Procédé de fabrication des composants de la veine chaude GE 9E / 9171E : Coulée, usinage CNC et TBC
Procédé de fabrication des composants de la veine chaude GE 9E / 9171E : Coulée, HIP, CNC, EDM, trous de refroidissement et TBC
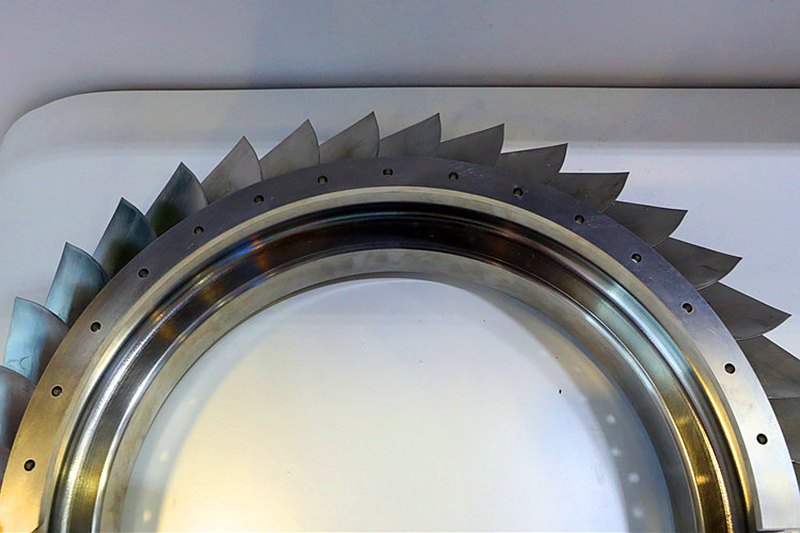
Les composants de la veine chaude GE 9E / 9171E fonctionnent dans l'une des zones les plus exigeantes d'une turbine à gaz industrielle. Les injecteurs, aubes, directrices, couronnes, chemises de combustion, pièces de transition et écrans thermiques sont exposés à des températures élevées, à l'oxydation, au fluage, aux vibrations, à l'érosion et à des cycles thermiques répétés. Pour ces pièces, le processus de fabrication doit contrôler non seulement la forme et la taille, mais aussi l'intégrité de l'alliage, la structure du grain, les caractéristiques de refroidissement, la qualité du revêtement et les dossiers d'inspection finale.
NewayAeroTech prend en charge la fabrication personnalisée de composants de veine chaude pour turbines à gaz de type GE 9E, de classe 9171E et de classe E grâce à des procédés intégrés de fabrication de superalliages. Selon le type de pièce et les conditions de service, nous pouvons combiner la Coulée à cire perdue sous vide, la Coulée à cristaux équiaxes, la Coulée directionnelle de superalliages, la Coulée monocristalline, le HIP, le traitement thermique, l'usinage CNC, l'EDM, le perçage de trous profonds, le TBC, le soudage et l'inspection finale.
Cet article explique le parcours de fabrication typique des pièces de veine chaude GE 9E / 9171E, y compris la sélection du procédé, la coulée ou le forgeage, le HIP, le traitement thermique, l'usinage CNC, les trous de refroidissement par EDM, le revêtement, l'inspection qualité et les informations de devis requises par les acheteurs.

Étape 1 : Examiner la fonction de la pièce GE 9E / 9171E et les conditions de service
Le processus de fabrication doit commencer par la fonction de la pièce. Un injecteur de 1er étage, une aube de 1er étage, une aube de 2e étage, un segment de couronne, une chemise de combustion et une pièce de transition peuvent tous appartenir à la veine chaude, mais ils n'ont pas les mêmes exigences en matière de contrainte, de température, de revêtement, de refroidissement et d'assemblage. La fabrication selon une mauvaise route de procédé peut augmenter le risque de fissuration, de distorsion, d'oxydation prématurée, de défaillance du revêtement ou de mauvais ajustement lors de l'assemblage.
Pour les pièces de turbine de type GE 9E, l'équipe d'ingénierie doit examiner le modèle de turbine, l'étage de la pièce, la nuance de matériau, la température de fonctionnement, l'exposition à la veine de gaz, la direction de la charge, la structure de refroidissement, l'exigence de revêtement et le niveau d'inspection. Cet examen détermine si la pièce doit être coulée, forgée, usinée à partir d'une billette, fabriquée par des procédés additifs ou produite via une route hybride.
Données d'ingénierie | Pourquoi c'est important | Impact sur la route de fabrication |
|---|---|---|
Modèle de turbine | Confirme si la pièce est destinée à une plateforme GE 9E, 9171E ou une autre classe E | Aide à définir l'enveloppe dimensionnelle, l'application et l'exigence de fabrication de remplacement |
Étage de la pièce | Différents étages font face à différents niveaux de température et de contrainte | Influence le matériau, la structure du grain, le revêtement et le niveau d'inspection |
Nuance de matériau | Détermine la compatibilité de la coulée, du forgeage, du traitement thermique, de l'usinage et du revêtement | Contrôle la faisabilité du procédé et les risques qualité |
Caractéristiques de refroidissement | Les trous de refroidissement et les passages internes sont essentiels pour la fiabilité de la veine chaude | Peut nécessiter un EDM, un perçage de trous profonds, une inspection CT ou une vérification du débit |
Exigence de revêtement | Les revêtements TBC, MCrAlY, Al-Si ou résistants à l'oxydation affectent la tolérance de surface | Doit être pris en compte avant la planification de l'usinage final et de l'inspection |
Étape 2 : Sélectionner la route de fabrication en superalliage
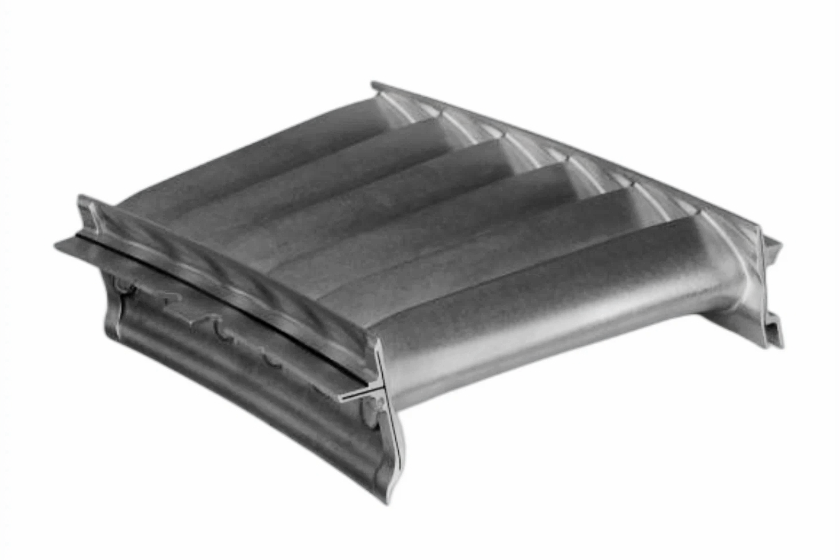
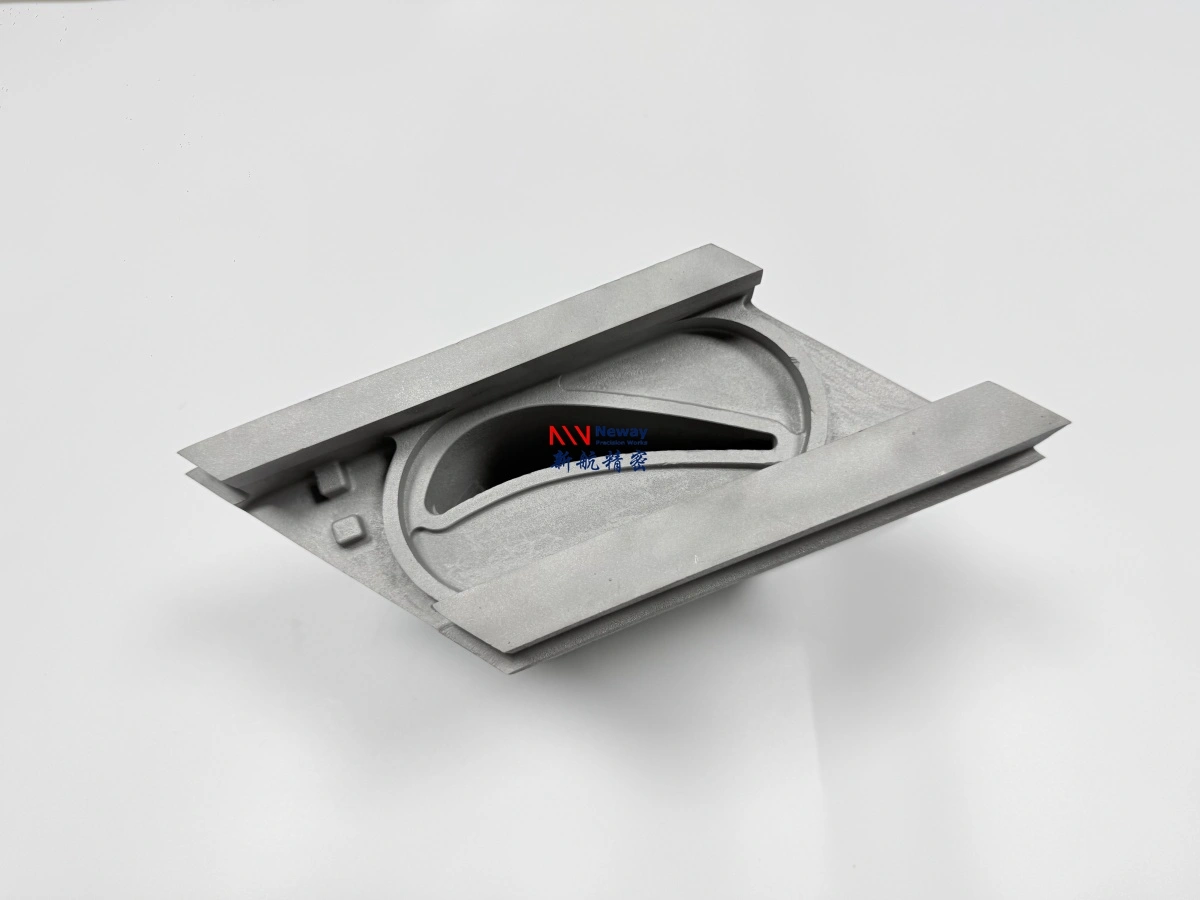
Les composants de la veine chaude GE 9E / 9171E peuvent être fabriqués selon différents procédés en fonction de la géométrie et des conditions de service. Les injecteurs et les directrices sont souvent produits par coulée à cire perdue car ils possèdent des profils aérodynamiques complexes et des plates-formes intégrées. Les aubes et les pales peuvent nécessiter une coulée équiaxe, directionnelle ou monocristalline selon l'étage et les exigences de fluage. Les composants liés au rotor ou de type disque peuvent nécessiter un forgeage ou la métallurgie des poudres plutôt que la coulée conventionnelle.
NewayAeroTech prend en charge la fabrication de Superalliages coulés, de Forgage de précision en superalliage et de Disques de turbine en métallurgie des poudres pour différents types de composants de turbine. La bonne route doit être sélectionnée avant le début de la conception des outillages, de la tolérance d'usinage, du traitement thermique, du revêtement et de la planification de l'inspection.
Type de composant | Route de procédé courante | Raison de fabrication |
|---|---|---|
Injecteur de 1er étage | Coulée à cire perdue sous vide + traitement thermique + revêtement + finition CNC | Prend en charge la géométrie complexe des profils, la coulée d'alliages haute température et le contrôle de la surface de la veine de gaz |
Aube / Pales de 1er étage | Coulée directionnelle ou monocristalline + HIP + traitement thermique + EDM + TBC | Améliore les performances de fluage, la résistance à la fatigue et la fiabilité des caractéristiques de refroidissement |
Injecteur de 2e étage | Coulée équiaxe ou directionnelle + usinage CNC + revêtement protecteur | Équilibre les performances de la veine chaude, le contrôle dimensionnel et le coût de production |
Aube de 2e / 3e étage | Coulée de superalliage + usinage de la couronne + soudage de rechargement dur + inspection | Contrôle l'ajustement du pied, la couronne dentelée, les zones en Z et les caractéristiques résistantes à l'usure |
Disque de turbine / Pièce liée au rotor | Forgage de précision ou métallurgie des poudres + traitement thermique + usinage CNC | Prend en charge les applications rotatives à haute contrainte nécessitant résistance et intégrité structurelle |
Étape 3 : Créer l'ébauche de coulée ou de forgeage
L'étape de fabrication de l'ébauche détermine la base de la qualité finale de la pièce. Pour les injecteurs, directrices et aubes coulés, la conception du moule, la précision du modèle en cire, la qualité de la coquille, la fusion de l'alliage, le contrôle de la coulée, la solidification, la structure du grain et la vitesse de refroidissement affectent tous les performances finales. Pour les pièces forgées ou issues de la métallurgie des poudres, la qualité de la billette, le contrôle de la déformation, la température, la pression et l'historique du traitement thermique affectent les propriétés mécaniques.
Pour les pièces moulées de section chaude GE 9E / 9171E, la fusion sous vide et la coulée contrôlée sont importantes car les superalliages haute température sont sensibles à l'oxydation, à la contamination, au retrait et aux variations microstructurales. La route de coulée doit prendre en compte l'épaisseur de paroi, la forme du profil, les caractéristiques de la plate-forme, la tolérance de retrait, le retrait du noyau et la référence d'usinage CNC ultérieure.
Facteur de fabrication de l'ébauche | Objectif de contrôle | Risque typique en cas de non-contrôle |
|---|---|---|
Précision du modèle en cire | Maintient la géométrie du profil, de la plate-forme, du pied et de la couronne avant la coulée | Écart de profil, mauvaise tolérance d'usinage, inadéquation d'assemblage |
Qualité de la coquille céramique | Assure la finition de surface, la stabilité dimensionnelle et la réduction des défauts | Défauts de surface, inclusion de coquille, distorsion dimensionnelle |
Fusion et coulée sous vide | Réduit l'oxydation et améliore la propreté de l'alliage | Inclusions, écart chimique, défauts d'oxyde |
Contrôle de la solidification | Contrôle la structure du grain, le retrait et la qualité interne | Porosité, criques à chaud, grains parasites, faibles performances de fluage |
Tolérance d'usinage | Garantit suffisamment de matière pour l'usinage final du pied, de la plate-forme et des interfaces | Nettoyage insuffisant, instabilité du montage, échec de tolérance |
Étape 4 : Appliquer le HIP et le traitement thermique pour l'intégrité du superalliage
Après la coulée, les composants de la veine chaude GE 9E / 9171E nécessitent souvent un post-traitement pour améliorer l'intégrité interne et les performances mécaniques. Le Compactage Isostatique à Chaud (HIP) est utilisé pour réduire la porosité interne et améliorer la densité des pièces critiques en superalliage. Cela est particulièrement important pour les pièces exposées à la fatigue thermique, au fluage et aux charges cycliques.
Le Traitement Thermique est utilisé pour optimiser la microstructure, stabiliser les dimensions, améliorer la résistance et préparer l'alliage au service. Pour les superalliages à base de nickel, les paramètres de traitement thermique influencent la distribution des précipités, la résistance au fluage, le comportement en fatigue et la stabilité thermique à long terme. Le traitement thermique doit être sélectionné en fonction de la nuance de l'alliage, de la structure de coulée, de la fonction de la pièce et des spécifications du client.
Post-traitement | Objectif | Pièces typiques de type GE 9E |
|---|---|---|
HIP | Réduit la porosité interne et améliore la densité de coulée | Aubes de turbine, pales, injecteurs, directrices, couronnes |
Traitement thermique de mise en solution | Homogénéise l'alliage et prépare la microstructure | Pièces en Inconel, Rene, CMSX, Nimonic et autres superalliages à base de nickel |
Traitement de vieillissement | Développe la résistance finale et les propriétés à haute température | Aubes de turbine, pales, directrices, composants de section chaude à haute résistance |
Relaxation des contraintes | Réduit les contraintes résiduelles avant ou après l'usinage | Pièces moulées usinées, composants soudés, pièces de précision de section chaude |
Étape 5 : Usinage CNC du pied, de la plate-forme, de la couronne et des surfaces d'étanchéité
La plupart des composants de la veine chaude GE 9E / 9171E coulés nécessitent un usinage CNC après la coulée et le traitement thermique. Les surfaces de montage des injecteurs, les pieds des aubes, les plates-formes des pales, les caractéristiques des couronnes, les faces d'étanchéité, les trous de boulons, les surfaces de référence et les zones de contact doivent être usinés pour répondre aux exigences d'assemblage et d'inspection. La précision brute de coulée n'est généralement pas suffisante pour les interfaces critiques.
NewayAeroTech fournit l'Usinage CNC de superalliages pour les pièces coulées et forgées à haute température. Pour les pièces de turbine à gaz, l'usinage doit être planifié conjointement avec la tolérance de coulée et la référence d'inspection. Une mauvaise stratégie de référence peut provoquer un décalage géométrique entre le profil coulé, le pied usiné et les surfaces d'assemblage finales.
Zone usinée | Objectif de fabrication | Focus de l'inspection |
|---|---|---|
Pied de l'aube | Assure un ajustement sécurisé dans la fente du rotor | Tolérance de profil, finition de surface, zone de contact, relation de référence |
Plate-forme de la pale | Contrôle la limite de la veine de gaz et l'interface d'assemblage | Planéité, parallélisme, précision du contour, tolérance d'usinage |
Face de montage de l'injecteur | Contrôle l'ajustement de l'injecteur, l'alignement de l'étage et l'étanchéité | Position de référence, précision des trous de boulons, finition de la surface d'étanchéité |
Couronne dentelée | Améliore la géométrie de la zone de pointe et le comportement de contact | Profil de la couronne, zone d'usure, interface en Z, épaisseur locale |
Surfaces d'étanchéité | Réduit les fuites et améliore la fiabilité de l'assemblage | Rugosité de surface, tolérance de revêtement, cohérence dimensionnelle |
Étape 6 : EDM et perçage de trous profonds pour les trous de refroidissement et les passages internes
Les trous de refroidissement sont l'une des caractéristiques de fabrication les plus importantes sur les aubes, pales, injecteurs et directrices de turbine. Ces caractéristiques aident à gérer la température du métal pendant le fonctionnement de la turbine à gaz à haute température. Pour les composants de section chaude de classe GE 9E, la géométrie des trous de refroidissement peut inclure des trous inclinés, des trous de refroidissement par film, des caractéristiques de refroidissement turbulées, des canaux internes et des fentes étroites.
Parce que les superalliages à base de nickel sont difficiles à usiner, le perçage conventionnel peut ne pas convenir à toutes les caractéristiques de refroidissement. L'Usinage par Électro-Érosion (EDM) peut produire de petits trous, des fentes complexes et des caractéristiques internes difficiles dans des superalliages durs. Le Perçage de trous profonds en superalliage peut être utilisé pour des passages internes longs et droits lorsque la géométrie de la pièce le permet.
Caractéristique de refroidissement ou interne | Procédé de fabrication | Risque qualité à contrôler |
|---|---|---|
Trous de refroidissement par film | Perçage EDM ou perçage laser selon la géométrie | Diamètre du trou, angle, bavures, couche refondue, constance du débit |
Trous de refroidissement turbulés | EDM et procédé de perçage contrôlé | Répétabilité des caractéristiques internes, blocage, difficulté de nettoyage |
Canaux internes profonds | Perçage de trous profonds ou EDM selon la profondeur et l'accès | Rectitude, percement de paroi, qualité de la surface interne |
Fentes étroites | EDM fil ou EDM par enfonçage | Largeur de fente, état des bords, couche affectée par la chaleur |
Passages bloqués ou cachés | Usinage plus inspection CT ou vérification du débit si nécessaire | Blocage interne, matériau piégé, performances de refroidissement incohérentes |
Étape 7 : TBC, MCrAlY, Al-Si et traitement de surface résistant à l'usure
La protection de surface est essentielle pour les composants de la veine chaude GE 9E / 9171E. Le système de revêtement doit être sélectionné en fonction de l'alliage, de la zone de température, de l'exposition à la veine de gaz, du risque d'oxydation et des conditions d'usure. Pour les surfaces de profil à haute température, le Revêtement Barrière Thermique (TBC) peut aider à réduire l'exposition thermique du métal de base. Les couches de liaison MCrAlY peuvent améliorer la résistance à l'oxydation et soutenir l'adhérence du revêtement céramique.
Pour certains injecteurs et directrices, un revêtement protecteur Al-Si ou d'autres systèmes de surface résistants à l'oxydation peuvent être utilisés. Pour les couronnes, les régions en Z, les faces d'étanchéité et les zones de contact soumises à l'usure, le Soudage de superalliages ou un traitement de rechargement dur peut être requis pour améliorer la résistance à l'usure. L'épaisseur du revêtement et la tolérance de rechargement dur doivent être prises en compte avant l'usinage final et l'inspection.
Traitement de surface | Utilisation typique | Exigence de contrôle |
|---|---|---|
TBC | Aubes de 1er étage, pales de turbine, injecteurs, directrices, écrans thermiques | Épaisseur du revêtement, adhérence, couverture, comportement aux cycles thermiques |
Couche de liaison MCrAlY | Couche de liaison pour les composants de veine chaude revêtus de TBC | Préparation de surface, résistance à l'oxydation, compatibilité avec le revêtement céramique |
Revêtement Al-Si | Injecteurs sélectionnés, directrices et surfaces sensibles à l'oxydation | Couverture uniforme, compatibilité avec le substrat, inspection finale |
Soudage de rechargement dur | Zones en Z, surfaces de contact de la couronne, zones d'usure d'étanchéité | Contrôle des fissures, qualité de la liaison, usinage final, inspection de surface |
Revêtement résistant à l'oxydation | Chemises de combustion, pièces de transition, structures de section chaude | Capacité de température, durabilité cyclique, intégrité du revêtement |
Étape 8 : Inspection finale et documentation qualité
L'inspection finale confirme si le composant de la veine chaude GE 9E / 9171E répond aux exigences de dessin, de matériau, dimensionnelles, de surface, de revêtement et de documentation. Pour les injecteurs, aubes, directrices et couronnes en superalliage, l'inspection doit inclure à la fois la vérification de la fabrication et l'évaluation des risques de service. Il ne suffit pas de vérifier uniquement la forme extérieure.
NewayAeroTech fournit des services d'Essais et Analyses de Matériaux pour les pièces en alliage haute température. Selon les exigences du client, les rapports peuvent inclure l'inspection MMT, la comparaison par scan 3D, l'inspection par rayons X, l'inspection CT, la ressuage (FPI), l'analyse métallographique, SEM/EDS, la vérification de la composition chimique, GDMS, ICP-OES, l'analyse carbone-soufre, les essais de traction, la mesure de l'épaisseur du revêtement et l'inspection visuelle finale.
Article d'inspection | Méthode typique | Objectif |
|---|---|---|
Précision dimensionnelle | Inspection MMT, scan 3D | Vérifie le pied, la plate-forme, le profil, la couronne, le montage et les caractéristiques d'étanchéité |
Défauts internes | Rayons X, CT, inspection ultrasonore | Détecte la porosité, le retrait, les fissures, les inclusions et les caractéristiques internes bloquées |
Fissures de surface | FPI ou inspection par liquide pénétrant | Trouve les fissures de surface ouvertes après coulée, soudage, traitement thermique ou usinage |
Chimie du matériau | Spectromètre, GDMS, ICP-OES, analyse carbone-soufre | Confirme la nuance d'alliage et le contrôle des éléments critiques |
Microstructure | Métallographie, SEM/EDS, EBSD si nécessaire | Évalue l'état du grain, les phases, le résultat du traitement thermique et la morphologie des défauts |
Qualité du revêtement | Inspection d'épaisseur, revue d'adhérence, inspection visuelle, rugosité de surface | Confirme que le TBC, la couche de liaison, l'Al-Si ou la surface de rechargement dur répond aux spécifications |
Exemple de route de procédé pour les injecteurs et aubes de turbine GE 9E / 9171E
Un projet de fabrication typique d'injecteur de turbine de classe GE 9E peut commencer à partir d'un modèle CAO 3D, d'un dessin 2D ou d'un échantillon rétro-ingéniéré. Le processus peut inclure l'outillage du modèle en cire, la coulée à cire perdue sous vide, le traitement thermique, l'usinage CNC des surfaces de montage, le revêtement protecteur, l'inspection dimensionnelle et la documentation finale. Si l'injecteur comprend des caractéristiques internes ou des exigences strictes de profil, une inspection CT ou un scan 3D peut être ajouté.
Un projet d'aube ou de pale de turbine peut nécessiter un contrôle plus avancé. Selon l'étage et le matériau, la route peut inclure la coulée directionnelle ou monocristalline, le HIP, le traitement thermique, l'usinage du pied, les trous de refroidissement par EDM, le revêtement TBC, l'usinage de la couronne, le soudage de rechargement dur, le FPI, l'inspection MMT et l'inspection du revêtement. La route doit être personnalisée en fonction des spécifications réelles de la pièce plutôt que copiée depuis un autre composant.
Exemple de pièce | Route possible | Risque principal de fabrication |
|---|---|---|
Injecteur de 1er étage | Coulée à cire perdue sous vide → traitement thermique → faces de montage CNC → revêtement → inspection MMT / CT | Écart de profil, défauts internes, incohérence du revêtement |
Aube de 1er étage | Coulée directionnelle ou monocristalline → HIP → traitement thermique → usinage du pied → trous de refroidissement EDM → TBC → inspection | Résistance au fluage, précision des trous de refroidissement, ajustement du pied, adhérence du revêtement |
Aube de 2e étage | Coulée de superalliage → traitement thermique → usinage de la couronne → rechargement dur en Z → FPI → inspection dimensionnelle | Géométrie de la couronne, fissuration de la surface d'usure, tolérance du pied et de la plate-forme |
Chemise de combustion | Formage ou fabrication en alliage haute température → soudage → traitement thermique → revêtement → inspection | Intégrité de la soudure, fatigue thermique, oxydation, distorsion |
Support de rétro-ingénierie pour les composants hérités GE 9E / 9171E
Certains projets de pièces de remplacement GE 9E / 9171E commencent avec des échantillons usés ou des dessins incomplets. Dans cette situation, une rétro-ingénierie peut être requise avant la fabrication. Cependant, la rétro-ingénierie d'une pièce de section chaude de turbine à gaz n'est pas seulement une tâche de numérisation. Les zones usées doivent être distinguées de la géométrie d'origine, les surfaces fonctionnelles doivent être identifiées, et les exigences de matériau, de traitement thermique, de revêtement et d'inspection doivent être reconstruites ou confirmées.
Pour les composants de la veine chaude, la rétro-ingénierie doit inclure l'inspection de l'échantillon, le scan 3D, la vérification du matériau, l'analyse des surfaces fonctionnelles, la planification des références d'usinage, la revue du revêtement et l'évaluation de la fabricabilité. Pour les pièces comportant des trous de refroidissement, des profils, des couronnes, des caractéristiques en Z ou des surfaces revêtues, une revue d'ingénierie avant l'outillage peut réduire les risques de production et améliorer l'ajustement final de l'assemblage.
Étape de rétro-ingénierie | Objectif | Avantage de fabrication |
|---|---|---|
Nettoyage de l'échantillon et revue visuelle | Identifier l'usure, les fissures, les dommages au revêtement et les zones fonctionnelles | Empêche la copie directe de la géométrie usée |
Scan 3D | Capture la géométrie du profil, du pied, de la couronne et de l'interface | Prend en charge la reconstruction CAO et la comparaison dimensionnelle |
Vérification du matériau | Confirme la famille d'alliage et la direction chimique | Aide à sélectionner la route de coulée, de traitement thermique, de revêtement et d'inspection |
Reconstruction de la référence | Définit comment la pièce doit être usinée et inspectée | Améliore l'ajustement d'assemblage et évite le décalage géométrique |
Revue DFM | Évalue la faisabilité de la coulée, de l'usinage, des trous de refroidissement, du revêtement et de l'inspection | Réduit les changements d'outillage, les échecs d'usinage et les risques de livraison |
Quelles informations sont nécessaires pour obtenir un devis pour les composants de la veine chaude GE 9E / 9171E ?
Pour établir un devis précis pour les composants de la veine chaude GE 9E / 9171E, le fournisseur doit comprendre la fonction du composant, le cadre de la turbine, l'exigence de matériau, la géométrie, la route de procédé, le post-traitement, le revêtement, le niveau d'inspection et le calendrier de livraison. Une aube de turbine avec des trous de refroidissement et un revêtement TBC nécessite une structure de devis différente de celle d'un injecteur statique, d'un segment de couronne ou d'une chemise de combustion.
Pour un devis plus rapide, veuillez fournir les informations suivantes :
Modèle de turbine ou application, tel que GE 9E, 9171E, turbine à gaz de classe E ou plateforme équivalente
Nom de la pièce et étage, tel qu'injecteur de 1er étage, aube de 1er étage, injecteur de 2e étage, aube de 3e étage, couronne, chemise de combustion, pièce de transition ou écran thermique
Modèle CAO 3D, de préférence STEP, X_T, IGS ou un autre format modifiable
Dessin 2D avec tolérances, exigences de référence, notes sur les trous de refroidissement, exigences de revêtement et normes d'inspection
Nuance de matériau requise, telle que Inconel 713C, Inconel 738LC, CMSX-4, Rene N5, Nimonic 90, Stellite 6B, Hastelloy X ou un autre superalliage
Route de fabrication requise, telle que coulée à cire perdue sous vide, coulée équiaxe, coulée directionnelle, coulée monocristalline, forgeage de précision, métallurgie des poudres, usinage CNC, EDM ou perçage de trous profonds
Post-traitement requis, tel que HIP, traitement thermique, TBC, couche de liaison MCrAlY, revêtement Al-Si, soudage de rechargement dur, revêtement résistant à l'oxydation ou finition de surface
Exigences d'inspection, telles que rapport MMT, FAI, rayons X, CT, FPI, métallographie, SEM, analyse chimique, essais de traction, inspection de revêtement ou vérification du débit
Quantité pour la validation du prototype, les pièces de rechange pour arrêt, la fabrication de remplacement ou la commande de production répétée
Calendrier de livraison cible et destination d'expédition
Pourquoi choisir NewayAeroTech pour la fabrication de composants de la veine chaude GE 9E / 9171E ?
La fabrication de composants de la veine chaude GE 9E / 9171E nécessite une chaîne de processus intégrée. Un injecteur, une aube, une directrice, une couronne ou un composant de combustion réussi dépend de la sélection du superalliage, de la qualité de la coulée, du HIP, du traitement thermique, du contrôle de la référence CNC, de la précision des trous de refroidissement EDM, des performances du revêtement et de la documentation d'inspection. Si ces étapes sont traitées séparément sans coordination d'ingénierie, les risques dimensionnels et métallurgiques peuvent augmenter.
NewayAeroTech prend en charge la fabrication de composants en alliage haute température, de la planification du processus à l'inspection finale. Nous pouvons aider à évaluer la sélection des matériaux, la méthode de coulée, le post-traitement, la tolérance d'usinage, la fabrication des trous de refroidissement, la stratégie de revêtement et les rapports qualité selon les dessins, échantillons, spécifications et exigences d'application du client. Nos capacités prennent en charge la production d'énergie, l'aérospatiale, l'énergie, le maritime, le pétrole et le gaz, ainsi que d'autres applications industrielles à haute température.
Les noms GE 9E et 9171E sont utilisés uniquement pour décrire les exigences d'application du cadre de la turbine. NewayAeroTech se concentre sur la fabrication personnalisée de composants en superalliage conformément aux dessins, échantillons, spécifications et exigences de projet fournis par le client.
FAQ