高温合金核电零件制造解决方案
面向核工业的高温合金解决方案
核电零件后处理与表面处理解决方案
方法 | 图片 | 工作原理 | 核工业应用 | 收益 | 链接 |
|---|---|---|---|---|---|
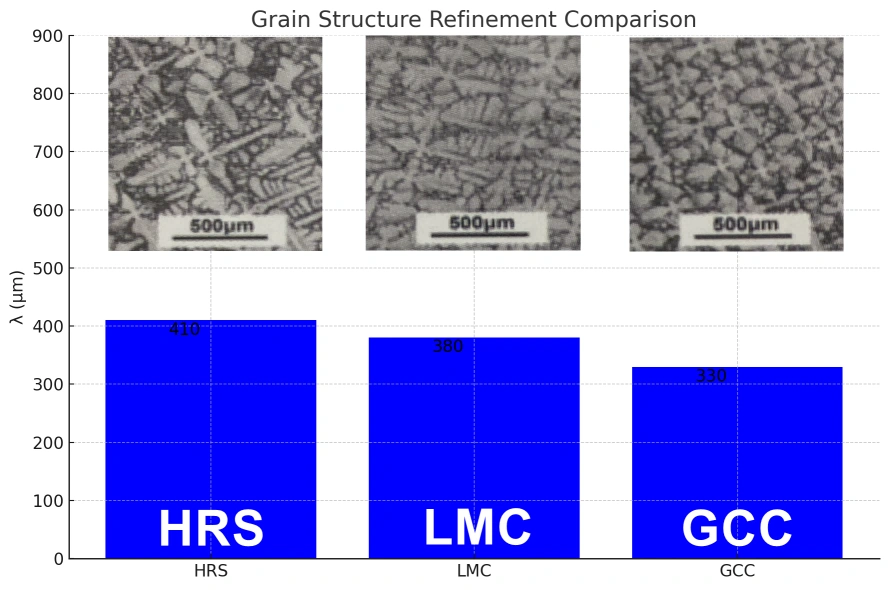
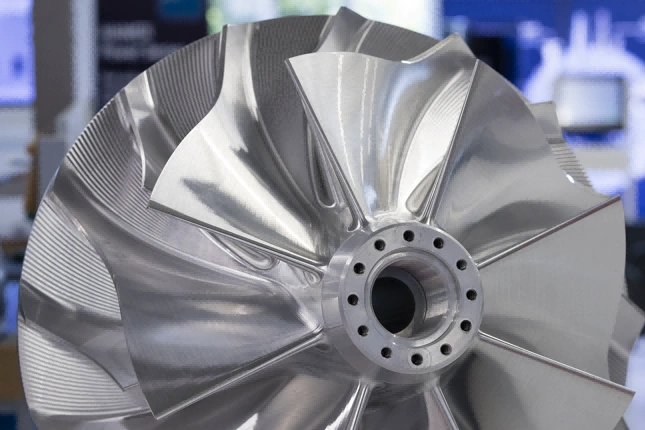
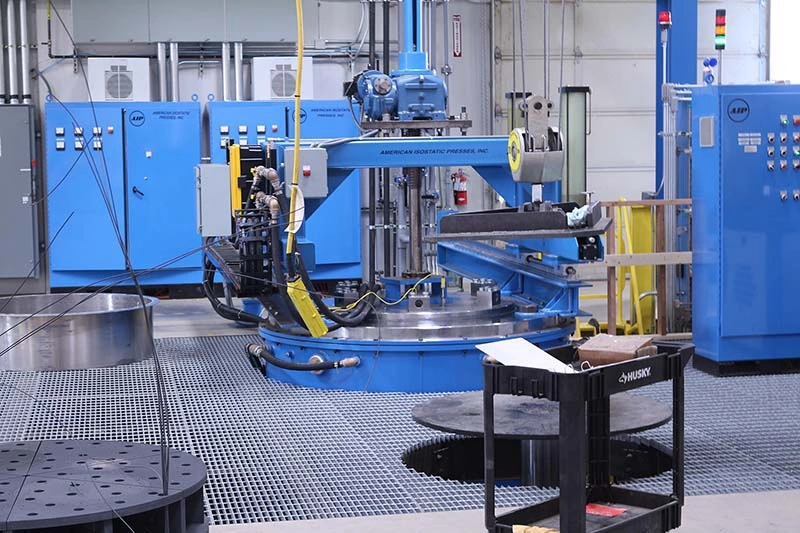
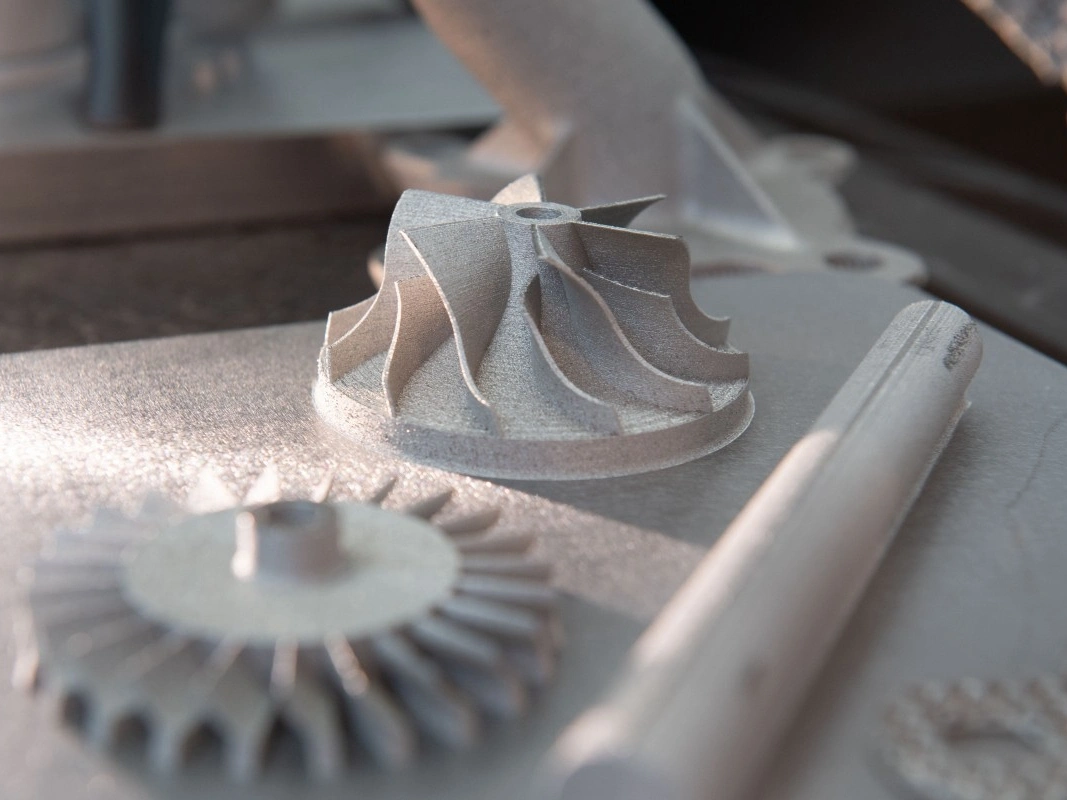
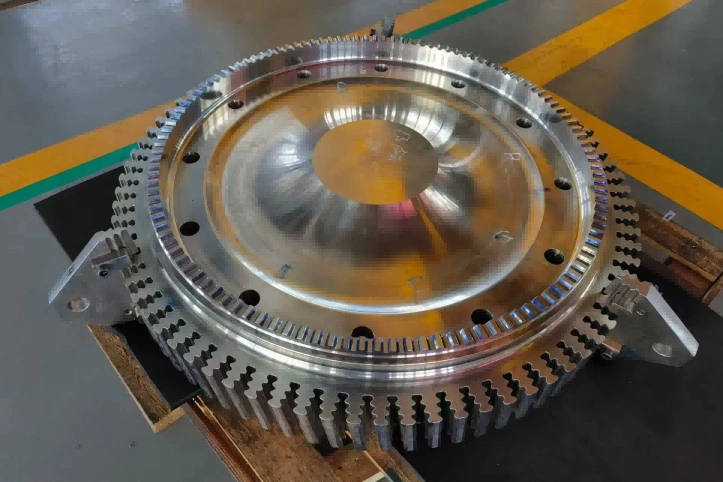
热等静压(HIP) | 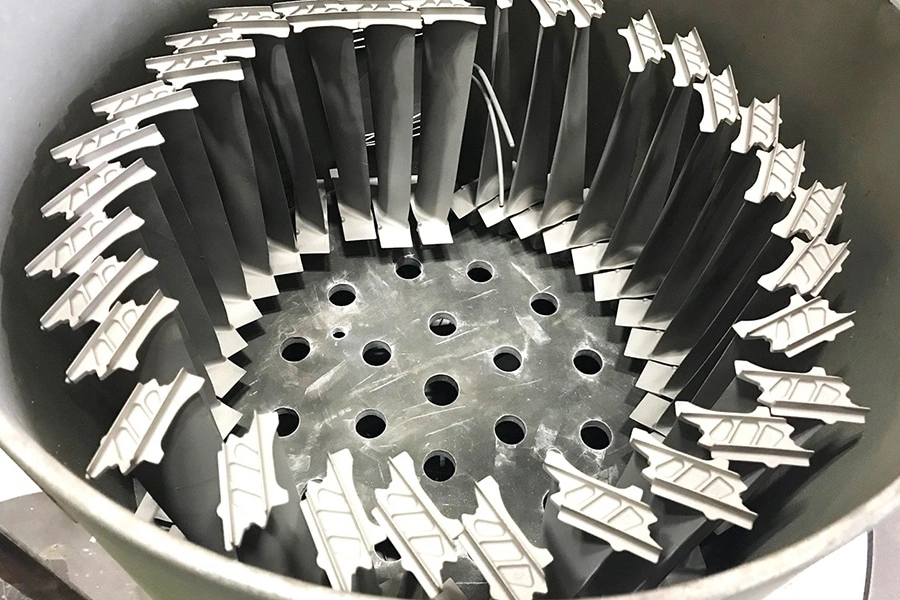 | 在高压气体环境中以升高温度(最高约 1200°C)与各向同性压力(通常 100–200 MPa)处理部件,以去除内部气孔与缺陷。 | 涡轮盘、机壳、叶轮 | 消除内部缺陷、提升致密度、增强疲劳抗力并强化结构完整性。 | |
热处理 | 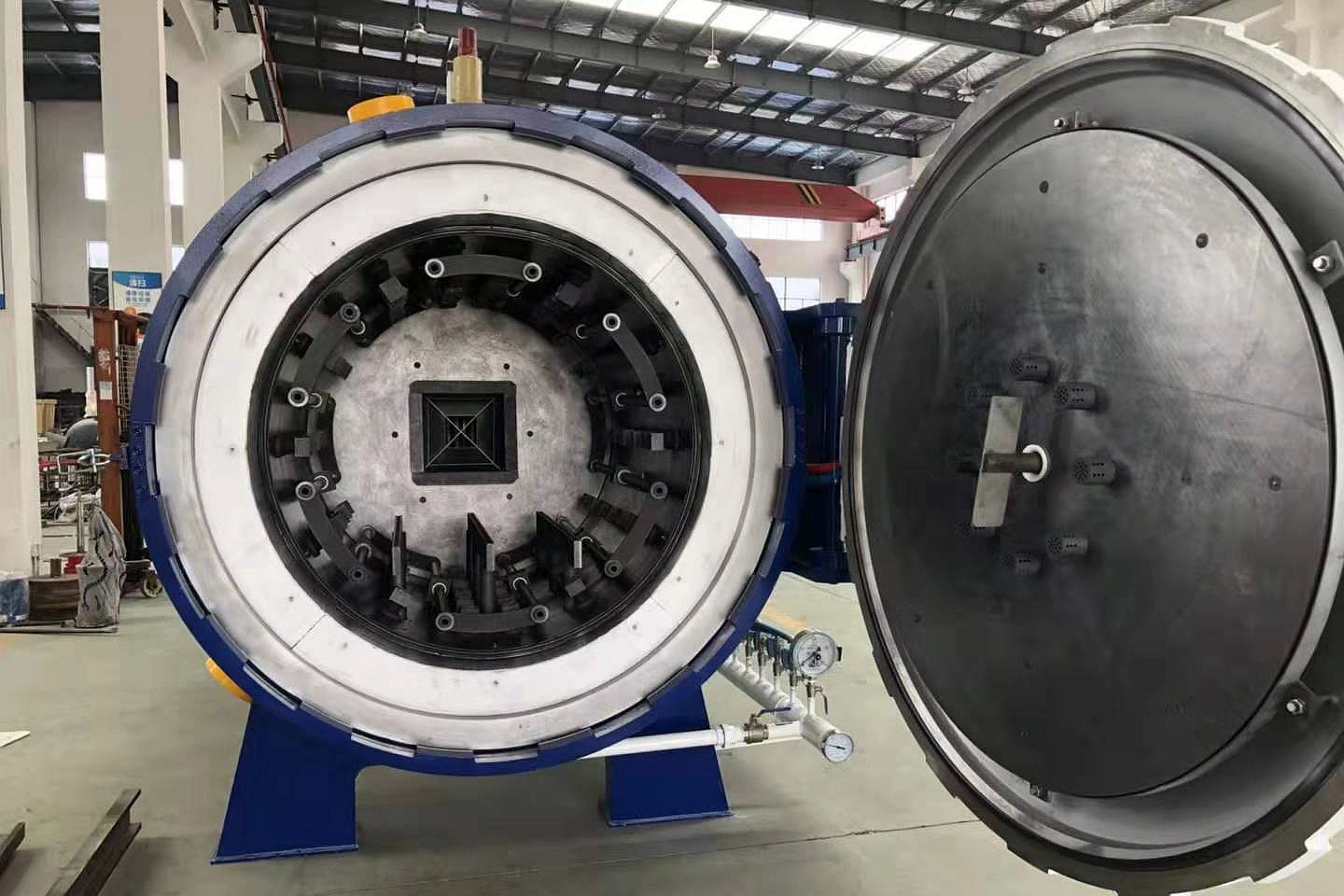 | 将部件加热至特定温度后进行受控冷却(淬火、空冷等),以调控硬度、韧性与抗拉强度等力学性能。 | 阀门、喷嘴、涡轮叶片 | 提升强度、韧性以及对高温蠕变与疲劳的抵抗能力。 | |
超合金焊接 |  | 采用电子束、激光或 TIG(钨极惰性气体)等焊接技术连接超合金部件或修复损伤部位,确保对温度与熔合的精确控制。 | 密封件、阀体、涡轮叶片 | 为高应力区域提供可靠接头,提升整体耐久性并降低失效风险。 | |
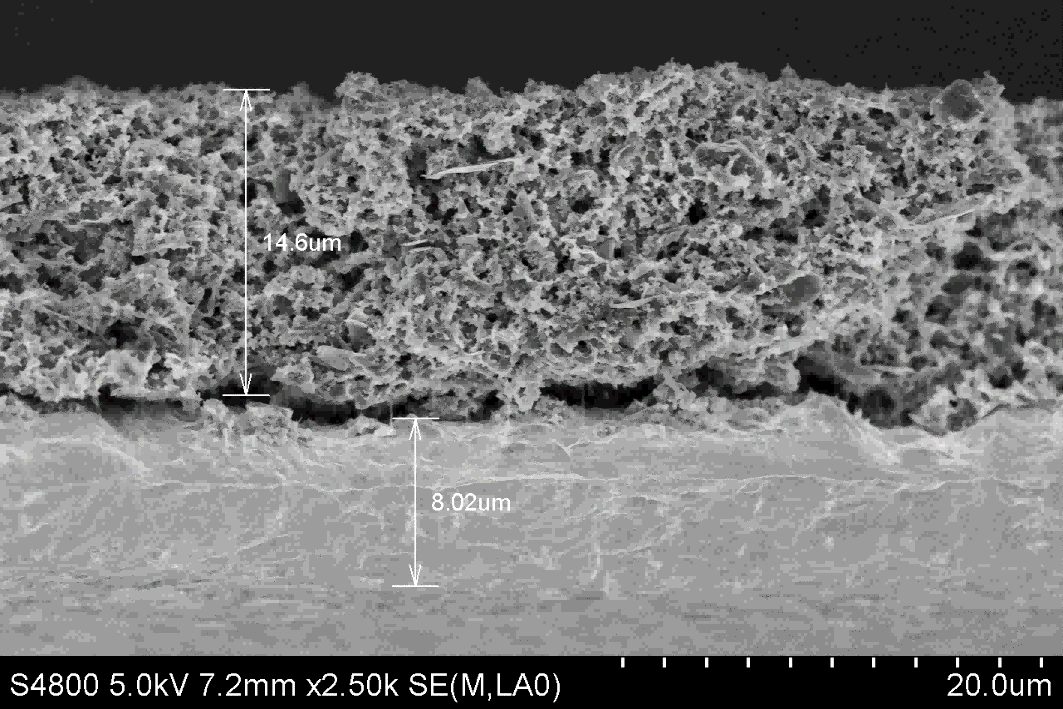
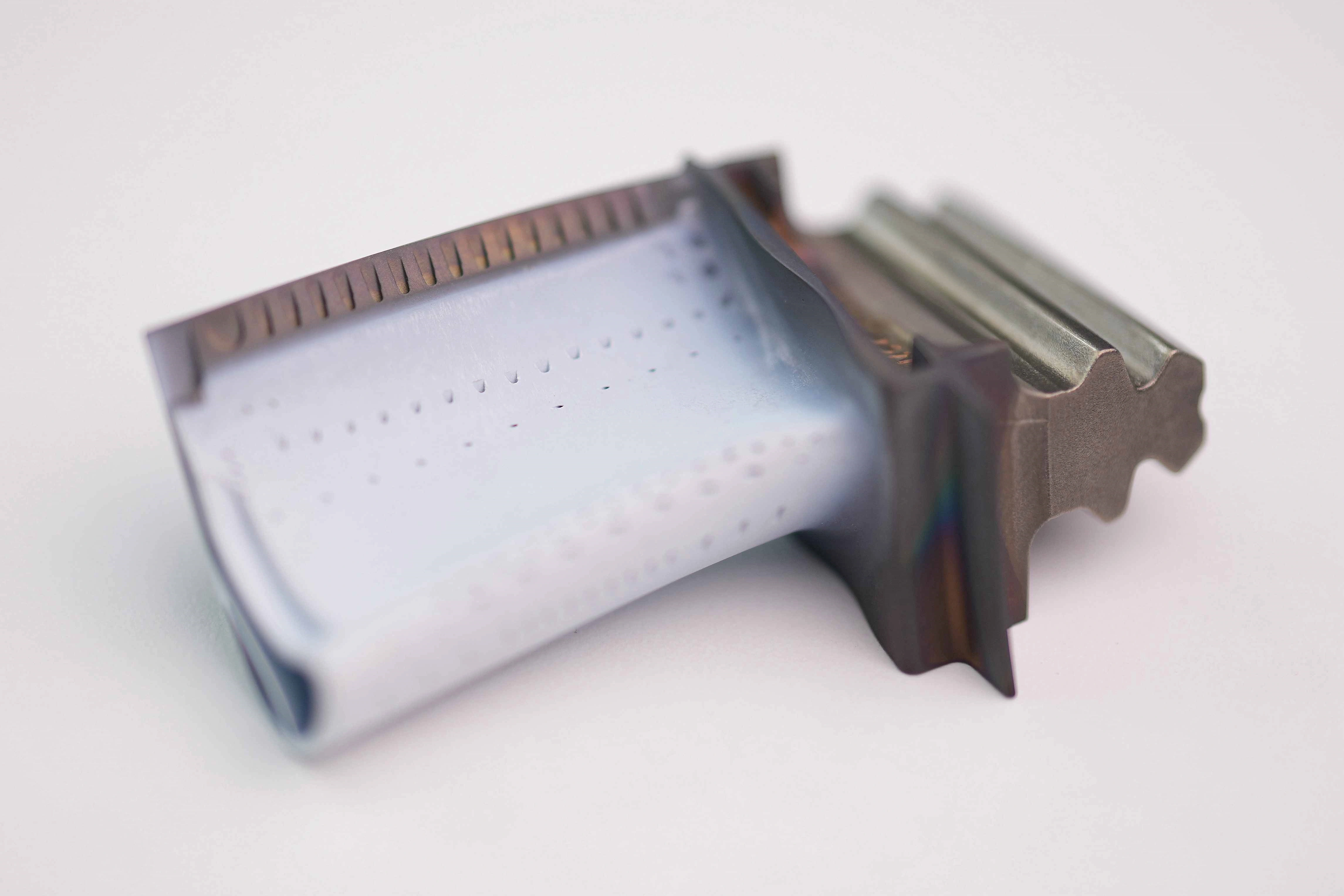
热障涂层(TBC) |  | 采用等离子喷涂或电子束物理气相沉积(EB-PVD)等技术,将以氧化锆为主的薄陶瓷涂层沉积在超合金部件表面,提供热隔离。 | 涡轮叶片、喷嘴、燃烧室 | 保护部件免受极端高温,延长寿命并提升热效率。 | |
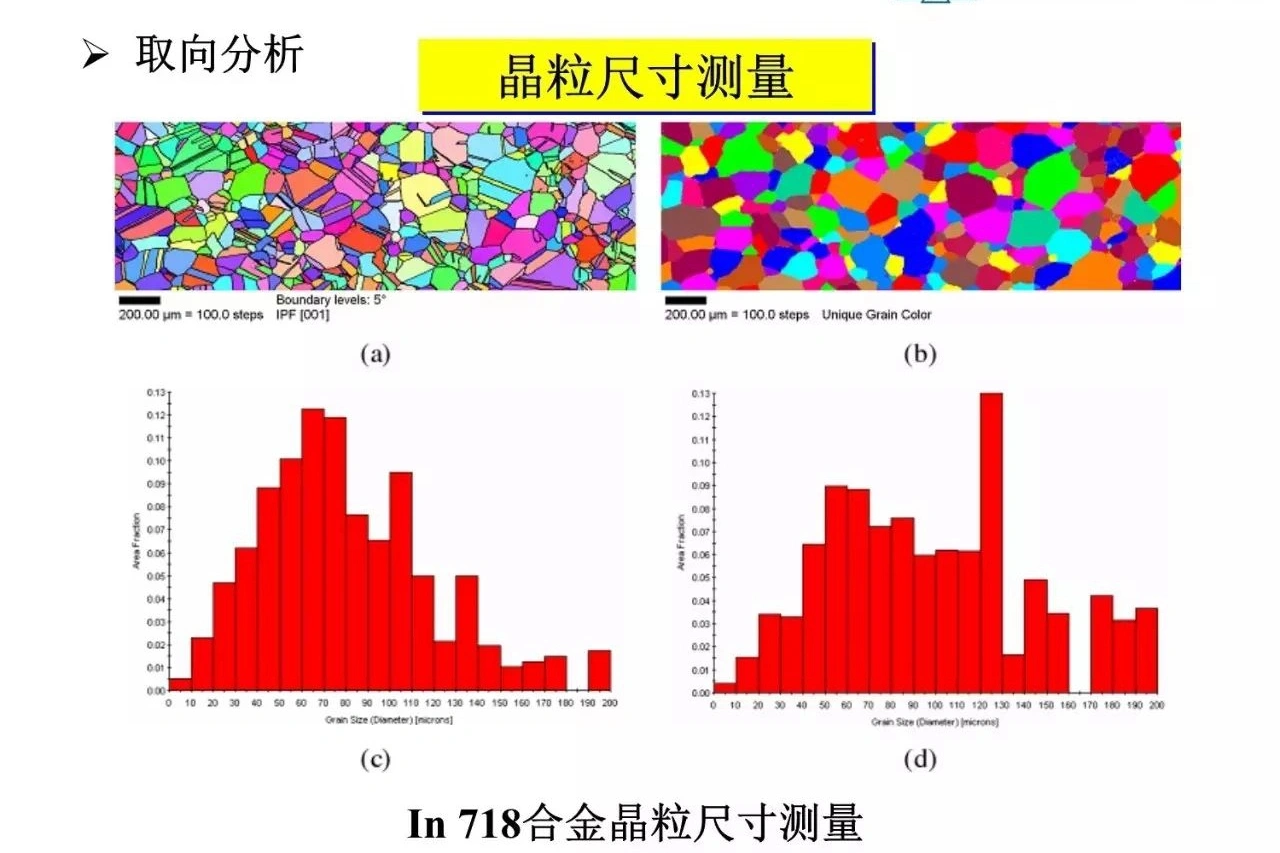
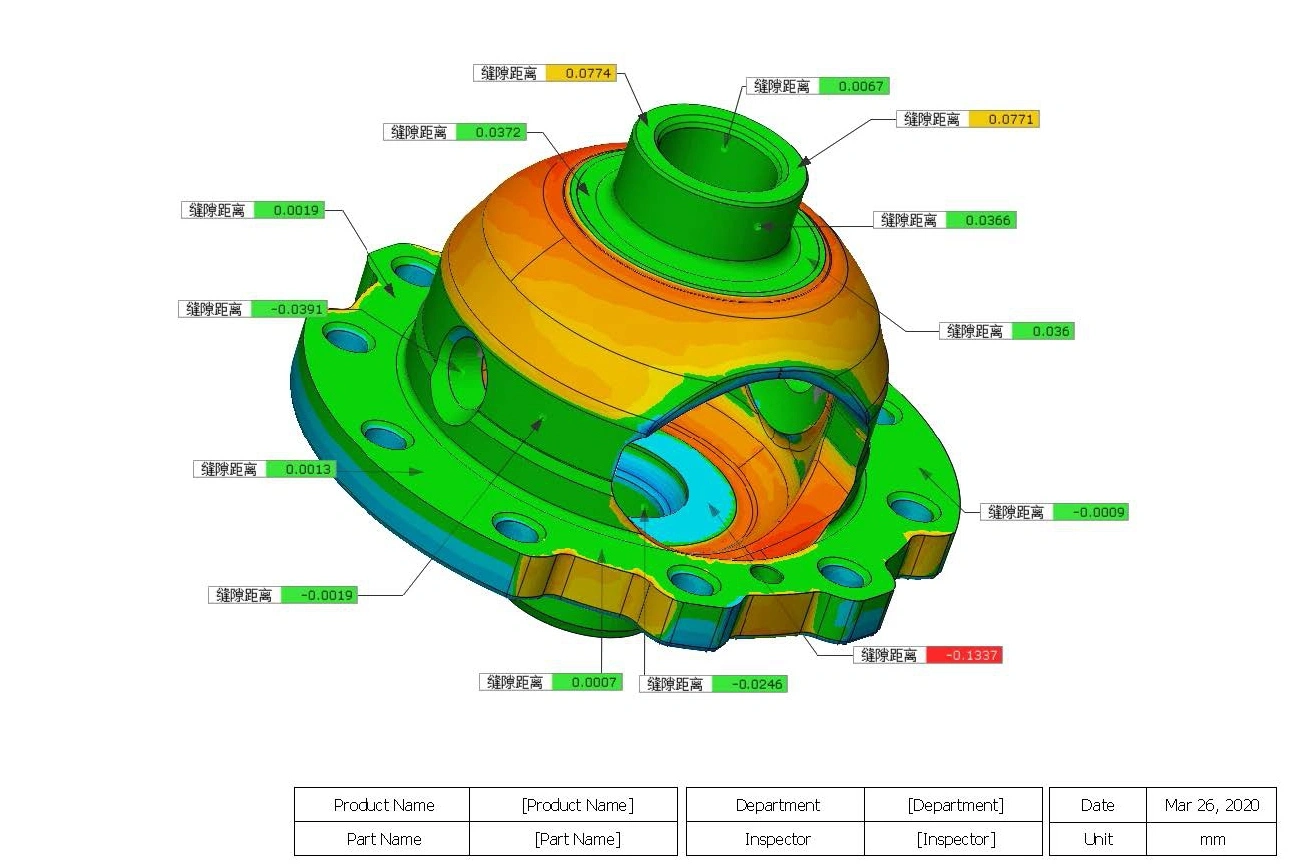
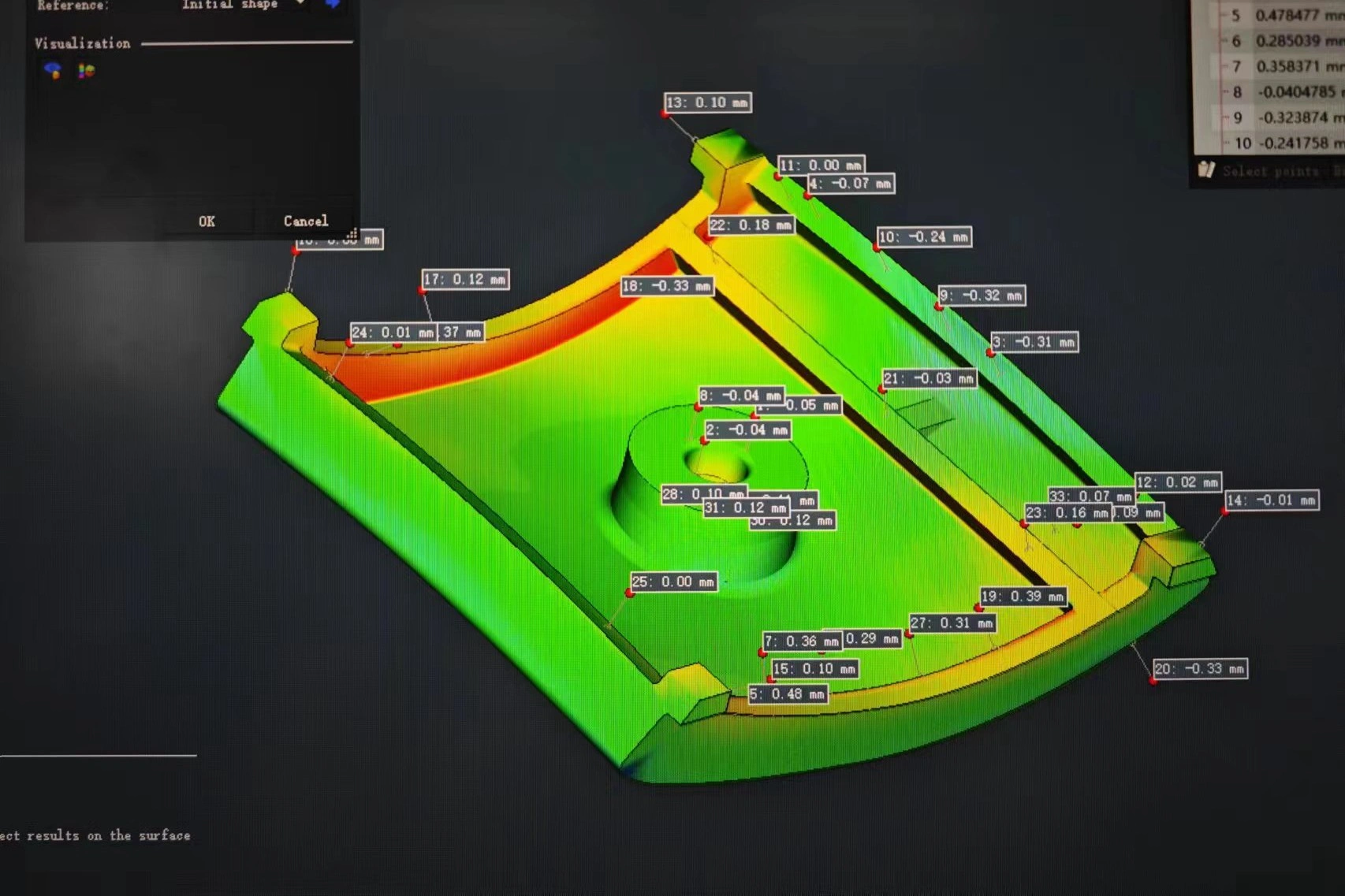
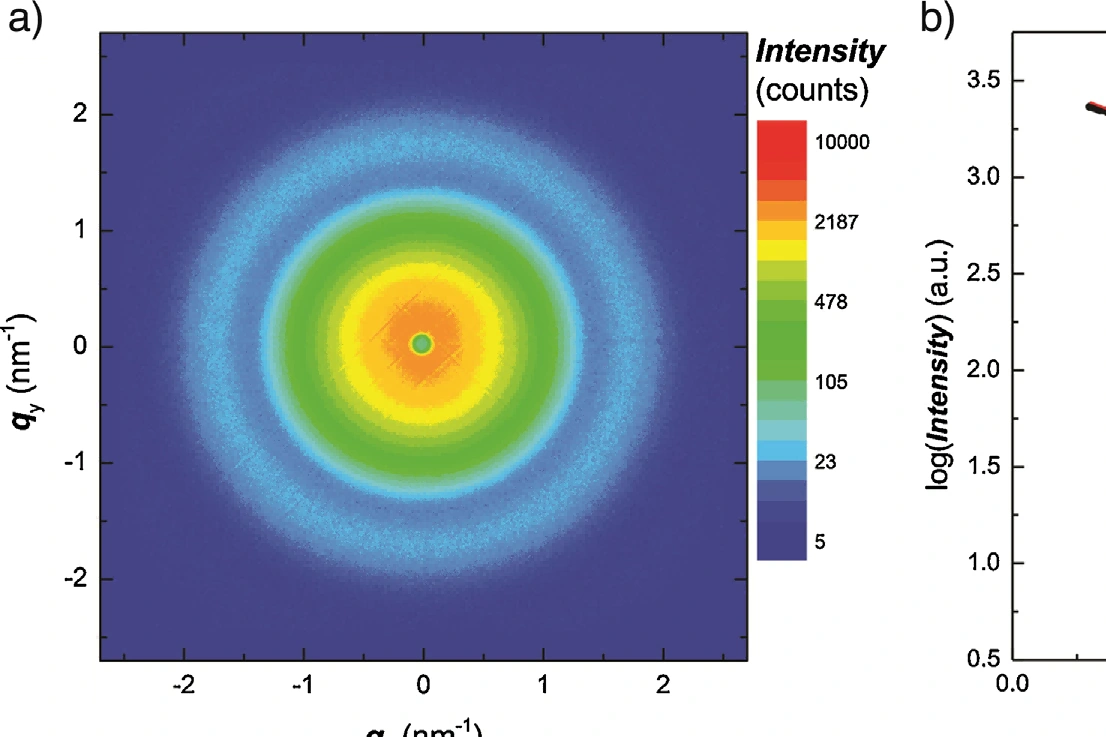
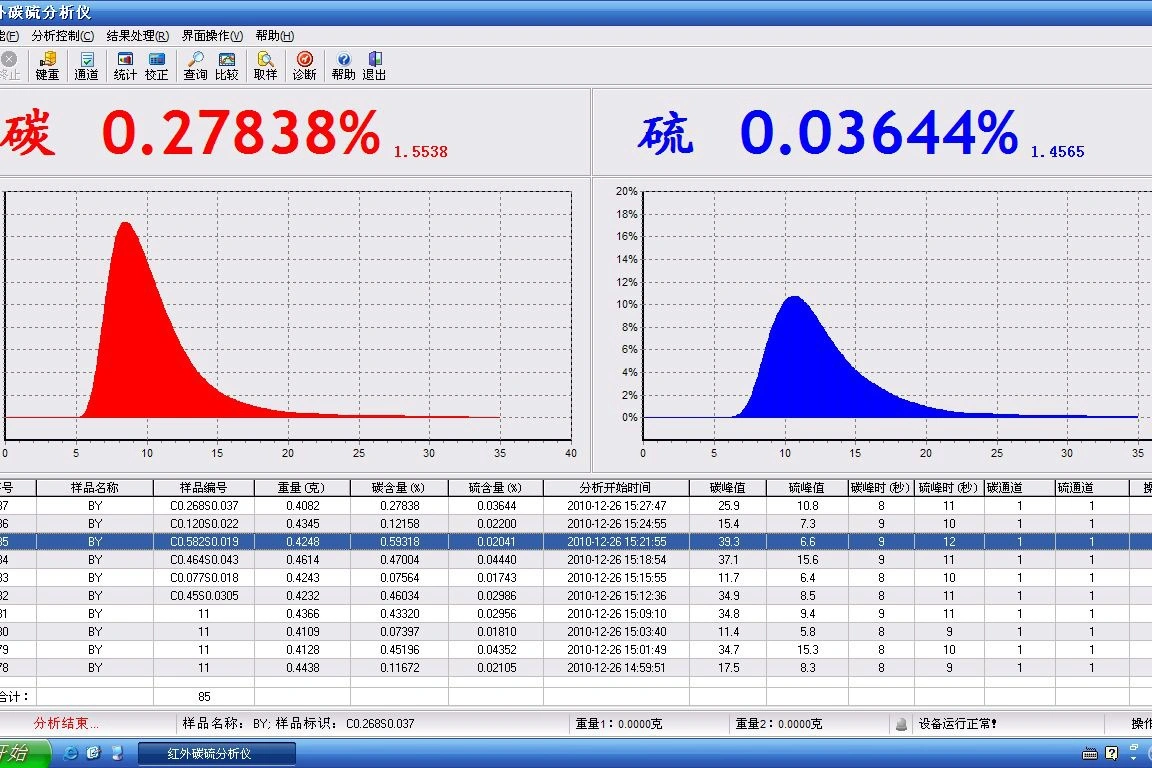
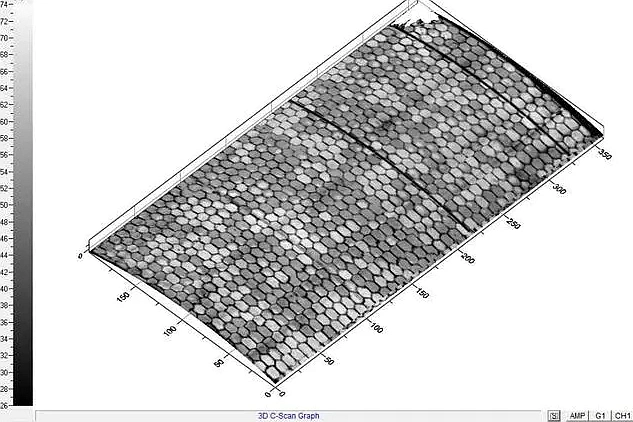
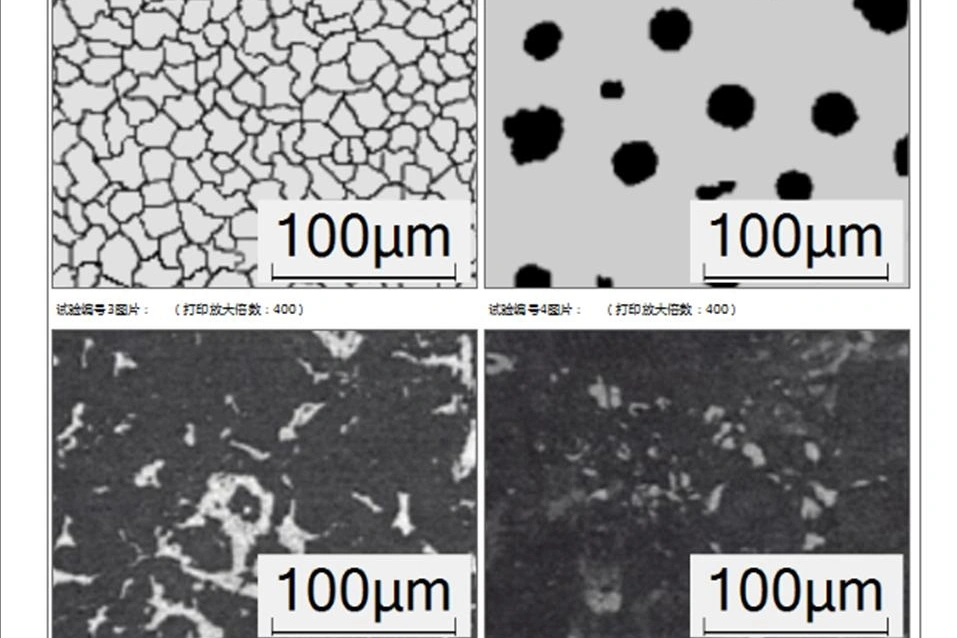
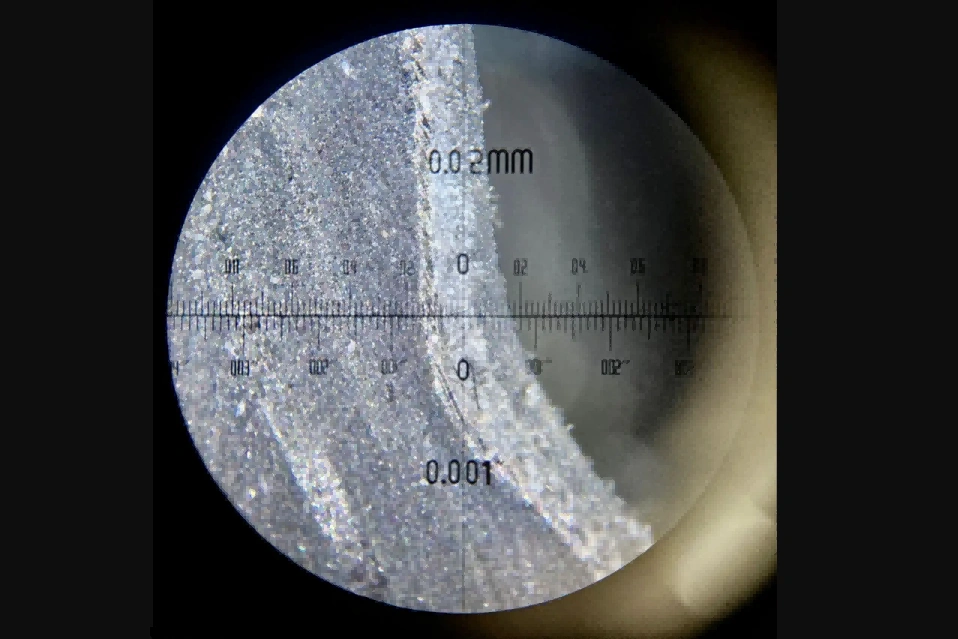
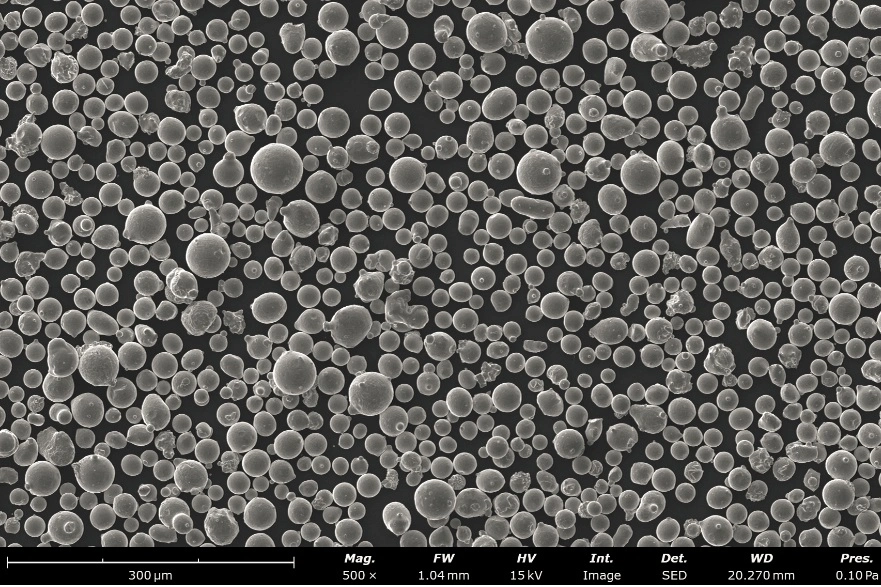
材料检测与分析 |  | 通过无损检测(X 射线、超声、涡流)与破坏性检测(拉伸、疲劳)评估材料性能与显微组织,发现内部缺陷。 | 所有关键核电部件 | 确保材料完整性,验证标准符合性并识别潜在薄弱环节。 | |
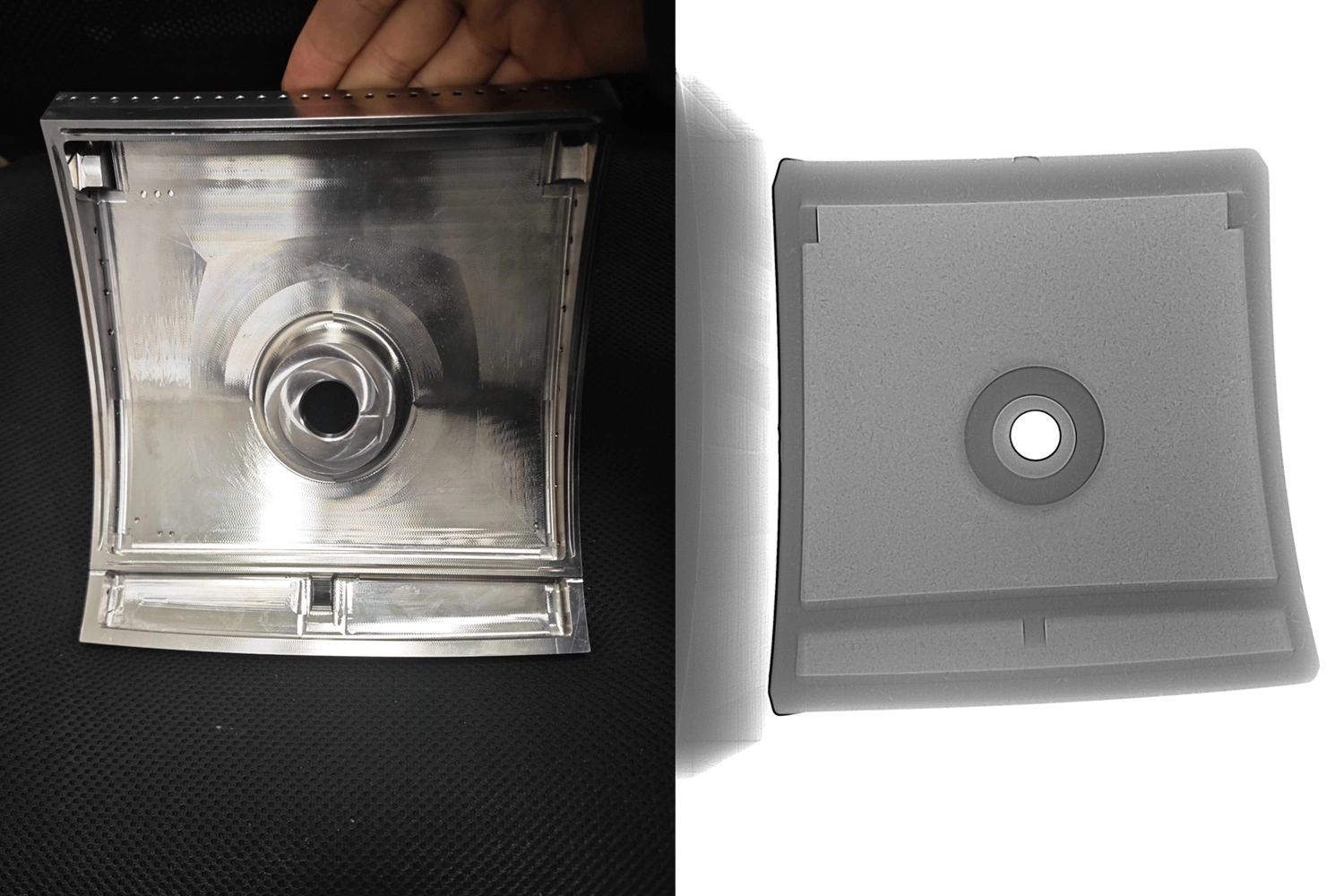
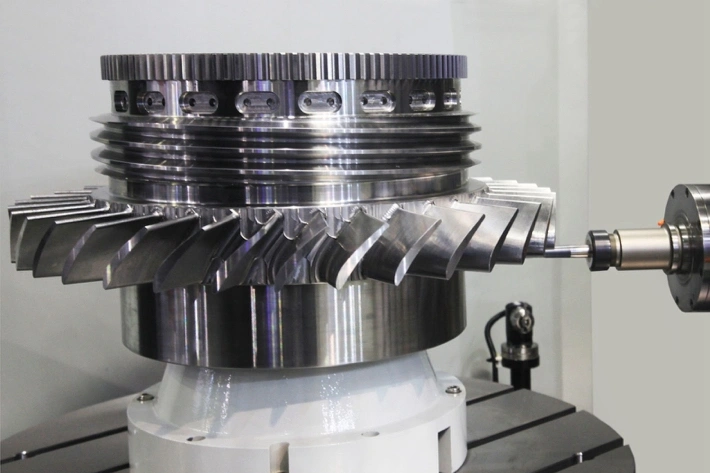
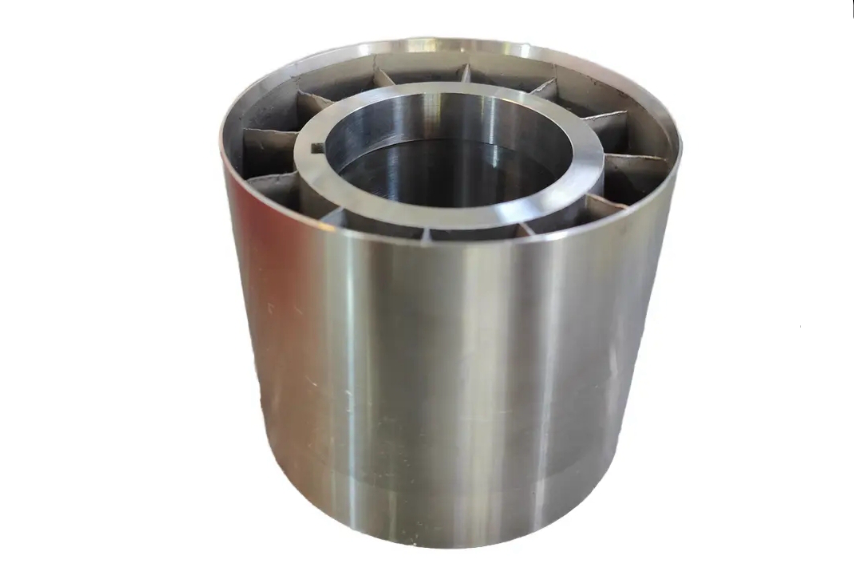
超合金 CNC 数控加工 | 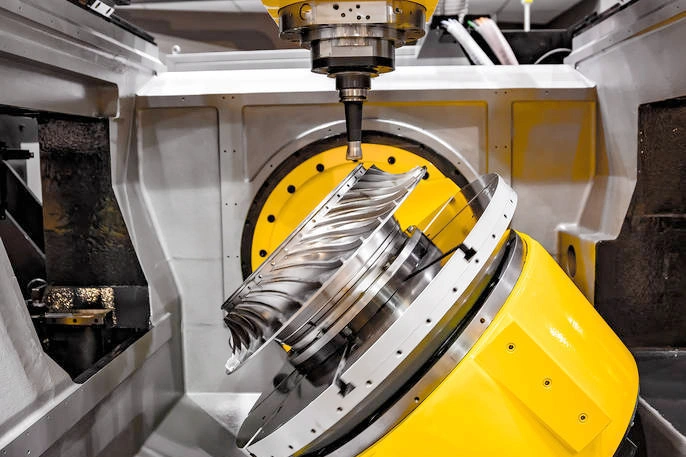 | 采用计算机控制机床(车、铣等)实现高精度尺寸与复杂几何,公差可达微米级。 | 阀门、轴类、泵壳 | 实现高精度与尺寸稳定性,确保在高应力环境中的可靠性能。 | |
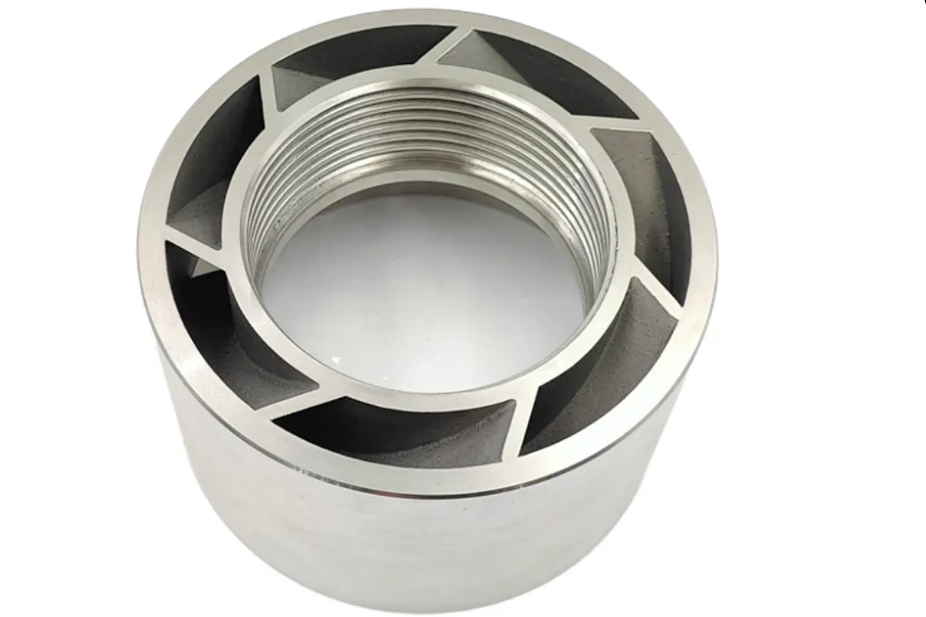
超合金深孔钻 | 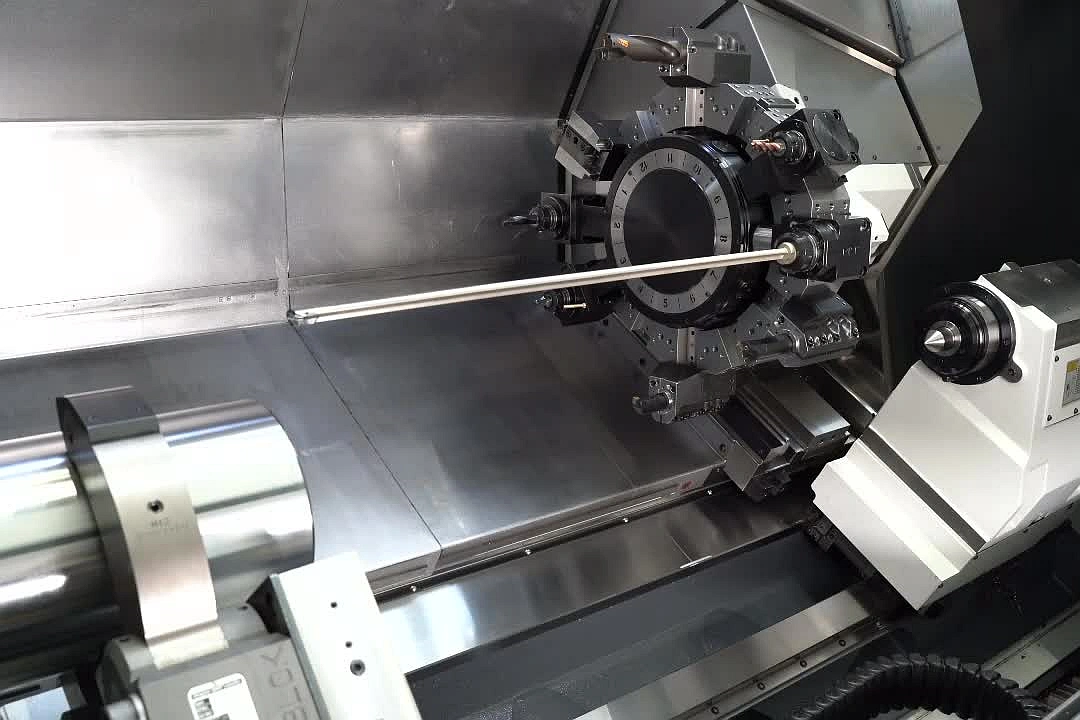 | 使用带切削液注入的专用深孔钻在高强材料上钻削深而窄的孔,深径比常超过 100:1。 | 换热器管、反应堆核心部件 | 提供冷却通道与结构部件所需的精确深孔,提升运行效率。 | |
电火花加工(EDM) |  | 通过受控的放电火花蚀除材料,无需刀具接触即可精密加工,尤其适合难加工的高硬材料。 | 复杂喷嘴、叶轮、密封件 | 实现复杂几何的高精度切削,降低对高温合金薄弱部位的应力影响。 |
核工业中的高温合金部件