自動車用ターボチャージャーブレード ステライト CNC加工サプライヤー
ステライト製ターボチャージャーブレード加工の概要
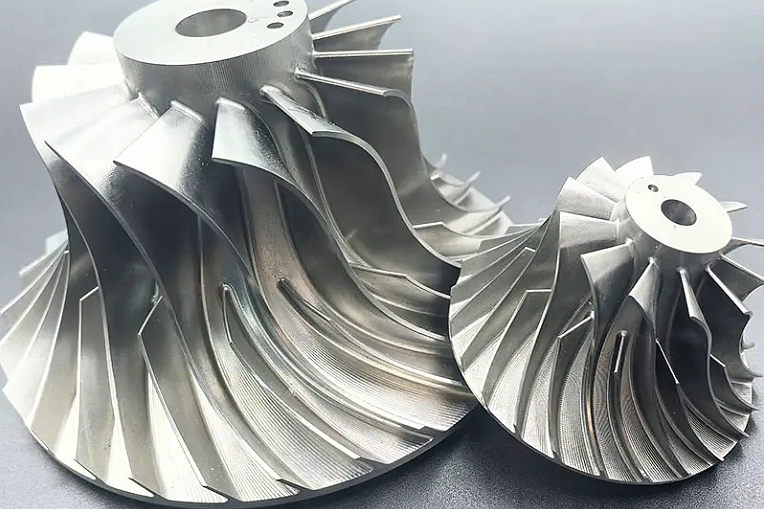
自動車エンジンのターボチャージャーブレードは、高速回転、激しい熱サイクル、厳しい摩耗といった極限状態に耐えなければなりません。Neway AeroTechは、専門的なステライト CNC加工サプライヤーとして、高度な加工方法を用いて精密な自動車用ターボチャージャーブレードを製造しています。ステライト6などの強靭なコバルト基合金を活用し、高性能自動車ターボチャージング用途に特化した、優れた耐摩耗性、耐食性、熱疲労抵抗性を備えたブレードを提供します。
当社の精密加工能力は、自動車産業における信頼できるサプライヤーとしての地位を確立しています。
ステライト製ターボチャージャーブレード加工における中核的課題
ステライト合金からターボチャージャーブレードを加工するには、特有の課題があります:
耐熱性: ブレードは850°Cを超える連続温度下でも確実に作動しなければなりません。
耐摩耗性: 高速回転時(>150,000 RPM)におけるブレード先端の摩耗に対する抵抗性。
精度要件: ±0.005 mm以内の寸法公差とRa 0.8 µmといった微細な表面仕上げの達成。
疲労耐久性: 周期的な熱的・機械的応力下での長寿命疲労寿命の確保。
ステライト製ターボチャージャーブレードのCNC加工プロセス
CNCフライス加工と旋削加工
多軸CNCフライス加工により、複雑な空力学的ブレード形状を高精度で実現します。
CNC旋削加工により、正確な同心度と厳しい公差管理を保証します。
高剛性の超硬工具により、ステライトの硬度(HRC 40–45)と低加工性(鋼に対する相対加工性15–20%)に対応します。
放電加工(EDM)
ワイヤーEDMにより、従来の加工能力を超えた複雑なブレード形状や内部形状を作成します。
±0.002 mm以内の卓越した寸法精度と最適な表面仕上げ(Ra 0.4–0.8 µm)を達成します。
残留応力と構造歪みを最小限に抑えます。
ブレード製造方法の比較
製造方法 | 寸法精度 | 表面仕上げ | 生産効率 | 複雑性対応 |
|---|---|---|---|---|
CNCフライス/旋削加工 | ±0.005 mm | Ra 0.8–1.6 µm | 高い | 中~高い |
ワイヤーEDM | ±0.002 mm | Ra 0.4–0.8 µm | 中程度 | 非常に高い |
真空精密鋳造 | ±0.15 mm | Ra 3.2–6.3 µm | 中~高い | 高い |
選択的レーザー溶融(SLM) | ±0.10 mm | Ra 6.3–12.5 µm | 中程度 | 高い |
製造プロセス選択戦略
CNCフライス/旋削加工:厳しい寸法管理(±0.005 mm)と再現性の高い品質が求められる精密ターボチャージャーブレードに最適です。
放電加工(EDM):優れた精度(±0.002 mm)が必要な高度に複雑な形状に最適です。
真空精密鋳造:中程度の精度(±0.15 mm)で複雑なブレード形状をコスト効率よく生産するのに適しています。
選択的レーザー溶融(SLM):試作や複雑な冷却チャネルの統合に効果的です。
ステライト材料性能マトリックス
材料 | 硬度(HRC) | 引張強さ | 最高使用温度 | 耐摩耗性 | 推奨自動車用途 |
|---|---|---|---|---|---|
43–45 | 860 MPa | 850°C | 卓越 | ターボチャージャーブレード | |
45–48 | 810 MPa | 800°C | 優良 | 高摩耗ブレードエッジ | |
35–40 | 730 MPa | 850°C | 優越 | 耐食性ブレード | |
20–35 | 930 MPa | 980°C | 良好 | 構造用ブレード部品 | |
28–35 | 650 MPa | 900°C | 優良 | 熱サイクル部品 | |
51–55 | 960 MPa | 750°C | 卓越 | 極限摩耗ブレード先端 |
材料選択戦略
ステライト6: 850°Cでのバランスの取れた強度(860 MPa)と優れた耐摩耗性が必要なブレードに最適です。
ステライト12: 硬度レベル45–48 HRCでブレードエッジの卓越した耐摩耗性が求められる場合に選択されます。
ステライト21: 腐食環境にさらされるターボチャージャー部品に理想的で、850°Cまでの温度で安定しています。
ステライト25: 高温(980°C)下での高強度(930 MPa)を必要とする構造的完全性のために選択されます。
ステライト31: 激しい熱サイクルにさらされるブレードに推奨され、900°Cで優れた耐性を提供します。
ステライト3: 極限の耐摩耗性と硬度(最大55 HRC)が要求されるブレード先端に使用されます。
主要な後処理技術
熱処理:ブレードの微細構造、強度、疲労性能を向上させます。
熱間静水圧プレス(HIP):気孔を除去し、極限作動条件下でのブレードの完全性を大幅に向上させます。
熱遮断コーティング(TBC):表面温度を約200°C低下させることでブレードを保護し、作動寿命を向上させます。
動的バランス調整:150,000 RPMを超える回転速度での振動を最小限に抑え、最適な性能を保証します。
業界事例研究:CNC加工ステライト製ターボチャージャーブレード
Neway AeroTechは最近、主要な自動車ターボチャージングOEM向けにCNC加工されたステライト6製ターボチャージャーブレードを納品しました。精密CNCフライス加工、高度なEDMプロセス、包括的な後処理(熱処理、HIP、動的バランス調整)を活用し、業界をリードする寸法精度(±0.005 mm)、卓越した耐摩耗性、優れた疲労寿命を達成し、顧客の性能要件を上回りました。
当社の精密加工技術と材料に関する専門知識は、ターボチャージャーブレードの主要サプライヤーとしての地位を確立しています。
よくある質問
CNC加工ステライト製ターボチャージャーブレードの標準的な生産リードタイムはどれくらいですか?
ターボチャージャーブレードプロジェクトの小ロットまたは試作ロットに対応できますか?
お客様のターボチャージャーブレードは、どの自動車業界認証および品質基準を満たしていますか?
特定のターボチャージャー用途に適したステライト合金の選択に関する技術サポートを提供していますか?
お客様のCNC加工ターボチャージャーブレードの信頼性と性能を確保するために、どのような試験方法が用いられていますか?
