発電用インコネル超合金パーツ カスタムノズルリングメーカー
ノズルリング用インコネル超合金の紹介
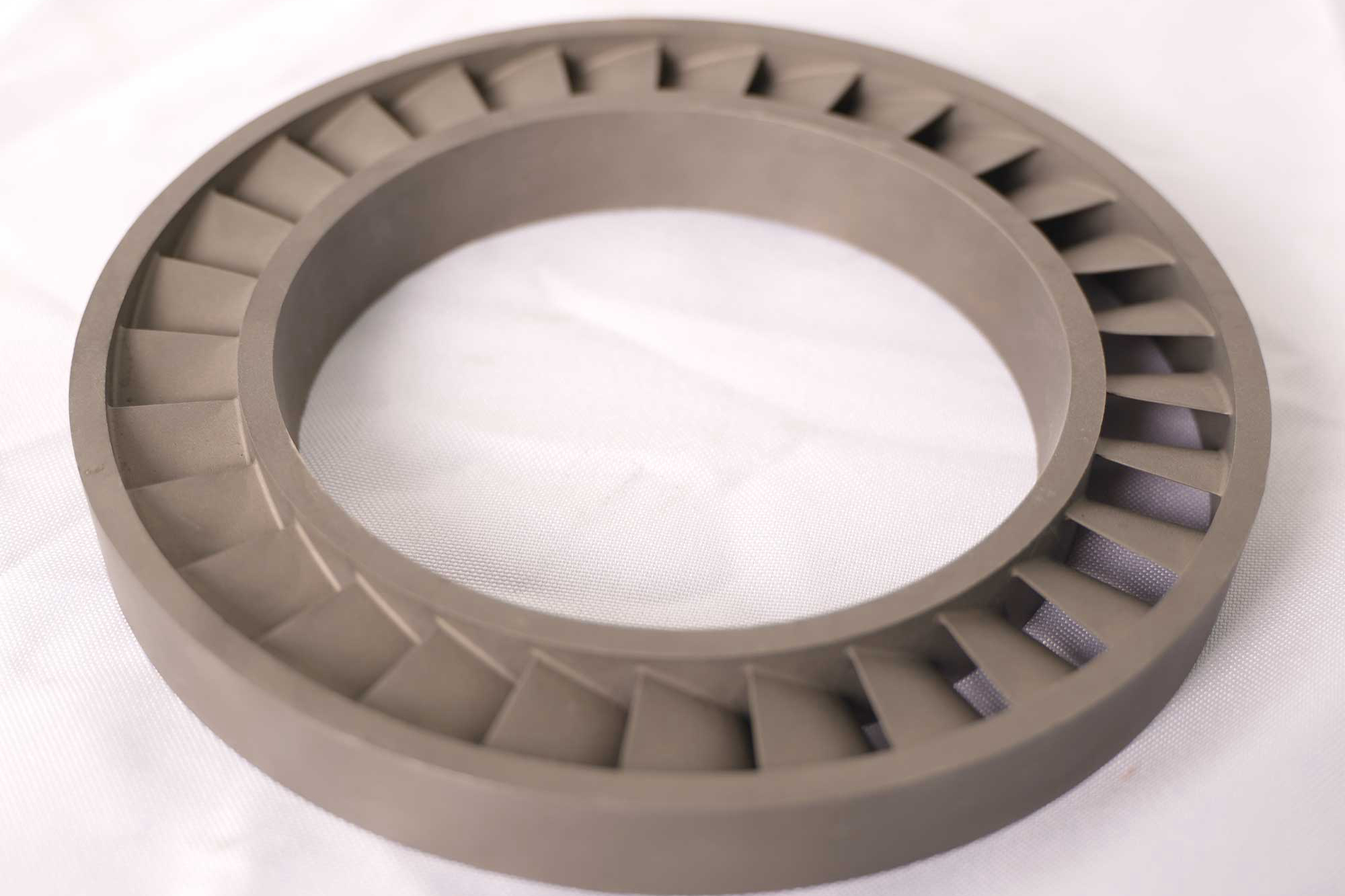
インコネル超合金は、優れたクリープ耐性、優れた酸化耐性、高温下での信頼性の高い機械的強度により、特にタービンノズルリングにおいて、発電分野で重要な材料です。経験豊富なメーカーであるNeway AeroTechは、真空精密鋳造や超合金方向性凝固鋳造などの先進的なプロセスを用いて、精密カスタマイズされたノズルリングを提供することに特化しています。
発電産業に特化した専門知識を活かし、過酷な高温タービン環境における厳しい運転要求を満たす、最高の性能、耐久性、効率性を追求した高品質コンポーネントを提供します。
インコネルノズルリングの製造における中核的課題
インコネルからのノズルリング製造には、いくつかの重要な技術的課題の克服が伴います:
クリープ耐性: 最大1000°Cまでの温度での長時間曝露中に構造的完全性を維持すること。
酸化耐性: 高い酸化および腐食環境下での信頼性の高い性能を確保すること。
精密鋳造: 精密な寸法公差(±0.15 mm)と複雑な内部冷却構造を実現すること。
加工の難しさ: インコネルの高い加工硬化率と低い熱伝導率に対処するには、特殊な加工戦略が必要です。
インコネルノズルリングの詳細な製造プロセス
真空精密鋳造
精密なワックスモデルがノズルリングの形状を複製し、複雑な冷却チャネルを正確に捉えます。
耐火性スラリーコーティングによりセラミック型が作成され、オートクレーブ(約180°C)でワックスパターンが除去されます。
真空条件下(<0.01 Pa)で溶融インコネルを鋳造することで、不純物や欠陥を最小限に抑えます。
制御冷却(約40°C/時間)により残留応力を軽減し、寸法精度を維持します。
方向性凝固鋳造
制御された方向性凝固により結晶粒構造が整列し、クリープ耐性が向上します。
精密な温度勾配制御(約30–50°C/cm)により最適化された結晶粒配向を実現します。
注意深く管理された凝固速度(20–40°C/時間)により内部気孔率と欠陥を低減します。
インコネル製造プロセスの比較概要
プロセス | 寸法精度 | 表面仕上げ | 生産効率 | 複雑性対応能力 |
|---|---|---|---|---|
真空精密鋳造 | ±0.15 mm | Ra 3.2–6.3 µm | 中程度 | 高い |
方向性凝固鋳造 | ±0.20 mm | Ra 6.3–12.5 µm | 中程度 | 中程度 |
CNC加工 | ±0.01 mm | Ra 0.8–3.2 µm | 中程度 | 中程度 |
SLM 3Dプリンティング | ±0.05 mm | Ra 6.3–12.5 µm | 高い | 非常に高い |
ノズルリングの製造プロセスの戦略的選択
真空精密鋳造: 複雑な内部形状に理想的で、精密な公差(±0.15 mm)を達成し、中規模生産に適しています。
方向性凝固鋳造: 結晶粒配向微細構造と±0.20 mmの精度で強化されたクリープ性能を必要とするタービンノズルリングに最適です。
CNC加工: 最終的な精密仕上げに最適で、優れた精度(±0.01 mm)と重要なシール面の優れた表面仕上げを実現します。
SLM 3Dプリンティング: 寸法精度(±0.05 mm)を備えた複雑な冷却通路を持つラピッドプロトタイピングまたは複雑な部品に適しています。
インコネルノズルリングの材料分析マトリックス
材料 | 引張強度 (MPa) | 降伏強度 (MPa) | 最高使用温度 (°C) | 酸化耐性 | 典型的な用途 |
|---|---|---|---|---|---|
1375 | 1100 | 700 | 優れた | 圧縮機およびタービンノズルリング | |
1200 | 980 | 950 | 卓越した | 高温ノズルセグメント | |
880 | 460 | 815 | 抜群の | 燃焼室ライナー | |
950 | 760 | 980 | 優れた | 高性能タービンブレード | |
1250 | 1050 | 1050 | 抜群の | ガスタービンノズルベーン | |
1100 | 780 | 700 | 優れた | タービンシールリング |
ノズルリングの最適な材料選択
Inconel 718: 優れた引張強度(1375 MPa)と良好な酸化耐性から選択され、700°C以下のタービンノズルリングに理想的です。
Inconel 738: 卓越したクリープ強度のため、高温(最大950°C)で動作するノズルセグメントに推奨されます。
Inconel 625: 高い耐食性と最大815°Cまでの使用温度を必要とする燃焼室ライナーに好まれます。
Inconel 713C: 最大980°Cの温度で優れたクリープ耐性を提供するため、タービンブレードおよびノズルリングに最適です。
Inconel 792: ピーク温度(1050°C)での卓越した酸化耐性のため、先進的なガスタービンベーンに理想的です。
Inconel X-750: 中程度の温度(約700°C)での強度と疲労耐性を必要とするタービンシールリングに適しています。
インコネルノズルリングの必須後処理技術
ホットアイソスタティックプレス (HIP): 内部気孔を除去し、約150 MPaの圧力と1200°Cの温度下でのコンポーネントの信頼性を向上させます。
熱遮断コーティング (TBC): 表面温度を約200°C低下させ、ノズルリングの性能と寿命にとって重要です。
放電加工 (EDM): 複雑な内部冷却チャネルを精密に加工し、±0.005 mmの公差を維持します。
熱処理: 微細構造を最適化し、高運転温度下での機械的特性、酸化耐性、寸法安定性を向上させます。
産業応用とケーススタディ:Inconel 738ノズルリング製造
Neway AeroTechは、主要な発電タービン向けにカスタムInconel 738タービンノズルリングの製造に成功し、方向性凝固鋳造とHIP技術を採用して、最大950°Cの温度で卓越したクリープ耐性、寸法精度(±0.20 mm)、および酸化防止を実現しました。
当社の豊富な専門知識と厳格な品質管理は、重要な発電産業規格への準拠を保証し、運転効率とコンポーネント寿命を大幅に向上させます。
インコネルタービンノズルリング製造に関するFAQ
カスタムインコネルノズルリングの製造リードタイムはどのくらいですか?
貴社の施設は、タービンコンポーネントの少量生産および試作品生産に対応できますか?
貴社の製品は、どの発電産業規格および認証に準拠していますか?
インコネルノズルリングの最高の性能と寿命を確保するために、どのような後処理方法が用いられますか?
ノズルリング製造における材料およびプロセス選択に関する技術コンサルテーションを提供していますか?
