So wählen Sie den richtigen Gießweg für GE Frame 6B-Teile
Die Wahl des richtigen Gießwegs für GE Frame 6B-Teile ist eine der wichtigsten Entscheidungen bei der Herstellung von Hochtemperaturkomponenten. Unterschiedliche Teile in der Frame 6B-Plattform arbeiten unter verschiedenen thermischen, mechanischen und umweltbedingten Belastungen. Daher hängt der beste Gießweg von der Betriebstemperatur der Komponente, dem Spannungsmodus, der erwarteten Lebensdauer, der Reparaturstrategie und den Kostenzielen ab. Für Turbinenschaufeln, Leitschaufeln, Düsensegmente, Abdeckringe und andere Heißgasteil-Komponenten läuft die Entscheidung oft auf drei Hauptwege hinaus: Guss mit globulitischer Kristallstruktur, Gerichtet erstarrter Superlegierungsguss und Einkristallguss.
Jeder Weg bietet ein unterschiedliches Gleichgewicht aus Kosten, Fertigbarkeit, Kriechbeständigkeit, Ermüdungsverhalten, Fehlerempfindlichkeit und Komplexität nachgelagerter Prozesse. Bei Ersatz- und Nachmarktteilen für GE Frame 6B kann die Auswahl des richtigen Wegs die Betriebssicherheit verbessern, die Herstellungskosten kontrollieren und das Risiko einer Über- oder Unterdimensionierung der Komponente verringern. In der Praxis wird die beste Wahl meist getroffen, indem die Gussstruktur an die tatsächliche Beanspruchung des Teils angepasst wird, anstatt in jedem Fall standardmäßig den hochwertigsten Weg zu wählen.
Warum die Auswahl des Gießwegs für Frame 6B-Teile wichtig ist
GE Frame 6B-Teile sind je nach ihrer Position in der Turbine einem breiten Spektrum an Betriebsbedingungen ausgesetzt. Einige Komponenten sind hauptsächlich Oxidation und moderaten thermischen Wechselbelastungen ausgesetzt. Andere arbeiten unter anhaltend hohen Temperaturen mit erheblicher Zentrifugalbelastung, Vibration und thermischer Ermüdung. Eine Komponente, die als globulitischer Guss gut funktioniert, könnte an einer stärker belasteten Stelle im Heißgasteilbereich nicht überleben, während ein Einkristallweg für Teile, die nicht von seinem vollen Leistungspotenzial profitieren, unnötig und zu teuer sein kann.
Der Gießweg beeinflusst auch die Reparierbarkeit, die Inspektionsstrategie, das Bearbeitungsverhalten, die Beschichtungskompatibilität und die Durchlaufzeit. Aus diesem Grund sollte die Gussauswahl als Teil eines vollständigen Fertigungswegs betrachtet werden, der auch Vakuum-Feinguss, Wärmebehandlung, Heißisostatisches Pressen (HIP), CNC-Bearbeitung von Superlegierungen, Schweißen von Superlegierungen und Wärmedämmschicht (TBC) umfassen kann.
Verständnis der drei Hauptgießwege
Globulitischer Guss (Equiaxed Casting)
Guss mit globulitischer Kristallstruktur erzeugt eine polykristalline Struktur mit Körnern, die in mehrere Richtungen wachsen. Dieser Weg wird häufig verwendet, da er ein praktisches Gleichgewicht aus Kosten, Fertigbarkeit und mechanischer Leistung bietet. Er ist oft geeignet für Komponenten, die eine gute Gesamtfestigkeit und Wärmebeständigkeit erfordern, aber nicht unter den extremsten kriechgetriebenen Bedingungen arbeiten.
Globulitische Gussteile werden häufig für Komponenten gewählt, bei denen die Teilgeometrie komplex ist, die Kostensensitivität wichtig ist und die Betriebsbelastung geringer ist als bei den höchstbelasteten rotierenden Heißgasteil-Komponenten. Sie können auch für reparierbare oder austauschbare Hardware im industriellen Gasturbinenbetrieb attraktiv sein.
Gerichtet erstarrter Guss (Directional Casting)
Gerichtet erstarrter Guss erzeugt längliche Körner, die hauptsächlich entlang der Hauptspannungsrichtung ausgerichtet sind. Durch die Reduzierung der Anzahl der Korngrenzen quer zur Hauptbelastung bieten gerichtet erstarrte Gussteile im Hochtemperaturdienst im Allgemeinen eine bessere Kriech- und Ermüdungsbeständigkeit als globulitische Strukturen.
Dieser Weg ist besonders relevant für Schaufeln, Leitschaufeln und Heißgaspfad-Komponenten, die einer anhaltenden thermischen Belastung und Spannung in vorhersagbaren Richtungen ausgesetzt sind. Der gerichtet erstarrte Guss bietet oft einen starken Mittelweg zwischen der Erschwinglichkeit des globulitischen Gusses und der Leistung des Einkristallgusses.
Einkristallguss (Single Crystal Casting)
Einkristallguss eliminiert Großwinkel-Korngrenzen vollständig und erzeugt eine Komponente mit einer einzigen kristallographischen Orientierung. Dies verleiht der Struktur in den richtigen Anwendungen eine hervorragende Kriechbeständigkeit und eine starke Hochtemperatur-Ermüdungsleistung. Einkristall wird typischerweise dort eingesetzt, wo die höchste Leistung im Heißgasteilbereich erforderlich ist und die Einsatzumgebung die zusätzliche Fertigungskomplexität und -kosten rechtfertigt.
Dieser Weg wird im Allgemeinen für die thermisch und mechanisch anspruchsvollsten Turbinenschaufeln und Leitschaufeln ausgewählt, insbesondere wenn eine lange Lebensdauer bei erhöhter Temperatur kritisch ist und die Komponente direkt von der grenzfreien Kristallstruktur profitiert.
Wann globulitischer Guss die richtige Wahl für Frame 6B-Teile ist
Globulitischer Guss ist oft die beste Wahl, wenn das GE Frame 6B-Teil gute Hochtemperatureigenschaften benötigt, aber nicht die Premium-Kriechbeständigkeit von gerichtet erstarrten oder Einkristall-Strukturen erfordert. Dies kann auf ausgewählte Leitschaufeln, Düsen, brennkammernahe Strukturen, Unterstützungshardware und einige Heißgaspfad-Teile zutreffen, bei denen die thermische Belastung erheblich ist, der Spannungszustand jedoch weniger schwerwiegend ist als bei hochbelasteten rotierenden Schaufeln.
Globulitischer Guss ist auch attraktiv, wenn Kostenkontrolle und Fertigbarkeit Priorität haben. Er unterstützt komplexe Formen gut, lässt sich effizient mit Vakuum-Feinguss integrieren und bietet normalerweise mehr Flexibilität für Reparatur und nachgelagerte Verarbeitung. In Nachmarktprogrammen ist er oft eine praktische Lösung für Ersatzteile, bei denen die Leistungsziele anspruchsvoll, aber nicht extrem sind.
Zu den Materialsystemen, die häufig bei globulitischen Gießwegen in Betracht gezogen werden, gehören Inconel-Legierungen, Nimonic-Legierungen, Hastelloy-Legierungen, Stellite-Legierungen und ausgewählte Rene-Legierungen, abhängig von der genauen Funktion des Teils.
Wann gerichtet erstarrter Guss die richtige Wahl für Frame 6B-Teile ist
Gerichtet erstarrter Guss wird zur besseren Option, wenn die Komponente einer starken thermischen und mechanischen Belastung in einer Hauptrichtung ausgesetzt ist und eine bessere Kriechfestigkeit benötigt, als eine globulitische Struktur zuverlässig bieten kann. Dies ist oft relevant für Schaufeln der ersten Stufe oder andere hochbelastete Schaufeln, Leitschaufeln und ausgewählte Heißgaspfad-Teile, bei denen eine prolonged Exposition gegenüber erhöhten Temperaturen den Lebensdauerverbrauch antreibt.
Für GE Frame 6B-Hardware kann gerichtet erstarrter Guss eine besonders gute Passform sein, wenn die Anforderungen im Betrieb zu hoch für einen konventionellen globulitischen Weg sind, aber Kosten oder Fertigbarkeit Einkristall weniger attraktiv machen. Er hilft, die Hochtemperaturleistung zu verbessern, ohne auf den komplexesten verfügbaren Gießweg umzusteigen.
Gerichtet erstarrter Guss kann auch gut funktionieren, wenn das Teil Leistung und Lieferpraktikabilität im industriellen Turbinenbetrieb ausbalancieren muss. In vielen Fällen ist es der effizienteste Weg für Komponenten, die einer erhöhten Kriechbelastung standhalten müssen, aber aus Produktions- und Kostensicht weiterhin realistisch bleiben müssen.
Wann Einkristallguss die richtige Wahl für Frame 6B-Teile ist
Einkristallguss ist die richtige Wahl, wenn das Teil in der anspruchsvollsten thermischen Umgebung arbeitet und klare Vorteile hinsichtlich Lebensdauer oder Zuverlässigkeit durch die Eliminierung von Korngrenzen erzielt. Für Frame 6B-Teile ist dieser Weg im Allgemeinen Premium-Anwendungen für Schaufeln oder Leitschaufeln im Heißgasteilbereich vorbehalten, bei denen Kriech- und thermische Ermüdungsbeständigkeit bei sehr hohen Temperaturen dominierende Konstruktionsanforderungen sind.
Allerdings ist Einkristall nicht automatisch die beste Lösung für jedes Heißgasteil-Teil. Er führt zu größerer Fertigungskomplexität, höherer Fehlerempfindlichkeit, strengerer Prozesskontrolle und typischerweise höheren Kosten. Wenn die Komponente nicht vollständig von einer Einkristall-Struktur profitiert, schaffen die zusätzlichen Ausgaben möglicherweise keinen echten Mehrwert. Aus diesem Grund sollte die Wegauswahl auf tatsächlichen Betriebsbedingungen basieren und nicht auf der Annahme, dass eine höhere Strukturbekompliziertheit immer eine bessere Gesamtökonomie bedeutet.
Wo Einkristall angemessen ist, werden Materialfamilien wie die CMSX-Serie, Einkristall-Legierungen und fortschrittliche Rene-Legierungen häufig mit diesen Wegen in Verbindung gebracht.
Vergleich von globulitischem, gerichtet erstarrtem und Einkristall-Guss für Frame 6B-Teile
Leistung vs. Kosten
Globulitische Gussteile bieten normalerweise die niedrigsten Kosten und die breiteste Fertigbarkeit. Gerichtet erstarrter Guss fügt Prozesskomplexität und Kosten hinzu, verbessert aber die mechanische Hochtemperaturleistung in der Hauptspannungsrichtung. Einkristall liefert die höchste theoretische Leistung im Heißgasteilbereich, erfordert aber auch die größte Prozesskontrolle und normalerweise die höchste Investition.
Für viele Frame 6B-Nachmarktteile ist gerichtet erstarrter Guss der beste Kompromiss, wenn globulitisch nicht ausreicht und Einkristall mehr ist, als die Anwendung wirklich benötigt.
Fertigungskomplexität
Globulitischer Guss ist im Allgemeinen verzeihender und leichter für ein breiteres Spektrum an Geometrien skalierbar. Gerichtet erstarrter Guss erfordert eine engere Kontrolle der Erstarrung und des Fehlermanagements. Einkristall erfordert eine extrem genaue Orientierungskontrolle und Fehlervermeidung während des gesamten Prozesses.
Je fortschrittlicher die Struktur wird, desto anspruchsvoller werden auch die Anforderungen an Inspektion und Qualifizierung, insbesondere wenn die Komponente für den kritischen Einsatz im Heißgasteilbereich vorgesehen ist.
Überlegungen zu Reparatur und Wartung
Die Reparaturstrategie ist im industriellen Gasturbinenbetrieb von Bedeutung. Einige globulitische und gerichtet erstarrte Teile passen möglicherweise natürlicher in Restaurierungsprogramme, die Schweißen von Superlegierungen, Wiederherstellung der Maße und Neubeschichtung umfassen. Einkristall-Teile können viel strengere Reparaturkontrollen erfordern, da die Aufrechterhaltung der strukturellen Vorteile des ursprünglichen Gießwegs schwieriger ist.
Dies bedeutet nicht, dass Einkristall vermieden werden sollte. Es bedeutet lediglich, dass die Wegauswahl den gesamten Lebenszyklus des Teils berücksichtigen sollte, nicht nur die anfängliche Herstellungsphase.
Rolle des Vakuum-Feingusses bei allen drei Wegen
Vakuum-Feinguss unterstützt alle drei Wege, indem er die präzise, schalenbasierte Prozessgrundlage bereitstellt, die für den fortschrittlichen Guss von Hochtemperaturlegierungen erforderlich ist. Dies ist besonders wichtig, da er hilft, Kontamination und Oxidation während des Schmelzens und Gießens zu kontrollieren, was für die Integrität von Superlegierungen entscheidend ist.
Unabhängig davon, ob die endgültige Struktur globulitisch, gerichtet erstarrt oder einkristallin ist, helfen vakuumkontrollierte Gussbedingungen, die Legierungsreinheit, die Maßkonsistenz und die Prozesszuverlässigkeit zu verbessern. Dies macht den Vakuum-Feinguss zu einem der zentralen ermöglichenden Prozesse hinter der fortschrittlichen Herstellung von Frame 6B-Teilen.
Wie die Nachbearbeitung die beste Wegauswahl beeinflusst
Der Gießweg kann nicht isoliert gewählt werden. Nachgelagerte Prozesse beeinflussen die Endteil-Leistung und die gesamte Fertigungseffizienz stark. Nach dem Gießen können Frame 6B-Teile eine Wärmebehandlung zur Stabilisierung des Gefüges, HIP zur Verbesserung der inneren Dichtheit, CNC-Bearbeitung zur Erzeugung der finalen Schnittstellen und TBC zur Verlängerung der Hochtemperaturlebensdauer erfordern.
Diese Prozesse können die Leistung von globulitischen oder gerichtet erstarrten Gussteilen erheblich steigern und sie können das wirtschaftliche Gleichgewicht zwischen den drei Wegen verändern. Ein gut konstruiertes globulitisches oder gerichtet erstarrtes Teil mit starker Nachbearbeitung kann in der realen Kostenwirksamkeit eine schlecht angepasste Einkristall-Lösung übertreffen.
Bedeutung von Prüfung und Inspektion bei der Wegauswahl
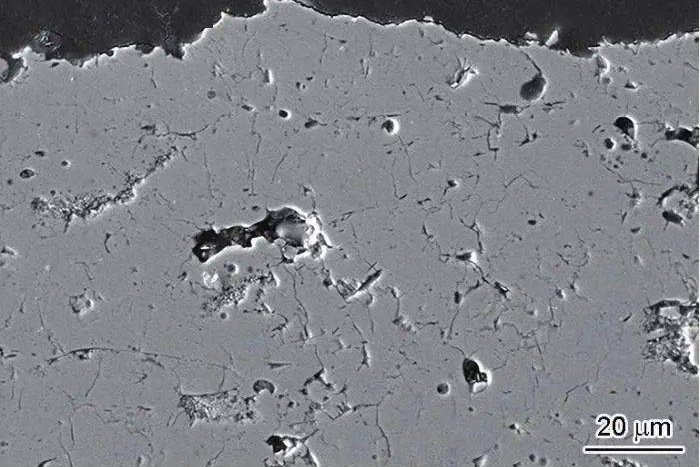
Inspektion und Prüfung sind zentral für die Auswahl des Gießwegs, da jede Struktur unterschiedliche Fehlerrisiken und Qualitätsanforderungen mit sich bringt. Materialprüfung und -analyse helfen zu verifizieren, dass der gewählte Weg das beabsichtigte Gefüge, die Chemie und die innere Integrität erzeugt hat.
Für Frame 6B-Teile kann die Qualitätskontrolle je nach Komponentenfunktion eine dimensionsmäßige Verifizierung, Röntgeninspektion, metallographische Überprüfung, chemische Analyse und mechanische Prüfung umfassen. Fortgeschrittenere Wege erfordern im Allgemeinen eine strengere Verifizierung, da die Folgen von Strukturfehlern schwerwiegender sein können.
Praktische Richtlinien für die Wahl des richtigen Wegs
Globulitischer Guss ist normalerweise der beste Ausgangspunkt, wenn das Teil einem moderaten bis hohen thermischen Dienst ausgesetzt ist, aber nicht der extremsten kriechgetriebenen Belastung. Gerichtet erstarrter Guss ist typischerweise der richtige Schritt, wenn das Teil höheren anhaltenden Temperaturen und Spannungen in einer definierten Richtung ausgesetzt ist und mehr Lebensdauermarge benötigt. Einkristall ist am angemessensten, wenn das Teil wirklich in der schwierigsten Umgebung arbeitet und der Leistungsgewinn die zusätzlichen Kosten und die Prozesskontrolle rechtfertigt.
Mit anderen Worten: Der richtige Weg ist derjenige, der zur tatsächlichen Betriebsbeanspruchung der GE Frame 6B-Komponente passt und gleichzeitig in die Fertigungs-, Inspektions- und Wartungsstrategie hinter dem Teil integriert ist.
Verwandte Anwendungen für Hochtemperaturkomponenten
Dieselbe Auswahllogik, die für GE Frame 6B-Teile verwendet wird, gilt auch breit gefächert für die Stromerzeugung und andere Sektoren mit schweren Einsatzbedingungen wie Energie sowie Luft- und Raumfahrt sowie Luftfahrt. Ähnliche Fertigungsentscheidungen treten bei Gasturbinenkomponenten, Baugruppen aus Hochtemperaturlegierungen, Strahltriebwerkskomponenten und Turbinentriebwerksteilen auf.
Dieser weitere Kontext zeigt, dass die Auswahl des Gießwegs nicht nur eine materialwissenschaftliche Entscheidung ist. Es ist auch eine lebenszyklusorientierte Fertigungsentscheidung, die durch Geometrie, Einsatzbedingungen, Kosten, Reparaturlogik und Inspektionsanforderungen geprägt wird.
Fazit
Die Wahl des richtigen Gießwegs für GE Frame 6B-Teile bedeutet, die Betriebsanforderungen des Teils an die geeignetste Struktur anzupassen: globulitisch für ausgewogene Leistung und Kosten, gerichtet erstarrt für verbesserte Hochtemperaturfestigkeit in der Hauptspannungsrichtung oder Einkristall für die anspruchsvollsten Umgebungen im Heißgasteilbereich. Kein einzelner Weg ist universell am besten. Die korrekte Antwort hängt davon ab, wie die Komponente tatsächlich im Betrieb funktioniert.
Unterstützt durch Vakuum-Feinguss, ordnungsgemäße Nachbearbeitung und zuverlässige Inspektion, kann jeder dieser Gießwege eine wertvolle Rolle bei der Herstellung von GE Frame 6B-Nachmarkt- und Ersatzteilen spielen. Die besten Ergebnisse erzielen Sie, indem Sie den Weg wählen, der die erforderliche Lebensdauer und Zuverlässigkeit liefert, ohne unnötige Kosten oder unnötige Komplexität.
Häufig gestellte Fragen (FAQs)
Welche 6B-Teile werden typischerweise mit globulitischem Guss hergestellt?
Wann ist gerichtet erstarrter Guss eine bessere Option für 6B-Turbinenkomponenten?
Warum ist Einkristallguss für einige 6B-Ersatzteile unnötig?
Wie beeinflusst die Kornstruktur die Kriech- und thermische Ermüdungsbeständigkeit?
Wie sollten Hersteller Haltbarkeit, Durchlaufzeit und Kosten für 6B-Gussteile ausbalancieren?