中文

EDM在高温合金铸件上的优势
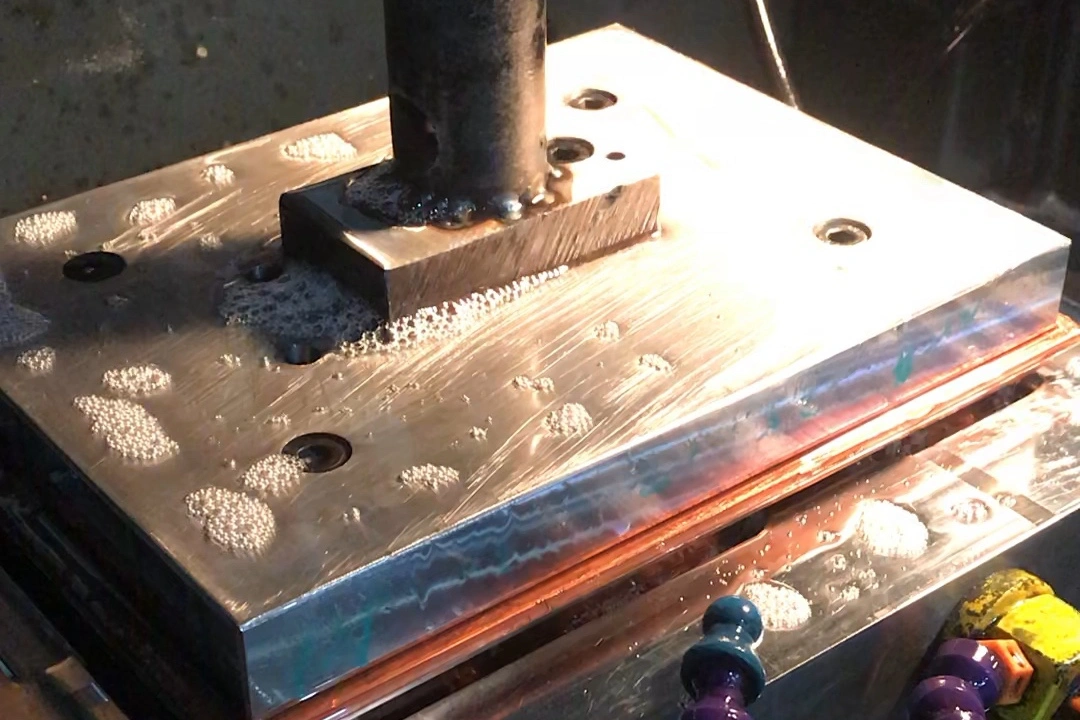
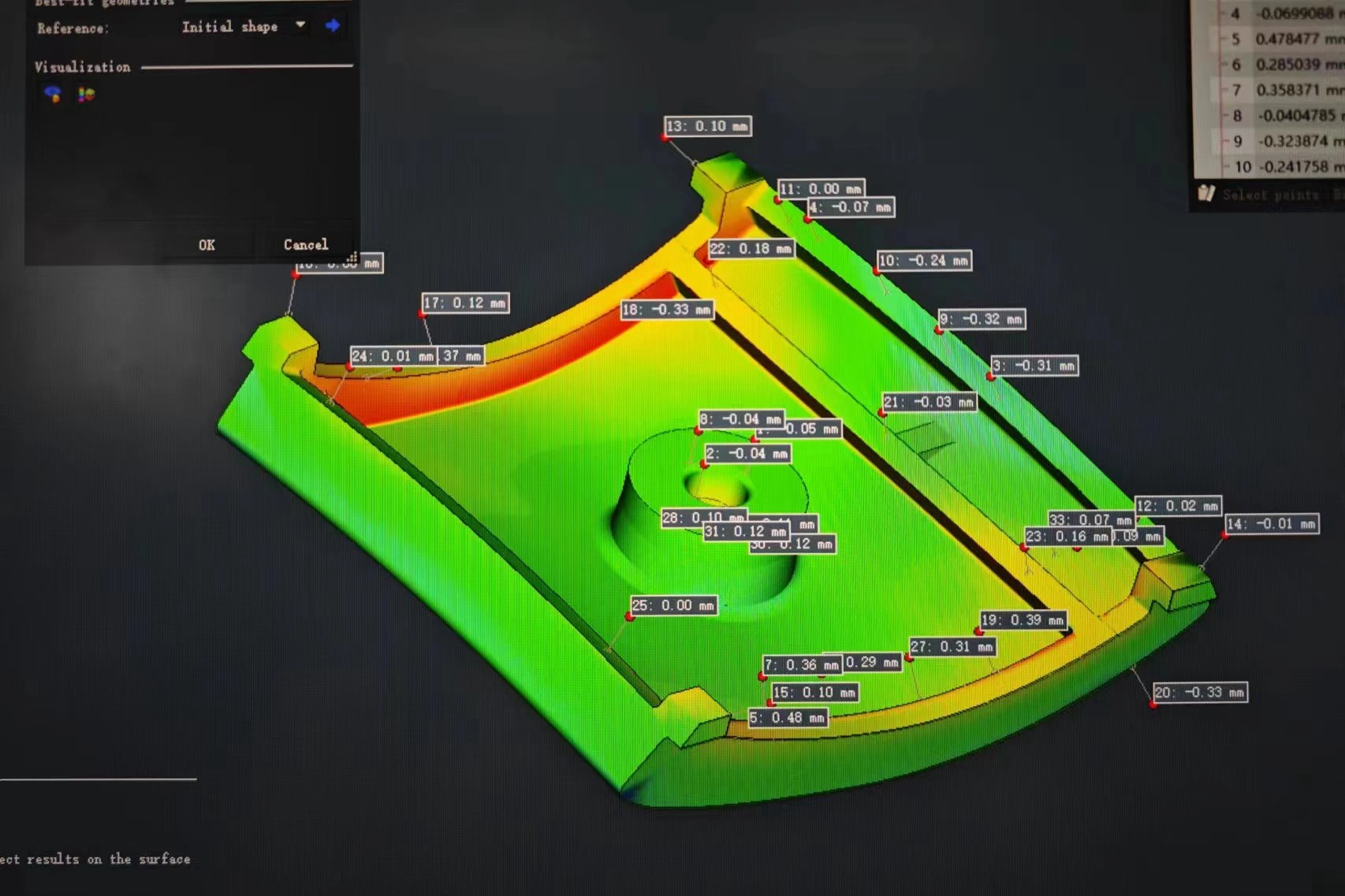
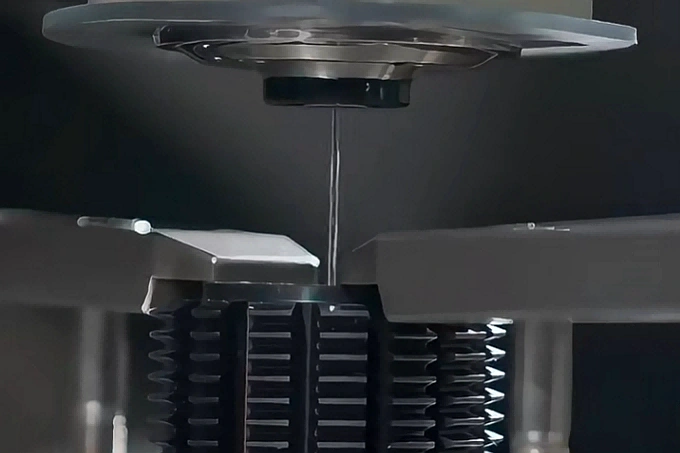
电火花加工(EDM)可在高温合金铸件上实现高精度成形,能够加工常规切削难以实现的复杂几何与细微特征。其热影响小,能保持材料完整性,并适用于硬脆合金。EDM特别适合航空航天与能源应用,可确保尺寸准确、质量稳定且表面光洁。
超级合金零件什么时候需要EDM服务?
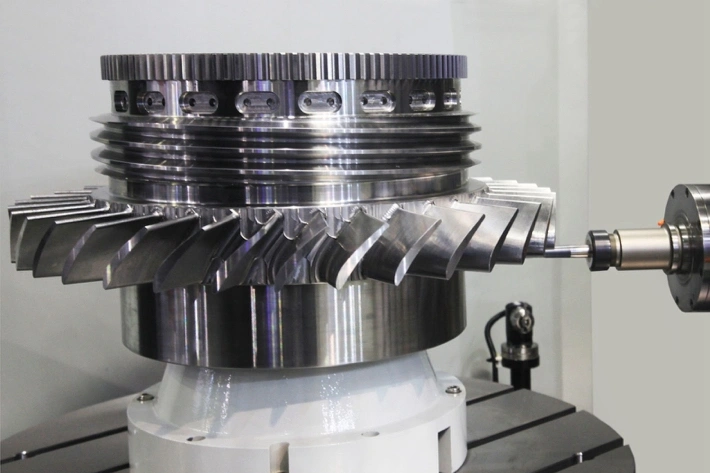
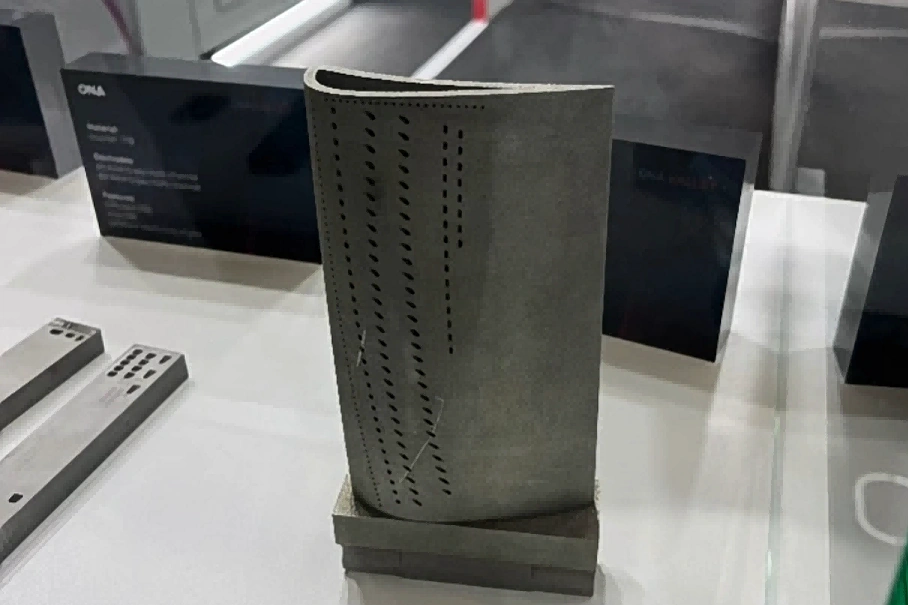
当零件需要复杂几何形状、严格公差或复杂内部特征时,超级合金零件需要电火花加工(EDM)服务。EDM对于加工难以到达的区域(例如涡轮叶片的冷却通道)或在航空航天、能源和医疗组件中创建精细孔和锐利边缘是必不可少的。它可以在不产生机械应力的情况下确保加工精度,这对于高性能应用至关重要。
毛坯零件 | 图片 | 典型应用 | 加工缺陷 | EDM改进效果 |
|---|---|---|---|---|
 | 带复杂冷却通道的涡轮叶片 | 热应力裂纹 | 实现精确的内部冷却通道 | |
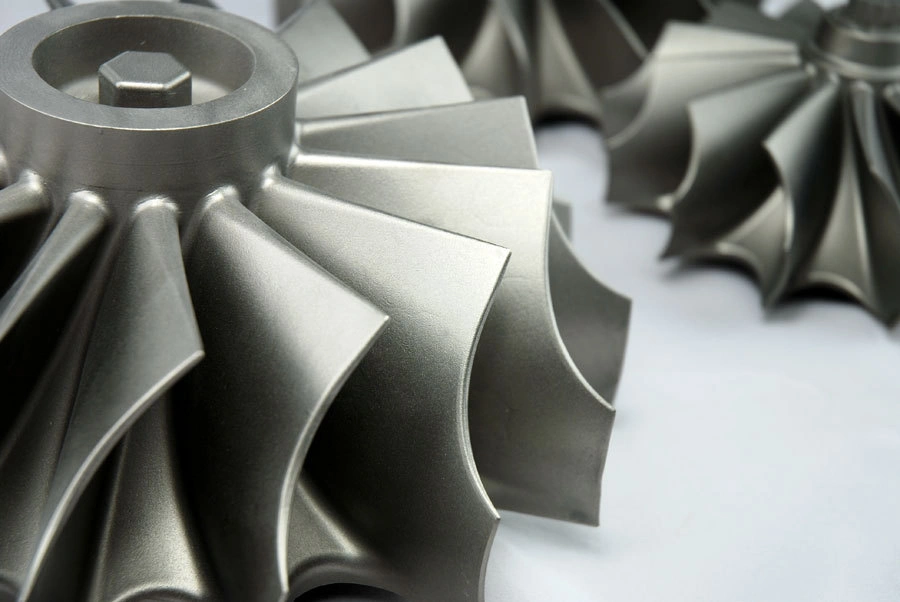
 | 精密流道泵叶轮 | 加工边缘孔隙 | 无应力保持尺寸精度 | |
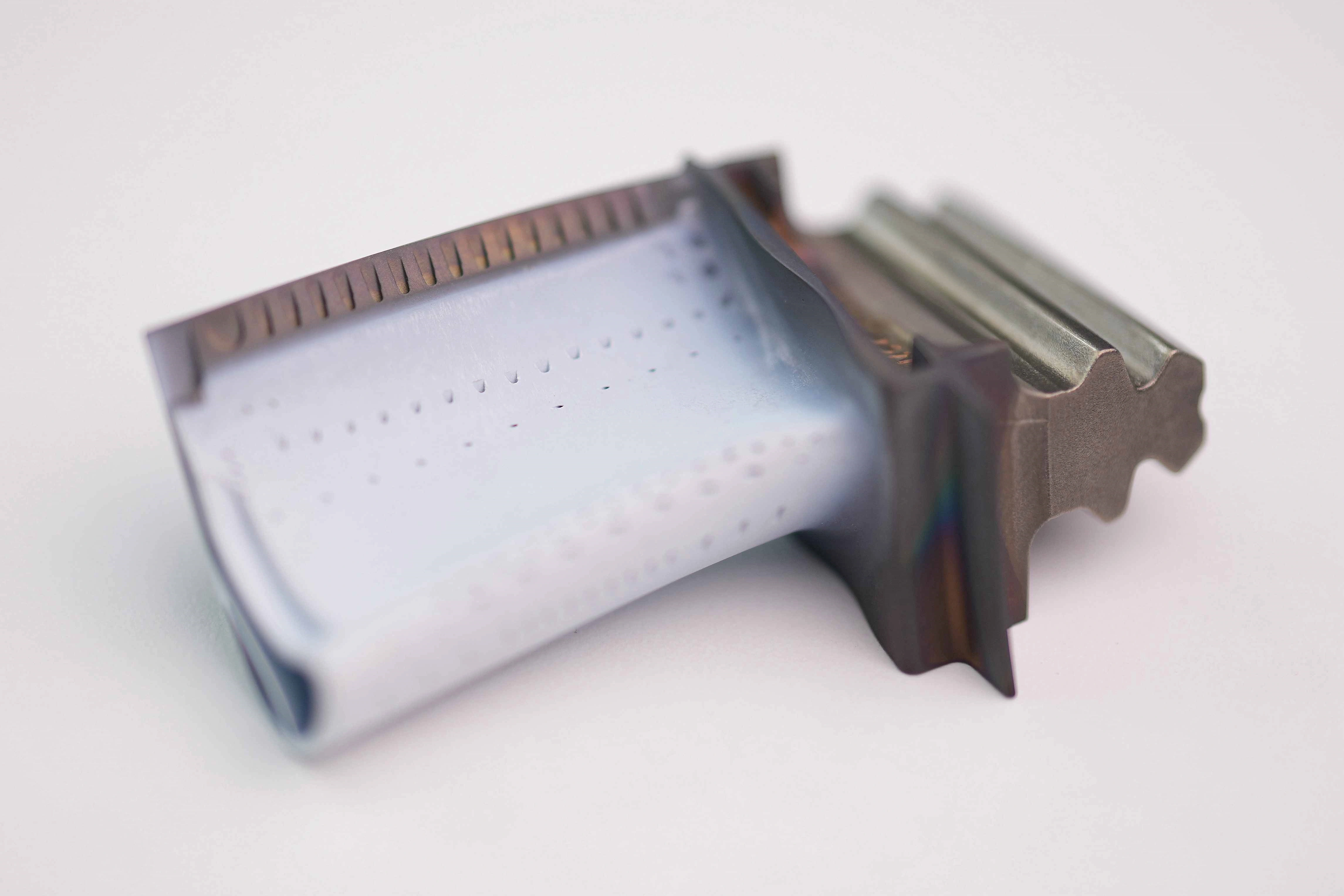
 | 带冷却孔的涡轮叶片 | 内部特征错位 | 精准对齐内部几何 | |
 | 复杂流道的海洋排气组件 | 毛刺 | 不损伤表面去除毛刺 | |
 | 精密孔涡轮盘 | 钻孔路径中的空隙 | 高精度切削消除空隙 | |
 | 带油道的曲轴 | 尺寸不准确 | 精确修正尺寸误差 | |
 | 带精密孔的热交换器零件 | 工具磨损导致的不准确 | 去除毛刺保证顺畅操作 | |
 | 带复杂通道的医疗植入物 | 层错位 | 精密切削修正错位特征 |
Neway可提供的更多后处理
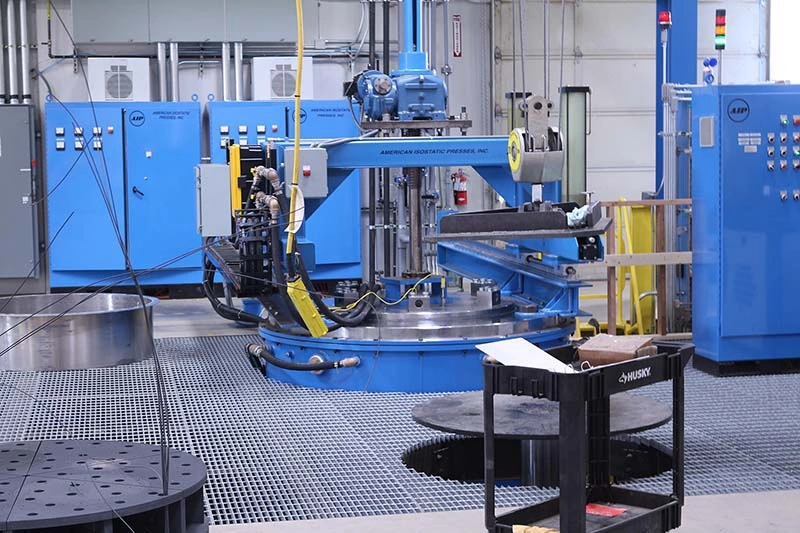
Neway为高温合金零件提供全面的后处理服务,包括热等静压(HIP)、热处理、高温合金焊接、热障涂层(TBC)、材料检测与分析、高温合金CNC机加工、深孔钻以及电火花加工(EDM)。这些工艺确保部件在航空航天、石化与工业应用中具备最佳的力学性能、尺寸精度与耐久性。

定制高温合金部件制造
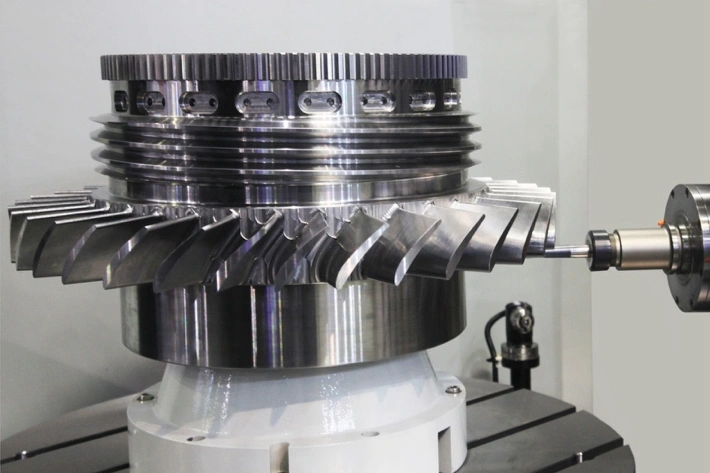
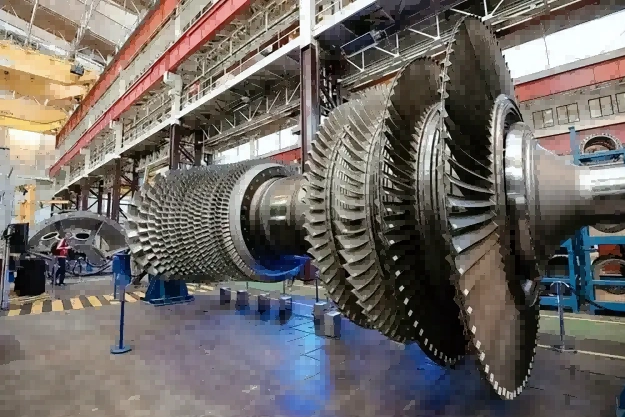
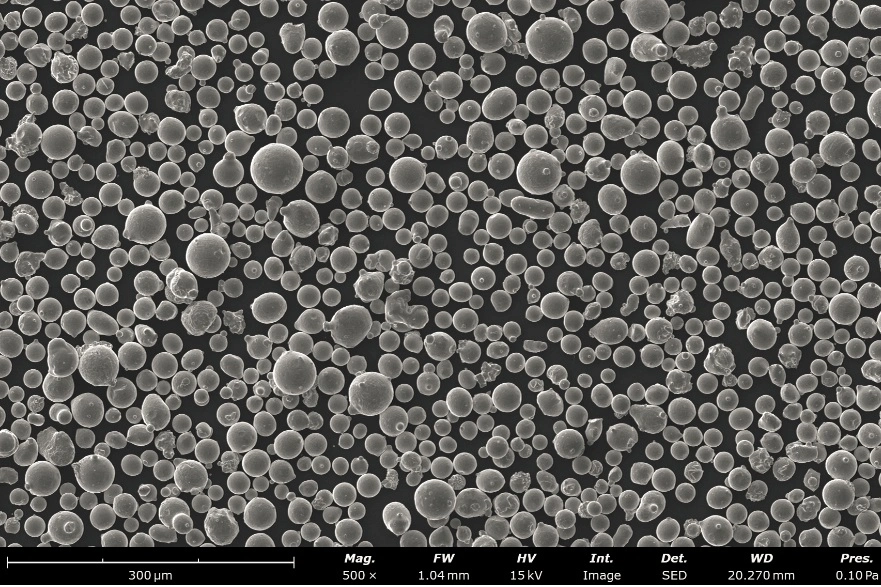
Neway提供定制高温合金部件制造,覆盖涡轮叶片、涡轮盘与叶轮等高性能零件。我们采用铸造、锻造与粉末冶金等先进技术,确保优异的耐热性、强度与耐久性。解决方案面向航空航天、能源与国防行业,提供在极端工况下亦能稳定运行的可靠部件。













电火花加工(EDM)零件图集
在Neway,我们已通过EDM制造了多种零件,包括用于航空航天与发电行业的涡轮叶片、涡轮盘与燃烧室部件;同时也为油气行业生产了精密阀门组件、喷嘴环与高压泵部件,并为船舶应用加工了叶轮与排气系统,确保严格公差与复杂几何。






今天就开始一个新项目吧



