Service d'Impression 3D de Superalliages par WAAM (Fabrication Additive par Fil et Arc)
Alors que les industries évoluent et s'adaptent aux avancées technologiques, la demande en matériaux et techniques de fabrication haute performance reste constante. L'une des innovations les plus passionnantes dans ce domaine est la Fabrication Additive par Fil et Arc (WAAM). Ce procédé de fabrication additive combine la flexibilité de l'impression 3D avec la puissance du soudage à l'arc pour créer des composants complexes, durables et hautes performances, utilisant principalement des superalliages comme l'Inconel, le Hastelloy et les alliages de titane.
La WAAM permet la production de pièces aux excellentes propriétés mécaniques, à haute précision et avec un minimum de déchets de matière, ce qui en fait un choix idéal pour des industries telles que l'aérospatiale et l'aviation, l'automobile, la production d'énergie, et plus encore. Ce blog explorera en détail le procédé WAAM, en se concentrant sur les matériaux adaptés, le processus de fabrication, la post-traitement, les tests et son large éventail d'applications dans les industries critiques.
Comprendre le Procédé WAAM et les Matériaux Utilisés
La Fabrication Additive par Fil et Arc utilise un matériau d'apport sous forme de fil, souvent un superalliage, qui est fondu à l'aide d'un arc électrique. Ce processus permet le dépôt rapide de matière pour construire les pièces couche par couche. Le superalliage utilisé dans ce processus doit être capable de résister à des environnements extrêmes et à des températures élevées, ce qui rend des matériaux comme l'Inconel, le Hastelloy et le Titane des candidats idéaux pour les applications WAAM.
Le processus bénéficie également de méthodes avancées de post-traitement comme le Pressage Isostatique à Chaud (HIP) et le traitement thermique, qui aident à améliorer les propriétés matérielles de la pièce imprimée, garantissant qu'elles répondent aux exigences de performance spécifiques à l'industrie.
Post-Traitement en WAAM : Amélioration des Propriétés Matérielles
Une fois le composant fabriqué, le post-traitement joue un rôle crucial dans l'affinage de la microstructure de la pièce et l'amélioration de ses propriétés mécaniques. Le traitement thermique et le soudage de superalliages peuvent aider à éliminer les contraintes résiduelles et à améliorer la résistance, la résistance à la fatigue et les performances globales.
L'usinage CNC de superalliages peut également être utilisé pour obtenir des géométries précises, améliorant la finition de surface et la précision dimensionnelle de la pièce. Ces étapes de post-traitement garantissent que les composants WAAM répondent aux normes élevées requises pour les applications critiques dans l'aérospatiale, l'automobile et la production d'énergie.
Tests et Assurance Qualité dans la Production WAAM
Pour garantir la fiabilité et les performances des composants WAAM, des tests approfondis sont essentiels. Des techniques comme la vérification par Machine à Mesurer Tridimensionnelle (MMT), la vérification par rayons X et la microscopie métallographique peuvent être utilisées pour inspecter la qualité interne et externe des pièces imprimées. Ces méthodes de contrôle qualité garantissent que les pièces sont exemptes de défauts et répondent aux normes strictes pour les applications hautes performances.
Applications de la WAAM dans les Industries Critiques
La technologie WAAM a de larges applications dans les industries nécessitant des matériaux hautes performances, y compris l'aérospatiale, l'automobile et la production d'énergie. Dans l'aérospatiale, la WAAM produit des composants structurels légers et complexes pouvant résister à des conditions opérationnelles extrêmes. De même, dans le secteur automobile, elle aide à produire des pièces durables et à haute résistance tout en minimisant les déchets de matière.
En tirant parti des avantages uniques des superalliages, de l'impression 3D et des techniques avancées de post-traitement, la WAAM révolutionne la fabrication de composants hautes performances pour les industries critiques.
Comprendre la WAAM : Aperçu Technologique
Fondamentalement, la Fabrication Additive par Fil et Arc (WAAM) est un procédé de fabrication additive qui utilise un arc de soudage pour fondre et déposer de la matière sur un substrat. Contrairement au soudage traditionnel, dont le but est de fusionner des matériaux, la WAAM vise à construire des pièces couche par couche, similairement à d'autres technologies d'impression 3D. Le processus utilise une alimentation en fil qui est fondu par l'arc et déposé sur le substrat pour former la pièce souhaitée. L'avantage de la WAAM réside dans sa capacité à créer des géométries grandes et complexes avec des matériaux à haute résistance, y compris des superalliages, qui peuvent être ensuite traités par des techniques comme le Forgeage de Précision de Superalliages.
La WAAM peut utiliser diverses techniques de soudage, telles que le Soudage à l'Arc avec Fil Fourré (GMAW) ou le Soudage TIG (Tungsten Inert Gas), pour obtenir différentes propriétés dans la pièce finale. La flexibilité de la WAAM la rend adaptée à la création de prototypes et de pièces d'utilisation finale. Elle est particulièrement avantageuse dans les industries nécessitant des pièces résistant à la chaleur, à la pression et à la corrosion extrêmes, comme l'aérospatiale, l'automobile et l'énergie. Dans ces industries, des matériaux comme les alliages Inconel, souvent traités par Moulage à Modèle Perdu sous Vide, sont essentiels en raison de leur résistance aux hautes températures et à l'oxydation.
L'un des avantages significatifs de la WAAM par rapport aux méthodes de fabrication traditionnelles comme le moulage ou l'usinage est sa capacité à créer des composants de forme quasi-nette, réduisant les déchets de matière et le temps de traitement. Contrairement à la Coulée Directionnelle de Superalliages, qui implique des moules complexes et des vitesses de refroidissement précises, le processus additif de la WAAM permet des ajustements rapides dans le dépôt de matière, en faisant une méthode plus agile pour la production de pièces sur mesure.
En combinant la WAAM avec d'autres procédés de fabrication avancés, tels que le Forgeage Isotherme de Superalliages, les fabricants peuvent produire des pièces répondant aux exigences strictes en matière de résistance mécanique et de stabilité thermique. La WAAM s'intègre également bien avec des processus comme la fabrication de Disques de Turbine par Métallurgie des Poudres, ce qui est critique pour les applications où la performance de la pièce est primordiale dans des conditions extrêmes.
Le Processus de Fabrication WAAM
Le processus de fabrication WAAM peut être décomposé en quelques étapes simples mais essentielles :
Sélection et Préparation des Matériaux
Avant que le processus d'impression ne commence, le bon matériau superalliage doit être sélectionné. Il s'agit généralement d'un matériau d'apport sous forme de fil, dans le cas de la WAAM. Pour les alliages d'Inconel, de Hastelloy ou de Titane, le fil est soigneusement choisi pour répondre aux exigences spécifiques de l'application. Par exemple, un fil de haute pureté est souvent requis pour garantir les propriétés mécaniques de la pièce finale. Dans de nombreux cas, des tests et analyses de matériaux peuvent être utilisés pour évaluer la composition spécifique de l'alliage et s'assurer qu'elle répond aux critères souhaités.
Processus de Construction
Une fois le matériau préparé, l'arc est initié et le fil est introduit dans le bain de fusion, qui forme une structure solide en refroidissant. Le processus est répété couche par couche pour construire le composant. Le taux de dépôt peut être ajusté et la géométrie de la pièce peut être modifiée tout au long du processus de construction. Cette construction couche par couche permet des formes complexes, des canaux de refroidissement internes et une réduction des déchets de matière, la rendant plus efficace que les méthodes traditionnelles. Un traitement thermique peut être appliqué après le processus de construction pour optimiser les propriétés mécaniques et la structure de la pièce finale.
Post-Traitement
Une fois la pièce imprimée, plusieurs étapes de post-traitement sont généralement nécessaires pour obtenir la finition de surface, la précision dimensionnelle et la résistance mécanique requises. Ces étapes peuvent inclure le pressage isostatique à chaud (HIP), qui élimine la porosité interne et améliore l'intégrité du matériau, ou le soudage de superalliages pour améliorer la durabilité et la résistance du composant. De plus, l'application d'un revêtement barrière thermique (TBC) peut fournir une protection supplémentaire contre les dommages thermiques pour les composants opérant dans des environnements extrêmes.
Pour garantir des caractéristiques précises, y compris des canaux de refroidissement internes, le perçage profond et l'usinage par décharge électrique (EDM) peuvent être employés pour l'enlèvement précis de matière et l'ajustement fin de la géométrie de la pièce.
Tests et Assurance Qualité
La qualité des pièces produites par WAAM doit être rigoureusement testée pour garantir qu'elles répondent aux normes élevées des industries comme l'aérospatiale, la défense et l'énergie. Les tests suivants sont couramment utilisés :
Test par Rayons X
Le Test par Rayons X détecte les défauts internes, tels que des vides ou des fissures, qui peuvent être survenus pendant l'impression. Cette technique non destructive garantit que les pièces sont exemptes d'imperfections structurelles qui pourraient affecter leurs performances.
Microscopie Métallographique
La Microscopie Métallographique examine la microstructure du matériau, garantissant une distribution uniforme des grains et identifiant les défauts. Cette analyse est critique pour comprendre la qualité globale du matériau et confirmer qu'il répond aux normes requises.
Test de Traction
Le Test de Traction mesure la résistance et l'élasticité du matériau sous contrainte. Ce test aide à déterminer comment la pièce se comportera lorsqu'elle sera soumise à différentes forces mécaniques.
Test par Microscope Électronique à Balayage (MEB)
Le Test par Microscope Électronique à Balayage (MEB) analyse la surface et la microstructure avec plus de détails, garantissant l'intégrité de la pièce. Le MEB peut détecter des imperfections de surface qui pourraient ne pas être visibles par d'autres méthodes d'inspection.
Test de Fatigue
Les tests de fatigue dynamique et statique aident à évaluer comment le matériau se comportera sous des conditions de charge cyclique. Ces tests simulent les contraintes du monde réel pour garantir que la pièce ne tombera pas prématurément en panne dans des conditions opérationnelles.
Ces tests garantissent que les pièces peuvent résister aux environnements difficiles dans lesquels elles seront utilisées, tels que les moteurs à réaction ou les réacteurs chimiques.
Industries et Applications
La WAAM est particulièrement utile dans les industries nécessitant des matériaux hautes performances et des géométries complexes. Voici quelques applications critiques de la WAAM pour les pièces en superalliages :
Aérospatiale
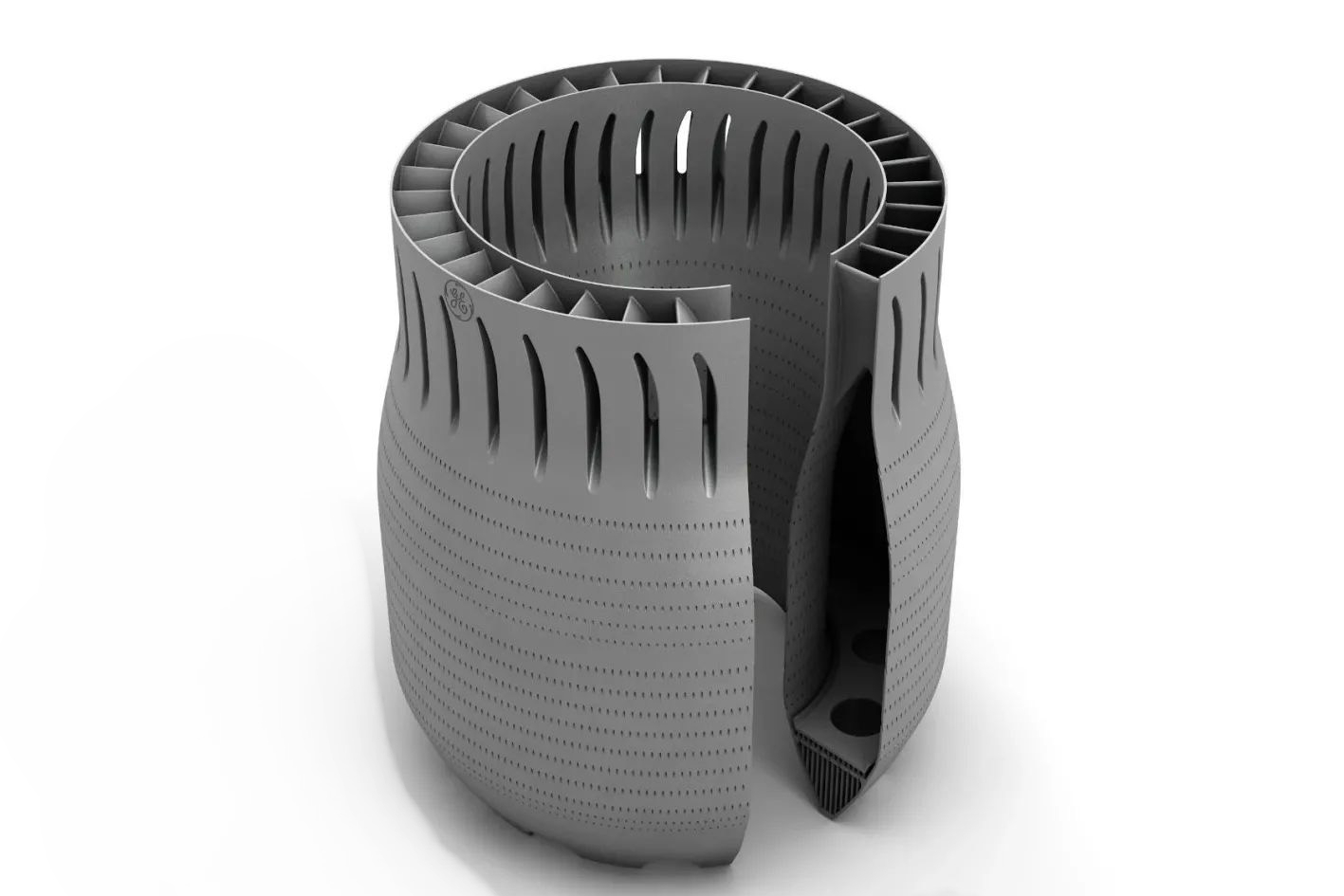
La WAAM est utilisée pour fabriquer des aubes de turbine, des composants de moteur et des pièces de système d'échappement nécessitant une résistance aux hautes températures et un poids minimal. Ces applications sont critiques dans l'industrie de l'Aérospatiale et de l'Aviation, où les pièces en superalliages sont essentielles pour maintenir les performances dans des conditions extrêmes. De plus, les pièces de système d'échappement en superalliages jouent un rôle central pour garantir la durabilité et l'efficacité des systèmes d'échappement dans les applications aérospatiales.
Production d'Énergie
Des pièces d'échangeur de chaleur, des composants de cuve de réacteur et d'autres pièces en superalliages pour turbines et pompes sont couramment produites pour le secteur de la Production d'Énergie. Des matériaux fiables et hautes performances sont essentiels dans les centrales électriques, où les composants doivent résister à des températures extrêmes et à des environnements corrosifs.
Traitement Chimique
La WAAM crée des composants exposés à des environnements hautement corrosifs dans l'Industrie du Traitement Chimique, tels que des réacteurs, des pompes et des tuyauteries. La durabilité des superalliages, tels que le Hastelloy et l'Inconel, les rend idéaux pour ces applications, où l'intégrité du matériau est cruciale.
Défense et Militaire
La technologie WAAM a des applications dans le secteur Militaire et de la Défense, en particulier pour la production de composants en superalliages à haute résistance utilisés dans les systèmes de blindage, les segments de missiles et les modules de navires de guerre. Ces pièces nécessitent des propriétés mécaniques exceptionnelles pour endurer des contraintes et des conditions environnementales extrêmes.
FAQ
Quels sont les avantages de la WAAM par rapport aux méthodes de fabrication traditionnelles ?
Pourquoi utilise-t-on les alliages Inconel, Hastelloy et Titane dans la WAAM ?
Quels types de post-traitement sont nécessaires pour les pièces produites par WAAM ?
Quelles méthodes de test sont utilisées pour garantir la qualité et la fiabilité des pièces WAAM ?