Comment les trous de refroidissement, les surfaces de revêtement et les zones d'usure sont-ils fabri...
Comment les trous de refroidissement, les surfaces de revêtement et les zones d'usure sont-ils fabriqués sur les aubes de turbine GE 9E ?
Les trous de refroidissement, les surfaces de revêtement et les zones d'usure des aubes de turbine GE 9E sont fabriqués grâce à une combinaison contrôlée de coulée de superalliages, HIP (compaction isostatique à chaud), traitement thermique, usinage CNC, perçage par électro-érosion (EDM), perçage de trous profonds, revêtement barrière thermique (TBC), couche de liaison MCrAlY, soudage de rechargement dur et inspection finale. Ces caractéristiques sont critiques car les aubes de turbine fonctionnent sous des températures élevées, des charges centrifuges, une oxydation, des vibrations et des cycles thermiques répétés.
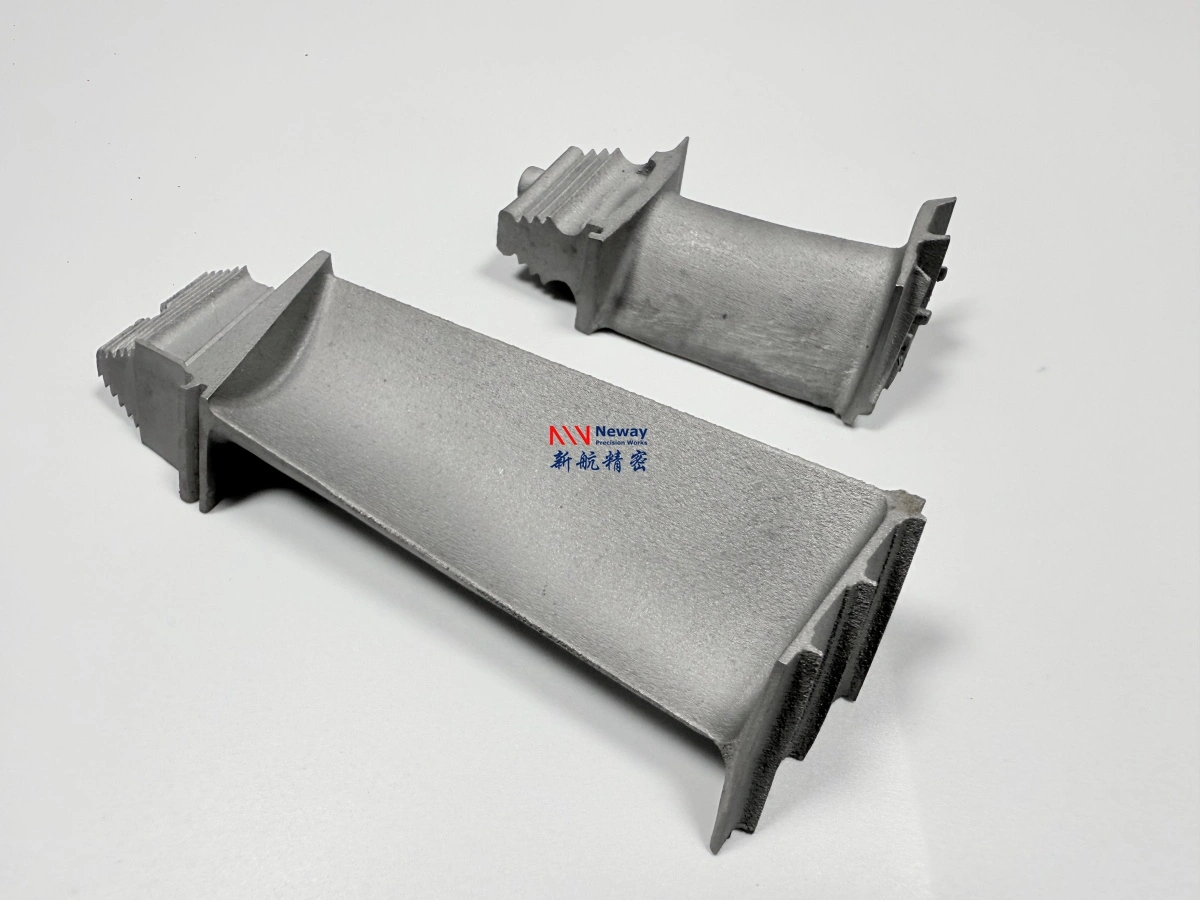
Pour la fabrication d'aubes de turbine GE 9E / 9171E, le corps de l'aube est généralement produit en superalliage haute température par coulée ou par un contrôle avancé de la solidification. Après la production de l'ébauche, la racine, la plateforme, le carénage (shroud), les trous de refroidissement, les zones d'encoche en Z, les faces d'étanchéité et les surfaces revêtues doivent être usinées avec soin. NewayAeroTech propose l'usinage CNC de superalliages, l'électro-érosion (EDM), le perçage de trous profonds pour superalliages, le revêtement barrière thermique (TBC) et le soudage de superalliages pour les composants personnalisés de section chaude.
1. Pourquoi les trous de refroidissement, les revêtements et les zones d'usure sont importants pour les aubes de turbine GE 9E
Les aubes de turbine GE 9E fonctionnent dans un flux de gaz à haute température tout en supportant des charges mécaniques rotatives. Le profil aérodynamique doit résister à la chaleur, à l'oxydation, au fluage et à la fatigue. La racine doit s'adapter fermement dans la fente du rotor. Le carénage et les zones d'encoche en Z doivent contrôler le contact, l'étanchéité, les vibrations et l'usure. Les trous de refroidissement et les revêtements aident à réduire les dommages thermiques et à prolonger la durée de vie des composants.
Si les trous de refroidissement sont inexacts, obstrués, surdimensionnés, sous-dimensionnés ou mal alignés, les performances de refroidissement peuvent être affectées. Si l'épaisseur ou l'adhérence du revêtement est instable, l'aube peut perdre sa protection thermique. Si les zones d'usure de l'encoche en Z ou du carénage ne sont pas correctement usinées ou rechargées, les dommages par contact et les problèmes liés aux vibrations peuvent augmenter.
Caractéristique | Pourquoi c'est important | Risque principal de fabrication |
|---|---|---|
Trous de refroidissement | Contrôle la température du métal pendant le fonctionnement dans le chemin de gaz chaud | Trous obstrués, mauvais angle, mauvais débit, bavures, couche refondue |
Surface TBC | Réduit l'exposition thermique sur les surfaces du chemin de gaz à haute température | Mauvaise adhérence, épaisseur inégale, écaillage du revêtement, contamination de surface |
Couche de liaison MCrAlY | Améliore la résistance à l'oxydation et soutient l'adhérence du TBC | Liaison faible, dommages par oxydation, incompatibilité du revêtement |
Surface du carénage | Contrôle la zone de pointe, l'étanchéité, le contact et le comportement vibratoire | Erreur de profil, usure, fissuration, mauvais ajustement de contact |
Zone de rechargement dur de l'encoche en Z | Améliore la résistance à l'usure dans les zones de contact | Fissuration, mauvaise liaison de soudure, perte excessive de la marge d'usinage |
2. Comment les trous de refroidissement sont-ils fabriqués dans les aubes de turbine GE 9E ?
Les trous de refroidissement des aubes de turbine GE 9E sont généralement produits après les étapes de coulée et de traitement thermique. Étant donné que les matériaux des aubes de turbine sont généralement des superalliages à base de nickel ou des alliages avancés à haute température, le perçage conventionnel peut ne pas convenir à toutes les caractéristiques de refroidissement. L'EDM, le perçage laser ou le perçage de trous profonds peuvent être sélectionnés en fonction de la taille du trou, de la profondeur, de l'angle, de la direction d'accès et de la géométrie du profil aérodynamique.
L'électro-érosion (EDM) convient aux petits trous de refroidissement, aux trous inclinés, aux fentes étroites et aux profils difficiles dans les superalliages durs. Le perçage de trous profonds pour superalliages peut être utilisé lorsque des passages internes longs et relativement droits sont requis. Pour les profils aérodynamiques complexes des aubes de turbine, l'inspection doit confirmer la taille du trou, l'angle du trou, la propreté et la cohérence du chemin d'écoulement.
Caractéristique de refroidissement | Procédé possible | Point focal du contrôle qualité |
|---|---|---|
Trous de refroidissement par film | Perçage EDM ou perçage laser selon la géométrie | Diamètre, angle, qualité de sortie, contrôle des bavures, cohérence du débit |
Trous inclinés | EDM ou perçage contrôlé avec support de montage | Orientation du trou, emplacement du profil, répétabilité, état de surface |
Caractéristiques de refroidissement turbulées | EDM ou procédé de perçage spécialisé selon la conception | Répétabilité des caractéristiques internes, risque d'obstruction, accessibilité au nettoyage |
Passages internes profonds | Perçage de trous profonds ou EDM selon l'accès et le rapport profondeur/diamètre | Rectitude, risque de percement, propreté interne, contrôle de l'épaisseur de paroi |
Fentes étroites | EDM fil ou EDM par enfonçage | Largeur de fente, état des bords, couche refondue, précision dimensionnelle |
3. Pourquoi l'EDM est important pour les caractéristiques de refroidissement en superalliage
L'EDM est important car les superalliages des aubes de turbine sont difficiles à usiner par coupe conventionnelle. Les alliages à base de nickel ont une résistance à chaud élevée, une faible conductivité thermique, une forte tendance à l'écrouissage et une usure importante des outils. Lorsque les trous de refroidissement sont petits, inclinés ou situés sur des surfaces de profil courbes, l'EDM peut offrir une voie plus pratique que le perçage mécanique.
Cependant, l'EDM doit toujours être contrôlé avec soin. Le processus peut créer une couche refondue ou des microfissures si les paramètres ne sont pas contrôlés. Pour les caractéristiques critiques des aubes de turbine, la qualité de l'EDM doit être évaluée par des vérifications dimensionnelles, une inspection visuelle, une analyse de coupes, des tests d'écoulement ou une inspection par tomographie (CT) lorsque cela est requis par les spécifications du client.
Élément de contrôle EDM | Pourquoi c'est important |
|---|---|
Contrôle des paramètres de décharge | Réduit la couche affectée par la chaleur excessive et améliore la qualité du trou |
Alignement de l'électrode | Contrôle l'angle, la position et la répétabilité du trou de refroidissement |
Rinçage et nettoyage | Empêche les débris, l'obstruction et la décharge instable pendant l'usinage |
Contrôle de la couche refondue | Améliore l'intégrité de surface pour les conditions de fatigue et de cycles thermiques |
Inspection finale du trou | Confirme que les caractéristiques de refroidissement répondent aux exigences du plan et du débit |
4. Comment les revêtements TBC et MCrAlY sont-ils appliqués aux aubes de turbine ?
Le revêtement barrière thermique est appliqué sur les surfaces des aubes de turbine nécessitant une protection thermique contre l'exposition aux gaz chauds. Un système de revêtement typique peut inclure la préparation de surface, une couche de liaison MCrAlY, une couche céramique barrière thermique et une inspection finale. La couche de liaison améliore la résistance à l'oxydation et aide la couche céramique à adhérer au substrat en superalliage.
Le revêtement barrière thermique (TBC) doit être planifié conjointement avec la marge d'usinage, car l'épaisseur du revêtement peut affecter les dimensions finales, le jeu, la rugosité de surface et l'écoulement d'air. Les zones revêtues doivent être clairement définies sur le plan, en particulier près des interfaces de racine, des surfaces de plateforme, des zones d'étanchéité et des trous de refroidissement.
Étape de revêtement | Objectif | Contrôle technique |
|---|---|---|
Préparation de surface | Élimine la contamination et prépare le substrat pour le revêtement | Propreté, rugosité, masquage, activation de surface |
Couche de liaison MCrAlY | Améliore la résistance à l'oxydation et soutient l'adhérence du revêtement céramique | Épaisseur, liaison, couverture, résistance à l'oxydation |
Couche céramique TBC | Réduit l'exposition thermique du superalliage de base | Épaisseur, uniformité, porosité, adhérence, comportement aux cycles thermiques |
Masquage et contrôle du jeu | Protège les zones qui doivent rester non revêtues ou dimensionnellement contrôlées | Surfaces de racine, faces d'accouplement, sorties de trous de refroidissement, surfaces d'étanchéité |
Inspection finale du revêtement | Vérifie que le revêtement répond aux exigences du plan ou des spécifications | Inspection visuelle, inspection de l'épaisseur, examen de l'adhérence, état de surface |
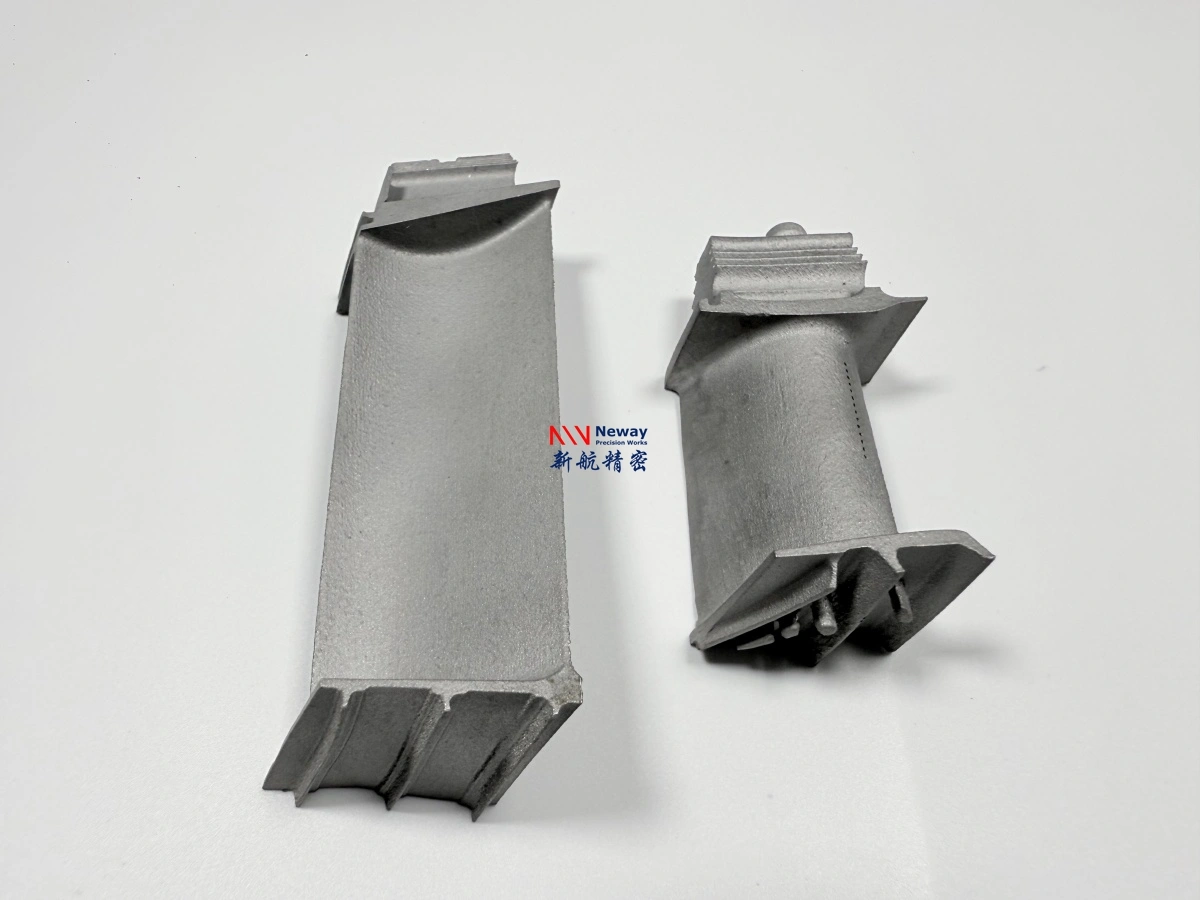
5. Comment le carénage, l'encoche en Z et les zones d'usure sont-ils fabriqués ?
Le carénage, l'encoche en Z et les zones de contact d'usure des aubes de turbine GE 9E nécessitent un usinage et un traitement de surface soignés, car ces caractéristiques affectent l'étanchéité de la pointe, le contrôle des vibrations, le comportement de contact et les performances d'usure à long terme. Ces zones peuvent nécessiter un usinage CNC, un soudage de rechargement dur, un meulage, un polissage et une inspection de surface.
Des matériaux résistants à l'usure tels que le Stellite 6 ou le Stellite 6B peuvent être évalués pour les zones de rechargement dur ou de contact. Le soudage de superalliages peut être utilisé pour certaines zones de rechargement dur, mais la zone soudée doit être inspectée pour détecter les fissures, la qualité de la liaison et la cohérence dimensionnelle après traitement.
Zone d'usure | Méthode de fabrication | Point focal du contrôle qualité |
|---|---|---|
Carénage de pointe festonné | Usinage CNC, meulage, finition de surface | Précision du profil, épaisseur locale, surface de contact, finition de surface |
Zone d'encoche en Z | Soudage de rechargement dur, finition CNC, inspection par ressuage (FPI) | Contrôle des fissures, liaison de soudure, résistance à l'usure, récupération dimensionnelle |
Surface d'étanchéité | Usinage CNC, contrôle du revêtement, finition de surface | Planéité, rugosité, marge de revêtement, contrôle des fuites |
Interface de contact | Alliage résistant à l'usure, rechargement dur, usinage, inspection | Motif de contact, intégrité de surface, comportement d'usure à long terme |
Bord de plateforme | Usinage CNC, raccordement, contrôle du revêtement | État des bords, concentration de contraintes, transition du revêtement |
6. Quelle inspection est nécessaire après l'usinage des trous de refroidissement et le revêtement ?
Après l'usinage des trous de refroidissement et le revêtement, l'inspection doit confirmer que l'aube de turbine répond toujours aux exigences dimensionnelles, métallurgiques, de surface et fonctionnelles. Les trous de refroidissement doivent être vérifiés pour leur taille, leur angle, leur obstruction, leurs bavures, leur couche refondue et leur propreté. Les surfaces revêtues doivent être vérifiées pour leur épaisseur, leur couverture, leur adhérence, leur état de surface et la précision du masquage.
NewayAeroTech fournit des services d'essai et d'analyse des matériaux pour les composants en alliages à haute température. Selon les exigences du client, l'inspection peut inclure la MMT (machine à mesurer tridimensionnelle), la numérisation 3D, les rayons X, la tomographie (CT), le ressuage (FPI), la métallographie, la MEB/EDS, l'inspection de l'épaisseur du revêtement et une revue visuelle finale.
Élément d'inspection | Méthode typique | Objectif |
|---|---|---|
Diamètre du trou de refroidissement | Jauge à piges, mesure optique, endoscope, CT si nécessaire | Confirme la taille du trou et la répétabilité |
Angle du trou de refroidissement | Inspection 3D, inspection par montage, CT ou analyse de coupe | Confirme la direction du trou et la relation avec le profil |
Obstruction interne | Inspection CT, vérification du débit, endoscope, vérification du nettoyage | Assure que le chemin de refroidissement est ouvert et fonctionnel |
Couche refondue | Coupe métallographique ou analyse MEB si nécessaire | Évalue l'intégrité de surface de l'EDM |
Épaisseur du revêtement | Mesure de l'épaisseur et rapport de revêtement | Confirme l'épaisseur du TBC, de la couche de liaison ou du revêtement protecteur |
Fissures de surface | FPI ou inspection par ressuage | Détecte les fissures ouvertes après usinage, soudage, revêtement ou traitement thermique |
7. Quelles informations les acheteurs doivent-ils fournir pour les projets de trous de refroidissement et de revêtement ?
Pour fabriquer des aubes de turbine GE 9E avec des trous de refroidissement, des revêtements et des zones résistantes à l'usure, les acheteurs doivent fournir des exigences détaillées concernant la géométrie, le matériau, le revêtement et l'inspection. Sans notes sur les trous de refroidissement, exigences d'épaisseur de revêtement, zones de masquage et spécifications des zones d'usure, le fournisseur peut ne pas être en mesure d'évaluer précisément les risques de procédé.
Informations requises | Pourquoi c'est important |
|---|---|
Fichier CAO 3D | Soutient l'examen de la géométrie du profil, l'orientation des trous de refroidissement et la planification de l'usinage |
Dessin 2D avec notes sur les trous de refroidissement | Définit le diamètre, l'angle, l'emplacement, la tolérance et l'exigence d'inspection du trou |
Nuance de matériau | Détermine la difficulté de l'EDM, le traitement thermique, la compatibilité du revêtement et la méthode d'inspection |
Spécification du revêtement | Clarifie le TBC, le MCrAlY, l'Al-Si, le revêtement d'oxydation, l'épaisseur et les exigences de masquage |
Exigence de zone d'usure | Définit si le Stellite, le soudage de rechargement dur, le meulage ou l'usinage final est requis |
Norme d'inspection | Confirme si la MMT, la CT, le FPI, la métallographie, le rapport de revêtement ou la vérification du débit est requis |
Étape de la pièce et application | Aide à évaluer la zone de température, l'état de contrainte, le risque de revêtement et l'exigence de service |
Quantité et objectif de livraison | Aide à évaluer la conception du montage, la préparation des électrodes, le lot de revêtement et le délai d'exécution |
8. Recommandation technique pratique
Pour les aubes de turbine GE 9E, les trous de refroidissement, les surfaces de revêtement et les zones d'usure doivent être planifiés comme une seule voie de fabrication intégrée. Les trous de refroidissement affectent les performances thermiques, le TBC et le MCrAlY affectent la protection de surface, et les zones de rechargement dur du carénage ou de l'encoche en Z affectent l'usure et le comportement de contact. Ces caractéristiques ne doivent pas être chiffrées ou fabriquées séparément sans examiner la géométrie complète de l'aube et les exigences de service.
Pour une évaluation technique plus rapide, fournissez le modèle de turbine, l'étage de l'aube, le fichier CAO 3D, le dessin 2D, la nuance de matériau, les détails des trous de refroidissement, la spécification du revêtement, les notes sur les zones d'usure, la norme d'inspection, la quantité et le calendrier de livraison cible. NewayAeroTech peut examiner le composant et recommander une voie de fabrication pratique pour les applications d'aubes de turbine de type GE 9E, de classe 9171E et d'autres classes E.
Les noms GE 9E et 9171E sont utilisés uniquement pour décrire les exigences d'application de la structure de turbine. NewayAeroTech se concentre sur la fabrication personnalisée de pièces en superalliage conformément aux dessins, échantillons, spécifications et exigences de projet fournis par le client.
