中文
定制航空航天高温合金零部件制造商
航空航天与航空零部件制造服务
NewayAeroTech 为飞机发动机、航空涡轮、无人机推进系统以及高温飞行部件提供定制化航空航天与航空零部件制造服务。 我们支持真空熔模铸造、单晶铸造、定向凝固铸造、等轴晶铸造、高温合金 CNC 加工、EDM 电火花加工、热处理、 涂层前处理、检测及成品部件交付。
我们制造的航空航天与航空零部件
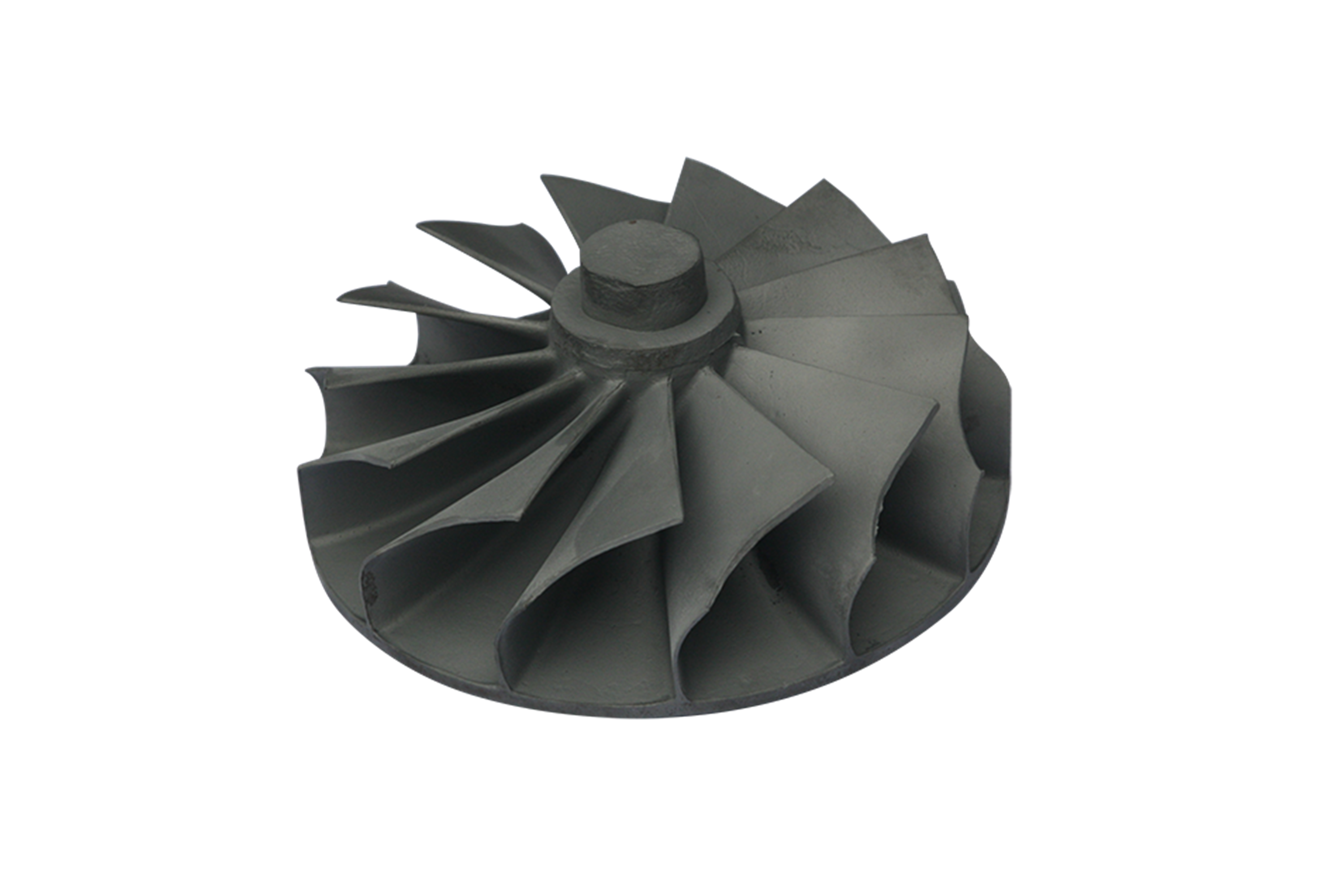
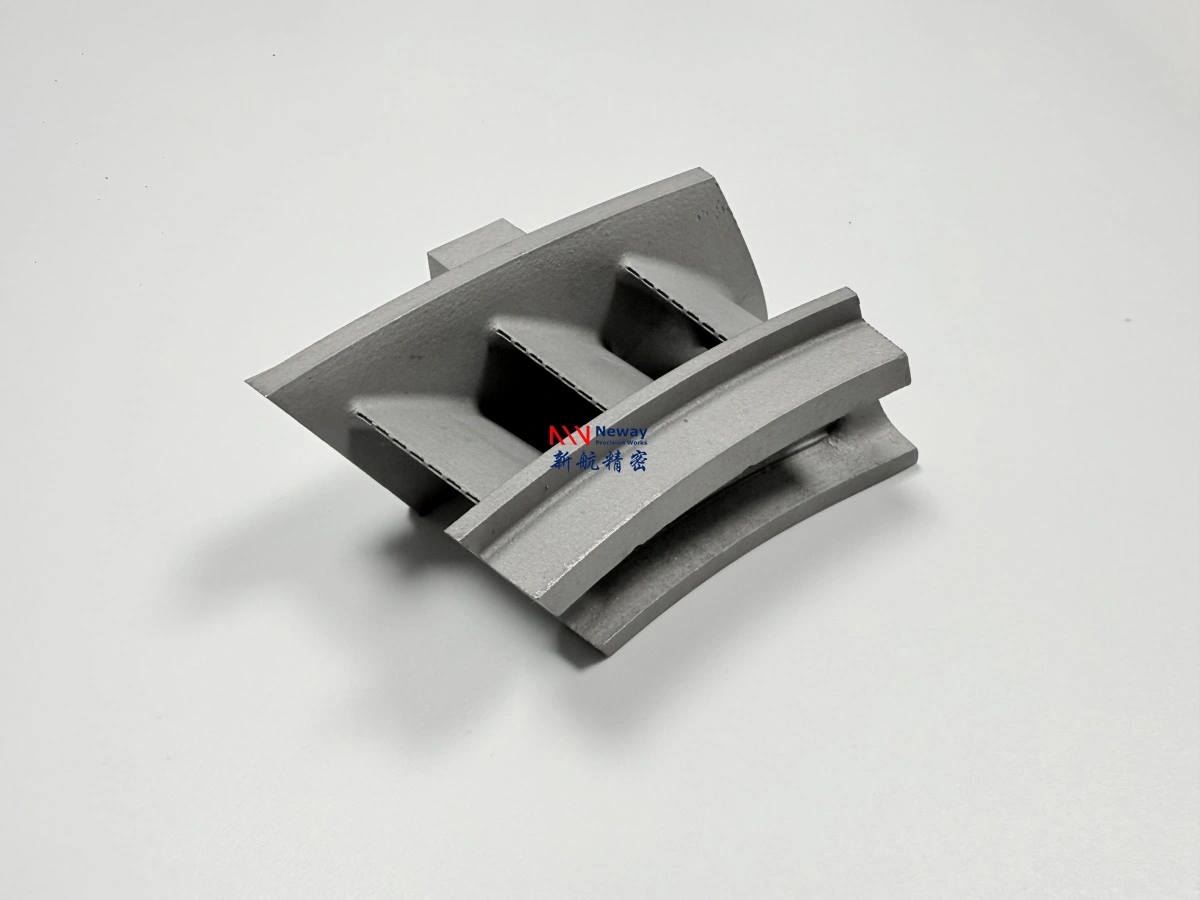
NewayAeroTech 为飞机发动机、无人机涡轮、航空推进系统及高温飞行应用制造定制化航空航天与航空部件。我们支持热端零件、燃烧与排气零件、旋转与结构件、无人机涡轮零件,以及从样件开发到小批量生产的定制航空航天部件。

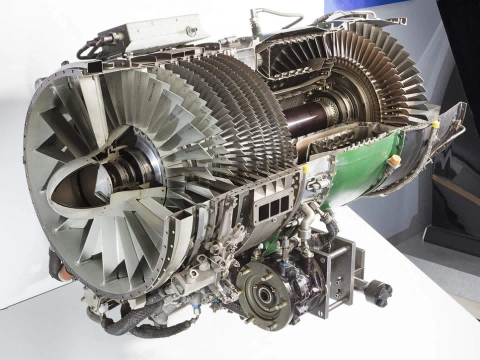
我们支持的航空发动机分区
NewayAeroTech 支持燃烧段、涡轮段、压气机段、排气段、附件段和结构段的航空发动机及航空推进系统部件,帮助客户制造耐高温、轻量化、高精度的飞行相关零件。

从高温合金铸造到可用于飞行的航空航天部件
NewayAeroTech 支持从材料选择、高温合金铸造到后处理和检测的航空航天部件制造,帮助客户开发可用于飞行的飞机发动机零件、无人机涡轮部件和高温航空零件。
今天就开始一个新项目吧
原型件与小批量航空航天样件制造
NewayAeroTech 通过铸造、CNC 加工、3D 打印、热处理、HIP、后处理和检测支持航空航天原型件与样件制造。我们帮助客户基于图纸、CAD 文件、样件或 3D 扫描数据开发无人机涡轮零件、飞机发动机部件、工程测试零件以及小批量航空航天部件。

航空航天发动机与涡轮部件制造经验
NewayAeroTech 通过高温合金铸造、CNC 加工、EDM 电火花加工、热处理、HIP、后处理、检测以及小批量生产支持,为飞机发动机、无人机涡轮、航空航天燃烧系统、旋转件和结构件提供制造支持。