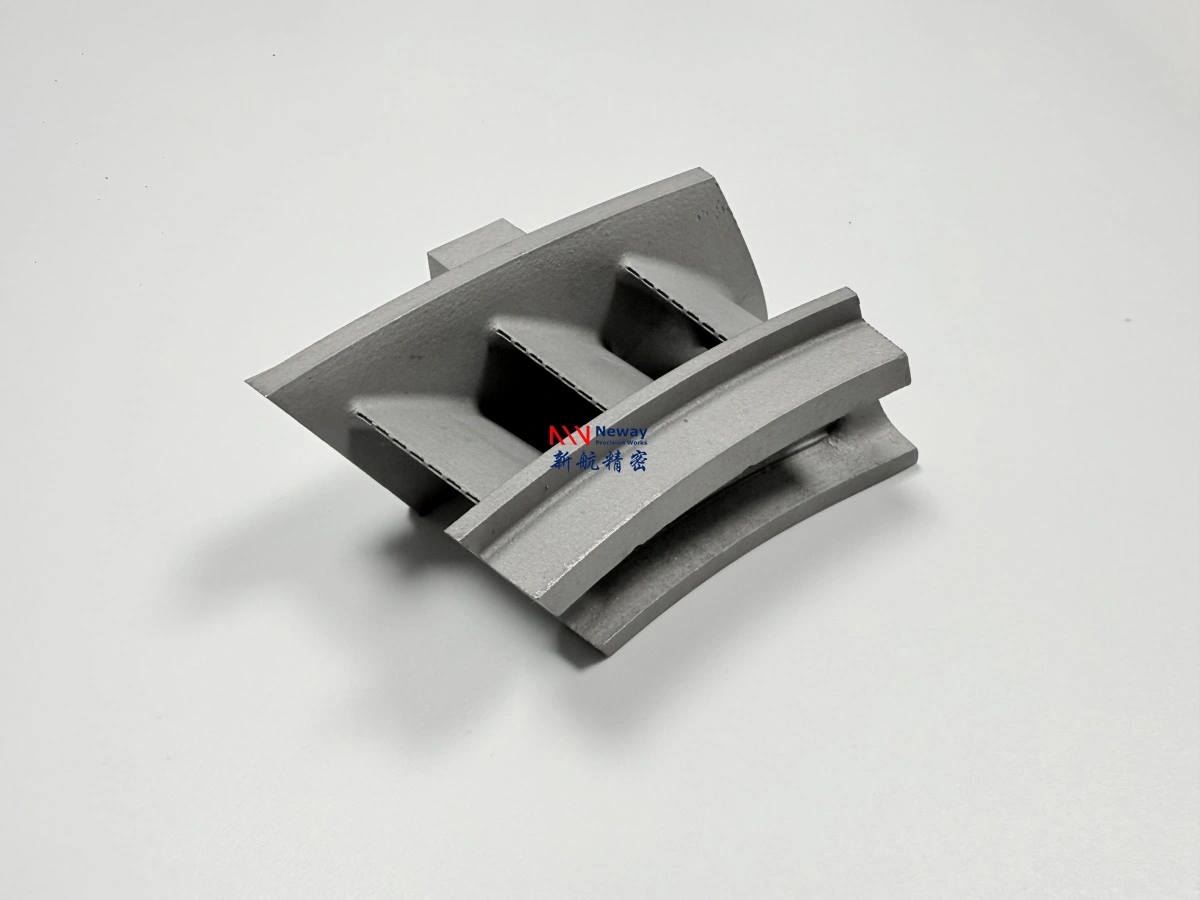
Piezas Aeroespaciales y de Aviación que Fabricamos
NewayAeroTech fabrica componentes aeroespaciales y de aviación personalizados para motores de aeronaves, turbinas UAV, sistemas de propulsión aeronáutica y aplicaciones de vuelo a alta temperatura. Ofrecemos soporte para piezas de sección caliente, piezas de combustión y escape, componentes rotativos y estructurales, piezas de turbinas UAV y componentes aeroespaciales personalizados desde prototipos hasta producción de bajo volumen.

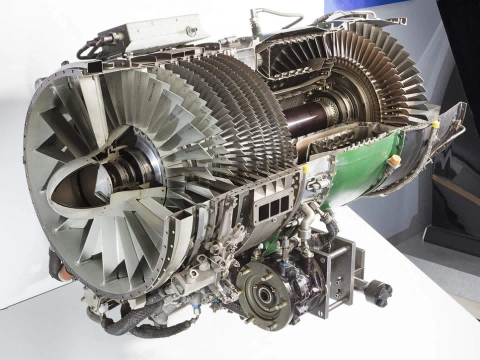
Secciones de Motores Aeronáuticos que Soportamos
NewayAeroTech ofrece soporte para componentes de motores aeronáuticos y de propulsión de aviación en las secciones de combustión, turbina, compresor, escape, accesorios y estructura, ayudando a los clientes a fabricar componentes aeronáuticos precisos, ligeros y resistentes a altas temperaturas.

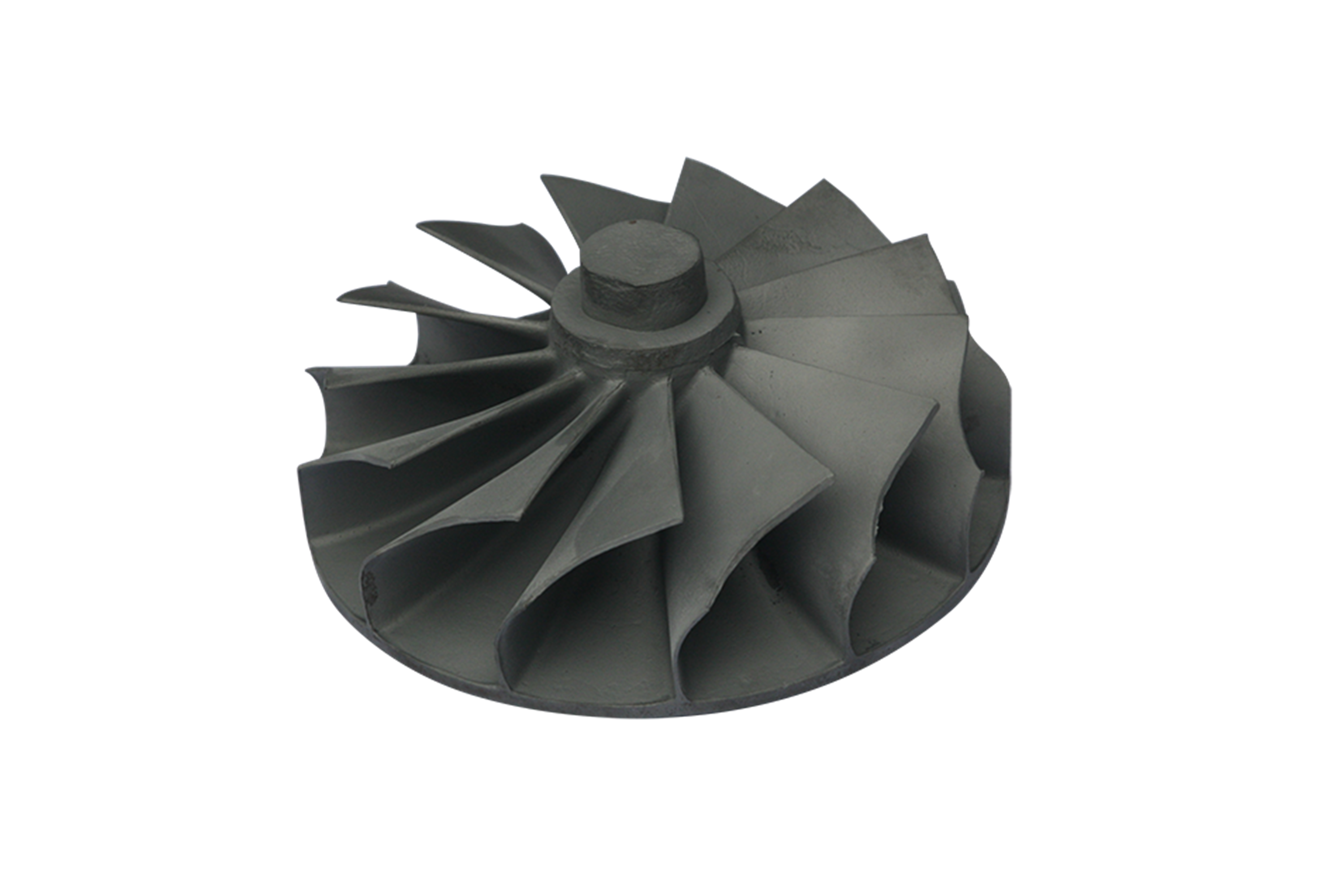
Desde la Fundición de Superaleaciones hasta Componentes Aeroespaciales Listos para Volar
NewayAeroTech respalda la fabricación de componentes aeroespaciales desde la selección de materiales y la fundición de superaleaciones hasta el posprocesado y la inspección, ayudando a los clientes a desarrollar piezas de motores de aeronaves listas para volar, componentes de turbinas UAV y piezas aeronáuticas de alta temperatura.
Comencemos un nuevo proyecto hoy
Fabricación de Prototipos y Muestras Aeroespaciales de Bajo Volumen
NewayAeroTech apoya la fabricación de prototipos y muestras aeroespaciales mediante fundición, mecanizado CNC, impresión 3D, tratamiento térmico, HIP, posprocesado e inspección. Ayudamos a los clientes a desarrollar piezas de turbinas UAV, componentes de motores de aeronaves, piezas para pruebas de ingeniería y componentes aeroespaciales de bajo volumen a partir de planos, archivos CAD, muestras o datos de escaneo 3D.

Experiencia en Componentes de Motores Aeronáuticos y Turbinas
NewayAeroTech apoya componentes de motores de aeronaves, turbinas UAV, combustión aeroespacial, componentes rotativos y estructurales mediante fundición de superaleaciones, mecanizado CNC, EDM, tratamiento térmico, HIP, posprocesado, inspección y soporte para producción de bajo volumen.
Explorar recursos relacionados



Neway Precision Works Ltd.
No. 3 Lefushan Industry West Road
Fenggang, Dongguan, China
Código postal 523000
Servicios
Soluciones
Copyright © 2026 Aero Precision Works Ltd.All Rights Reserved.