高深穴超合金 CNC 加工ドリル部品
先進用途向けの極深穴ドリル加工
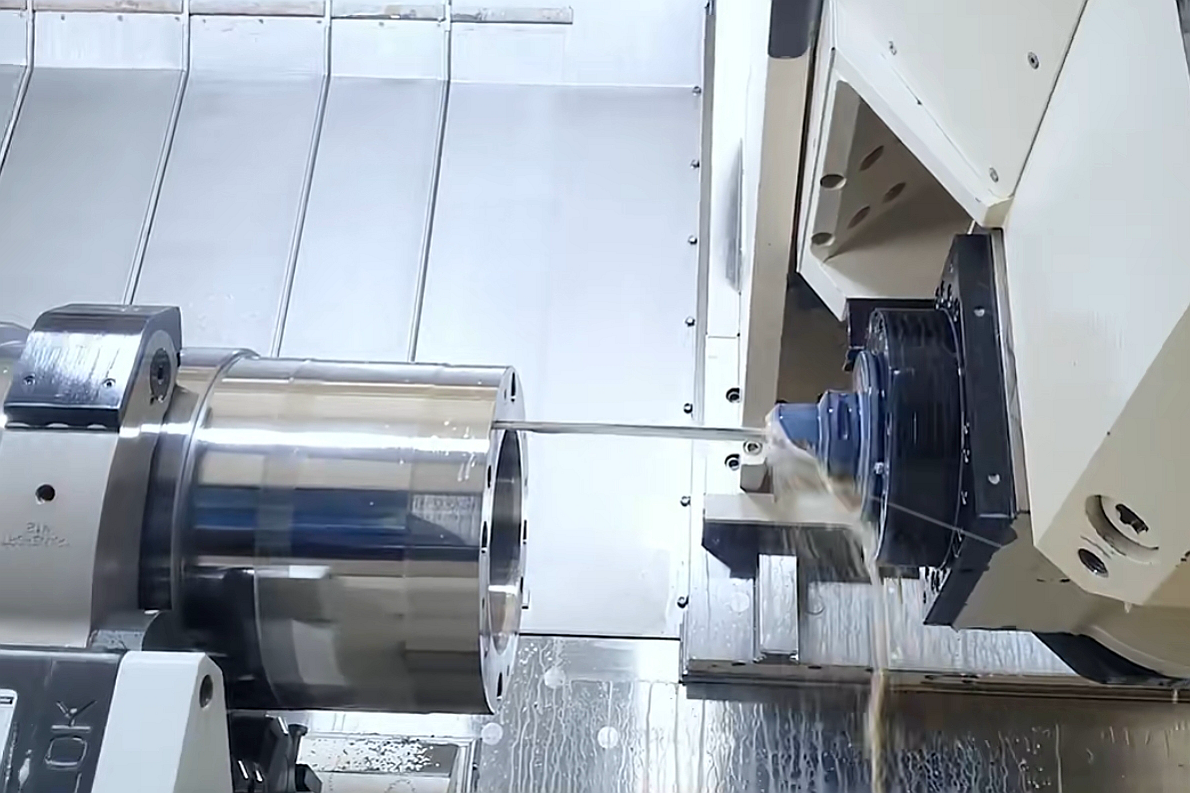
重要な航空宇宙、エネルギー、防衛システムにおいて、高深穴特徴を持つ部品は、冷却剤分布、燃料噴射、構造換気において重要な役割を果たします。これらの穴径はしばしば 25×D を超え、極端な熱的および機械的負荷下での構造完全性を確保するために、精密な超合金 CNC 加工および深穴ドリル加工プロセスが必要です。
Neway AeroTechは、精密な穴、座ぐり、傾斜チャンネルを備えたInconel 718、CMSX-4、Hastelloy X、およびRene 41から作られた長深穴 CNC ドリル部品を専門としています。
超合金における深穴 CNC ドリル加工の核心技術
超合金の深穴特徴には、偏差を防ぐための工具安定性、熱制御、リアルタイム監視が必要です。
内部冷却を備え、穴深さが>25×D のガンドリルおよび BTA ボーリング
傾斜入口特徴のための5 軸 CNC 加工
切屑排出を制御するための回転およびペックドリル戦略
1000°C の切削条件に対応した冷却剤供給超硬工具
すべてのプロセスは、ISO 10791 および NADCAP 規格に準拠して管理されています。
高深穴ドリル加工に適した代表的な超合金材料
合金 | 最高温度 (°C) | 降伏強さ (MPa) | 用途 |
|---|---|---|---|
704 | 1035 | ジェットエンジン換気管 | |
1140 | 980 | タービンライナー穴 | |
980 | 950 | ミサイル圧力胴体 | |
1175 | 790 | 耐熱ダクト |
これらの合金は、熱疲労、クリープ抵抗、寸法安定性のために最適化されています。
事例研究:Hastelloy X 製パイプハウジングにおける 26×D 穴
プロジェクト背景
原子力顧客は、Hastelloy X製で、直径 5 mm、深さ 130 mm(26×D)の貫通穴を必要としました。公差:真円度<0.007 mm、表面粗さ Ra ≤ 0.4 μm、バリや亀裂なし。切屑排出と熱変形が主要な懸念事項でした。
代表的な深穴ドリル加工部品のモデルと用途
部品モデル | 説明 | 材料 | 深さ比率 | 業界 |
|---|---|---|---|---|
DHC-600 | 55 mm 以上にわたって 2 mm の穴を持つインジェクタースリーブ | Inconel 718 | 27×D | |
LHP-480 | 同心二重穴を持つヒートパイプシェル | Rene 41 | 25×D | |
FTV-200 | 単結晶基材内のフィルム冷却チャンネル | CMSX-4 | 30×D | |
HXD-350 | 軸方向および横方向の穴を持つ圧力ヘッダー | Hastelloy X | 26×D |
穴の形状と冷却流性能は、正確な位置合わせと滑らかな内部仕上げに依存します。
超合金部品における深穴ドリル CNC の課題
>25×D の穴における0.02 mm 以上の工具たわみ
内部冷却制御がない場合の500°C を超える熱蓄積
切屑の蓄積により、スコアリングと寸法テーパが発生
ドリル加工後の薄肉断面におけるワークピースの変形
入口の位置ずれが下流の交差チャンネルに影響
長穴超合金ドリル加工のための CNC 加工ソリューション
100 バールの冷却剤圧力とリアルタイムトルクセンサーを備えたBTA システム
2×D 増分ごとに切屑をフラッシュするためのペックサイクルの最適化
傾斜ポートを±0.01 mm 以内に位置合わせするための多軸加工
残留応力を緩和するための加工前後の熱処理
結果と検証
製造方法
部品は鍛造ブランクまたは精密鋳造品から加工されました。ガンドリルは、Inconel、Rene、Hastelloy に適用され、深さ対直径比が 25:1 を超える穴を実現しました。
精密仕上げ
穴は、該当する場合は研磨ヘッドとEDM仕上げによって精製されました。表面粗さ≤Ra 0.4 μm。最終穴径精度±0.01 mm。シール面のために入口面は平面度<0.01 mm まで CNC 面取りされました。
後処理
内部空隙を除去するためにHIP 処理が使用され、その後 900–980°C で応力緩和熱処理が行われました。一部の部品は、最終用途に応じて不動態化またはTBC コーティングを受けました。
検査
CMMにより、同心度と穴の位置合わせが 0.006 mm 以内であることが確認されました。X 線により、連続した穴深さと出口点が確認されました。SEMは、微細亀裂の検出とバリフリーの検証に使用されました。
FAQ
超合金 CNC 加工で達成可能な最大の穴深さはどれくらいですか?
深穴における工具たわみをどのように防止しますか?
穴の修正や出口の清掃に EDM を使用できますか?
破壊検査を行わずに内部の穴寸法をどのように検証しますか?
深穴航空宇宙燃料通路に最適な合金は何ですか?
