超合金荒削り鍛造:極限環境における精密さと強度の融合
超合金荒削り鍛造の紹介
超合金荒削り鍛造は、高性能部品を航空宇宙および航空、発電、化学処理、石油・ガス分野で製造するための基礎的なプロセスです。部品の強度を高めることで知られており、荒削り鍛造は、極限温度、高応力、腐食に耐えるように設計された特殊合金である超合金を成形することを含みます。従来の材料とは異なり、超合金は極限条件下でも構造的完全性を維持し、安全性、耐久性、性能が最も重要となる用途に理想的です。
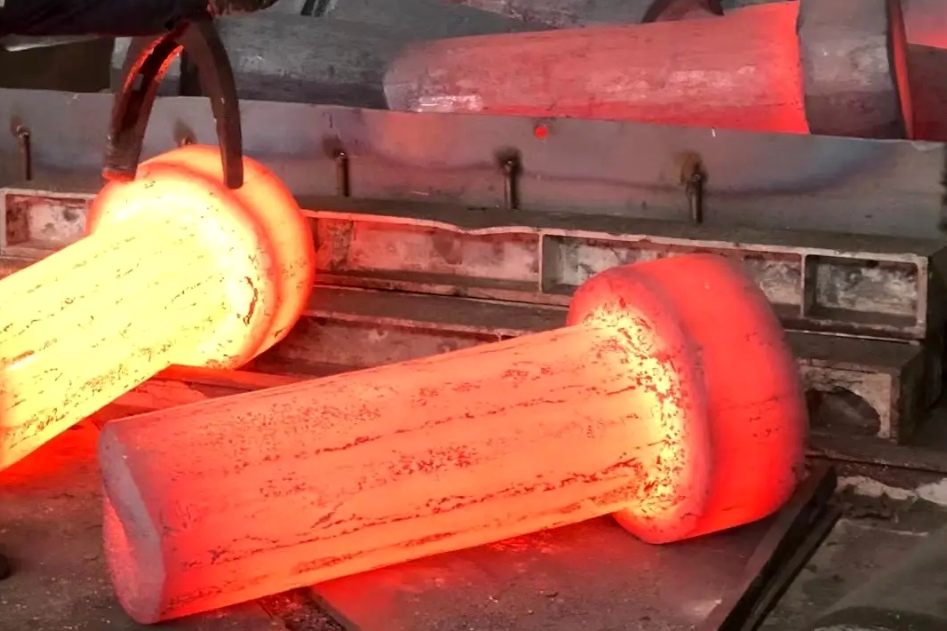
荒削り鍛造では、超合金を最適な温度まで加熱し、その後力を加えて最終部品の荒削り形状を作成します。このプロセスは、部品の基本的な構造特性を保持しながら、そのコア形状を確立するのに役立ちます。荒削り鍛造は最終的な詳細な形状を生成しませんが、CNC加工のような精密な方法で仕上げることができる初期形状を提供します。この組み合わせにより、製造業者は優れた強度、結晶粒の配向、およびスケーラビリティを持つ部品を作成することができます。
このブログでは、超合金荒削り鍛造の複雑さを探り、その段階、利点、使用される超合金の種類、および極限環境向け部品の信頼性を確保する品質管理対策について検討します。
超合金荒削り鍛造とは?
定義とプロセスの概要
超合金荒削り鍛造は、超合金を予備形状に成形する高温・高圧製造プロセスです。精密鍛造や等温鍛造とは異なり、荒削り鍛造は主に、ニアネットシェイププロセスで必要な厳しい公差を必要とせずに、部品の基本的な形状を確立することに焦点を当てています。通常、多段階製造シーケンスの最初のステップであり、過酷な条件に対する耐久性と耐性を提供します。
荒削り鍛造プロセスは一般的に以下を含みます:
加熱:超合金ビレットは、各合金に適した温度(1000°Cから1200°C以上)まで加熱されます。この加熱段階は、合�の展延性を高め、成形を容易にするため、非常に重要です。
成形:加熱後、超合金は産業用プレスまたはハンマーから大きな圧縮力を受けます。この段階で部品が大まかに成形され、結晶粒構造が配向して機械的特性が向上します。
初期冷却:成形後、部品は構造を安定させ残留応力を低減するために制御冷却されます。この冷却段階を注意深く管理することで、望ましくない相変化や構造的弱点を防ぎます。
これらの段階を通じて、荒削り鍛造は材料特性が向上し、強化された結晶粒構造を持つ部品を生産し、その完全性を損なうことなくさらに仕上げ加工を受けられるようにします。
超合金部品における荒削り鍛造の重要な利点
荒削り鍛造は、特に高強度超合金の製造において、独自の利点を提供します:
強度の向上:荒削り鍛造は、内部の結晶粒構造を加えられる力の方向に配向させることで、材料の靭性を高めます。この結晶粒配向により材料が強化され、変形や応力に対する耐性が高まります。
材料効率:荒削り鍛造は廃棄物を最小限に抑えて材料使用を最適化し、高性能部品の製造を経済的にします。最小限のスクラップは、しばしば高価な超合金材料を節約します。
スケーラビリティ:荒削り鍛造は、小さな部品から大型の重構造物まで、さまざまなサイズの部品に適用でき、多様な産業の要求を満たす柔軟なオプションとなります。
荒削り鍛造から始めることで、製造業者は、後で精密さと複雑な詳細を達成するために仕上げることができる、堅牢な基礎構造を持つ部品を生産できます。
荒削り鍛造で使用される超合金
超合金の選択は荒削り鍛造において重要であり、それぞれが特定の環境と応力条件に適した特性を持っています。荒削り鍛造で一般的に使用される3つのブランドはインコネル、ハステロイ、レネであり、それぞれが異なる用途で優れた特定のグレードを持っています:
インコネル
特に高温での酸化および腐食に対する高い耐性で知られており、航空宇宙および化学処理で広く使用されています。
用途:これらのグレードは、タービンブレード、ガスタービンディスク、および高熱および腐食環境下の部品に理想的です。
ハステロイ
酸化、応力腐食、酸腐食に対する優れた耐性が特徴で、化学処理および石油・ガス分野で人気があります。
グレード:ハステロイ X、ハステロイ C-276、ハステロイ S、ハステロイ N。
用途:ハステロイ部品は、過酷な化学条件下に耐える高温反応器、熱交換器、圧力容器で一般的に使用されます。
レネ
高温安定性とクリープ耐性のために開発され、レネ合金は特に航空宇宙産業のタービンエンジン部品に使用されます。
荒削り鍛造で使用される各ブランドおよびグレードの超合金は、独自の特性の組み合わせを提供します。これにより、製造業者は材料選択を特定の用途要件に一致させ、最適な性能と耐久性を確保できます。
CNC加工と鍛造の組み合わせ
荒削り鍛造は超合金部品の基本的な形状と強度を提供しますが、高性能用途に必要な厳しい公差と複雑な形状を達成するには、追加の仕上げ加工がしばしば必要です。CNC加工は荒削り鍛造と組み合わせて一般的に使用され、製造業者が部品の精度と詳細を向上させることができます。
このプロセスでは、荒削り鍛造された部品が正確な仕様に合わせて機械加工されます。CNC機械は、超合金の硬さと靭性を扱える高精度工具を装備しています。製造業者は、荒削り鍛造後にCNC加工を使用することで、タービンブレードの冷却チャネルや他の部品との組み立てに必要な精密な表面仕上げなど、複雑な特徴を作成できます。
この組み合わせアプローチは強度と精度を最大化し、航空宇宙および発電産業の厳しい要求を満たす部品を生産します。CNC加工は、複雑な用途に対する精度を提供することで荒削り鍛造部品に付加価値を与え、各部品が極限条件下で確実に性能を発揮するようにします。
結晶粒構造制御による強度と耐久性
鍛造における結晶粒流れと機械的特性への影響
荒削り鍛造中の結晶粒流れの制御は、部品の機械的特性を向上させる上で重要です。超合金が鍛造されると、結晶粒は加えられる力に沿って配向し、材料の応力耐性を向上させる方向性結晶粒構造を作り出します。配向した結晶粒構造は以下に貢献します:
靭性:配向した結晶粒構造を持つ鍛造部品は、結晶粒が応力をより効果的に吸収・分散できるため、破損しにくくなります。
疲労耐性:荒削り鍛造による結晶粒配向は、タービンブレードや発電部品など、繰り返し荷重サイクルを受ける部品にとって重要な、部品の疲労耐性を向上させます。
全体的な耐久性:結晶粒構造の配向により、超合金部品は極限温度および圧力条件下でも強度と構造的完全性を維持します。
鍛造中の温度管理
温度制御は荒削り鍛造プロセスの重要な側面です。加熱と冷却は、合金内での望ましくない相の形成を防ぐために注意深く管理されなければなりません。加熱中の最適温度を達成することで合金の展延性が増し、鍛造プロセスが容易になります。制御冷却は、部品を弱体化させたり耐食性を低下させたりする可能性のある相変化を防ぎます。
正確な温度を維持することで、超合金がその構造的完全性を保持し、ひび割れ、反り、または粒界弱化などの欠陥を回避します。この注意深い温度管理により、航空宇宙および発電などの産業で運用上の課題に耐えられる強靭な部品が生まれます。
荒削り鍛造超合金部品の試験と品質管理
品質管理と厳格な試験は、荒削り鍛造超合金部品の性能と信頼性を検証するために不可欠です。これらの部品が使用される過酷な環境のため、徹底的な試験により、各部品が必要な安全性、耐久性、機械的強度の基準を満たしていることが保証されます。
主要な試験方法
三次元測定機 (CMM):CMMは部品の寸法を精密に測定し、指定された公差を満たしていることを保証します。複雑な組立において、部品は他の部品とシームレスに適合する必要があります。
3DスキャンおよびSEM(走査型電子顕微鏡):これらの技術により表面完全性の検査が可能になり、応力下で部品を弱体化させる可能性のある微細な欠陥を特定します。
引張試験:引張試験は材料の引張力に対する耐性を測定し、強度、伸び、弾性に関するデータを提供します。
X線および超音波検査:これらの非破壊試験方法は、気孔、ひび割れ、空洞などの内部欠陥を検出し、部品を損傷することなくその構造的完全性を保証します。
極限環境用途における試験の重要性
航空宇宙、発電、化学処理などの産業は、部品を高温、高圧、腐食環境にさらします。厳格な試験と品質管理は、各部品がこれらの過酷な条件に耐えられることを保証するために重要であり、それにより故障のリスクを低減し運用安全性を高めます。試験は、製造業者とエンドユーザーに荒削り鍛造超合金部品の性能と耐久性に対する信頼を与えます。
極限環境における超合金荒削り鍛造部品の用途
航空宇宙
航空宇宙では、荒削り鍛造超合金部品がタービンブレード、ディスク、構造要素の構築に不可欠です。これらの部品は極限の回転力と温度に耐え、安全な運用には構造的完全性と耐久性が不可欠です。荒削り鍛造を通じて達成される結晶粒配向は、ジェットエンジンで一般的な疲労、繰り返し応力、熱変動に対する部品の耐性を向上させます。
発電
発電では、超合金荒削り鍛造部品が高温高圧で動作するタービンに使用されます。タービンディスクやブレードなどのこれらの部品は、酸化、熱、機械的摩耗に耐えながら、運用効率を維持しなければなりません。荒削り鍛造プロセスは結晶粒構造と材料強度を改善し、これらの部品が長期間にわたって確実に性能を発揮できるようにします。
化学処理および石油・ガス
荒削り鍛造を通じて製造された超合金部品は、化学処理および石油・ガス産業で広く使用されており、設備は腐食環境および高温にさらされます。バルブ、ポンプ、反応器などのこれらの部品は、荒削り鍛造によって強化された耐食性と構造的安定性により、極限条件下でも信頼性の高い性能を発揮します。
