Comment les aubes de turbine de classe GE 9E sont fabriquées à partir d'alliages Inconel, Rene, CMSX...
Comment les buses, augets et aubes de turbine de classe GE 9E sont fabriqués à partir d'alliages Inconel, Rene, CMSX et Nimonic
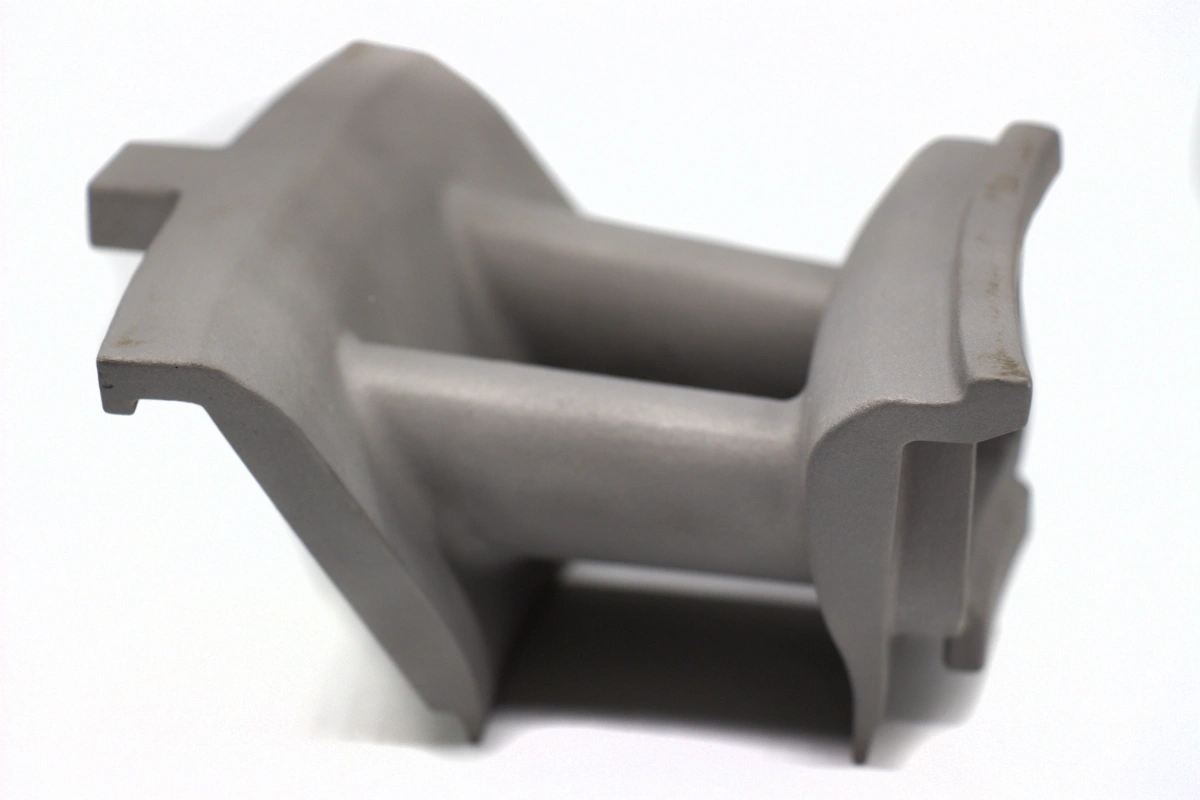
Les turbines à gaz de classe GE 9E, y compris les plateformes de turbines industrielles de type 9171E, utilisent des composants de chemin de gaz chauds à haute température qui doivent fonctionner sous fatigue thermique, oxydation, fluage, vibration, érosion et cycles répétés de démarrage et d'arrêt. Les buses de turbine, augets, aubes, carénages, chemises de combustion, pièces de transition et composants d'étanchéité ne sont pas des pièces métalliques ordinaires. Ils nécessitent des superalliages soigneusement sélectionnés et des voies de fabrication contrôlées pour obtenir des performances fiables dans des environnements de production d'énergie exigeants.
Pour les projets de fabrication sur mesure, la sélection de l'alliage est étroitement liée au type de pièce et à la voie de procédé. Un auget de 1er étage peut nécessiter un alliage et une structure granulaire différents de ceux d'une buse de 2e étage ou d'une chemise de combustion. Une aube de turbine peut nécessiter une coulée de précision, un usinage CNC, un revêtement et une inspection, tandis qu'une aube de turbine ou un auget peut nécessiter une coulée directionnelle ou une Coulée monocristalline pour améliorer la résistance au fluage dans un service sévère en section chaude.
NewayAeroTech prend en charge la fabrication sur mesure de superalliages pour les composants de turbines à gaz de type GE 9E, de classe 9171E et de classe E, en utilisant les familles d'alliages à haute température Inconel, Rene, CMSX, Nimonic, Stellite, Hastelloy et autres. Nos voies de procédé comprennent la Coulée à cire perdue sous vide, la Coulée à cristaux équiaxes, la Coulée directionnelle de superalliages, le HIP, le traitement thermique, l'usinage CNC, l'EDM, le perçage de trous profonds, le revêtement, le soudage et les essais de matériaux.
Pourquoi la sélection de l'alliage est importante pour les pièces de turbine de classe GE 9E
La section chaude d'une turbine de classe GE 9E contient des pièces exposées à différentes zones de température et conditions de contrainte. Le premier étage fait normalement face à l'exposition thermique la plus sévère, tandis que les étages ultérieurs peuvent toujours nécessiter une résistance élevée à la fatigue, une résistance à l'oxydation, une stabilité dimensionnelle et une résistance à l'usure. Pour cette raison, le meilleur matériau pour un composant peut ne pas être le meilleur choix pour un autre.
Par exemple, un auget ou une aube de turbine peut nécessiter une excellente résistance au fluage et à la fatigue. Une aube directrice de buse peut nécessiter une résistance à l'oxydation, une stabilité du profil aérodynamique et une compatibilité avec le revêtement. Un carénage ou une zone d'encoche en Z peut nécessiter un matériau résistant à l'usure ou un soudage de rechargement dur. Une chemise de combustion ou un composant de transition peut nécessiter une forte résistance à la fatigue thermique et à l'oxydation plutôt qu'une simple résistance à la traction élevée.
Facteur de sélection | Pourquoi c'est important | Impact typique sur les composants |
|---|---|---|
Température de fonctionnement | Détermine les exigences en matière d'oxydation, de fluage et de revêtement | Buses de 1er étage, augets, aubes, pièces de combustion |
Direction de la contrainte | Influence le choix entre la coulée équiaxe, directionnelle ou monocristalline | Augets de turbine, aubes, pièces de profil aérodynamique à haute contrainte |
Oxydation et corrosion | Affecte la sélection de l'alliage et la stratégie de revêtement | Buses, chemises, pièces de transition, surfaces du chemin de gaz chaud |
Surfaces d'usure et de contact | Peut nécessiter du Stellite, un soudage de rechargement dur ou un traitement de surface résistant à l'usure | Carénages, zones d'encoche en Z, interfaces d'étanchéité |
Fabricabilité | Certains alliages sont mieux adaptés à la coulée, au forgeage, au soudage ou à l'usinage | Buses complexes, augets, aubes et composants de remplacement |
Alliages Inconel pour les buses, augets et aubes de turbine GE 9E
Les alliages Inconel sont largement utilisés pour les composants de turbines à gaz à haute température car ils maintiennent leur résistance et leur résistance à l'oxydation à des températures élevées. Pour les pièces de turbine de classe GE 9E, les matériaux Inconel peuvent être utilisés dans les buses coulées, les aubes directrices, les aubes de turbine, les augets, les roues, les composants de combustion et les pièces structurelles de section chaude, selon la nuance exacte de l'alliage et les exigences du composant.
L'Inconel 713C est couramment envisagé pour les aubes de turbine coulées, les aubes directrices de buse et les composants de section chaude où la résistance à haute température et la coulabilité sont importantes. L'Inconel 738 et l'Inconel 738LC conviennent aux composants exigeants du chemin de gaz chaud nécessitant une résistance à l'oxydation, des performances de fluage et une stabilité dimensionnelle après traitement thermique.
Nuance Inconel | Composant de turbine typique | Voie de fabrication | Notes de sélection |
|---|---|---|---|
Aubes directrices de buse, aubes de turbine, roues de turbine, pièces coulées de section chaude | Coulée équiaxe, coulée directionnelle, traitement thermique, finition CNC | Bonne coulabilité et résistance à haute température pour les composants de turbine complexes | |
Augets de turbine à gaz, aubes, buses, carénages, pièces coulées à haute température | Coulée à cire perdue sous vide, traitement thermique, HIP, usinage, revêtement | Utile pour les pièces coulées du chemin de gaz chaud nécessitant une résistance élevée à l'oxydation et au fluage | |
Buses de turbine, aubes directrices, aubes, augets, composants résistants à la chaleur | Coulée de précision, HIP, traitement thermique, CNC, EDM, finition compatible TBC | Version à faible teneur en carbone souvent sélectionnée pour améliorer la coulée et la fiabilité en section chaude | |
Pièces structurelles de turbine, bagues, fixations, composants liés à la combustion | Coulée, forgeage, usinage CNC, traitement thermique | Alliage de nickel polyvalent robuste pour les composants à haute résistance et résistants à la corrosion |
Alliages CMSX et Rene pour les aubes et augets de turbine monocristallins
Pour les aubes et augets de turbine les plus exigeants, le contrôle des joints de grains devient critique. Dans un service sévère en section chaude, les joints de grains peuvent devenir des points faibles sous un fluage à long terme et une fatigue thermique. C'est pourquoi la solidification directionnelle et la coulée monocristalline sont utilisées pour certaines aubes de turbine, augets et composants de profil aérodynamique à haute température.
Les alliages monocristallins CMSX et Rene sont couramment associés aux applications d'aubes de turbine à haute température. Le CMSX-4, le CMSX-10, le Rene N5 et le Rene N6 peuvent être envisagés lorsque le projet nécessite une résistance élevée au fluage, une orientation cristalline contrôlée et des performances fiables en section chaude.
Alliage monocristallin | Type de pièce typique | Focus de fabrication | Pourquoi il est sélectionné |
|---|---|---|---|
Aubes de turbine monocristallines, augets, profils aérodynamiques à haute température | Orientation cristalline, contrôle du profil aérodynamique, traitement thermique, préparation au revêtement | Convient aux conditions sévères de fluage et de fatigue thermique | |
Applications avancées d'aubes et d'augets de turbine | Coulée monocristalline, traitement thermique, contrôle dimensionnel, revêtement | Utilisé lorsque des capacités thermiques plus élevées et une résistance au fluage sont requises | |
Aubes monocristallines, aubes directrices, augets, composants liés aux buses | Contrôle de la croissance cristalline, HIP, traitement thermique, compatibilité avec le revêtement | Bonne option pour les composants de turbine à haute température nécessitant des propriétés stables | |
Aubes de turbine hautes performances et profils aérodynamiques de section chaude | Coulée monocristalline, inspection métallurgique, post-traitement | Sélectionné pour les applications de turbine exigeantes nécessitant une microstructure contrôlée |
Alliages Nimonic et Stellite pour les aubes, les zones d'usure et les structures de section chaude
Tous les composants de section chaude de classe GE 9E n'ont pas besoin d'un matériau monocristallin. Les aubes statiques, les pièces de support, les zones d'usure, les surfaces d'étanchéité et certaines pièces structurelles à haute température peuvent utiliser des alliages Nimonic ou Stellite selon les conditions de fonctionnement. Ces familles d'alliages sont utiles lorsque la résistance, la résistance à l'oxydation, la résistance à l'usure ou la durabilité des contacts de surface sont plus importantes que la capacité de fluage monocristallin.
Le Nimonic 80A et le Nimonic 90 peuvent être utilisés pour les aubes directrices, les fixations à haute température, les bagues et les composants structurels de section chaude. Le Stellite 6 et le Stellite 6B sont utiles pour les zones de contact résistantes à l'usure, les surfaces d'étanchéité, les zones de rechargement dur et les caractéristiques liées aux encoches en Z.
Alliage | Utilisation typique dans les composants de turbine | Considération de fabrication |
|---|---|---|
Bagues à haute température, aubes, fixations, pièces structurelles de section chaude | Nécessite un traitement thermique contrôlé et une inspection dimensionnelle | |
Aubes directrices, supports de section chaude, équipements à haute température | Convient pour la résistance à l'oxydation et la résistance à température élevée | |
Surfaces d'usure, zones d'étanchéité, zones de rechargement dur, interfaces de contact | Souvent utilisé là où se produisent l'usure par glissement, l'érosion ou le contact à chaud | |
Zones d'encoche en Z, caractéristiques de contact de carénage, interfaces de turbine à haute usure | Utile pour les composants résistant à l'usure et les applications de rechargement dur |
Hastelloy et autres alliages à haute température pour les composants de combustion
La fabrication de sections chaudes de classe GE 9E ne se limite pas aux aubes et buses de turbine. Les chemises de combustion, les pièces de transition, les écrans thermiques, les conduits et les composants liés à l'échappement nécessitent également une sélection d'alliages à haute température. Ces pièces peuvent subir une oxydation, des cycles thermiques, des vibrations et des points chauds locaux plutôt que la même charge de fluage que les augets de turbine rotatifs.
L'Hastelloy X est un alliage utile pour les environnements de section chaude liés à la combustion où la résistance à l'oxydation et à la fatigue thermique sont importantes. Selon la conception de la pièce, l'Inconel 625, l'Inconel 617, les alliages Nimonic et d'autres alliages à haute température peuvent également être évalués.
Composant | Direction possible de l'alliage | Focus de fabrication |
|---|---|---|
Chemise de combustion | Hastelloy X, Inconel 625, Inconel 617, alliages Nimonic | Résistance à la fatigue thermique, formage, soudage, revêtement résistant à l'oxydation |
Pièce de transition | Hastelloy X, Inconel 625, alliages de nickel à haute température | Intégrité de la soudure, stabilité dimensionnelle, traitement de surface résistant à la chaleur |
Écran thermique | Inconel, Hastelloy, Nimonic ou superalliage revêtu | Protection thermique, adhérence du revêtement, résistance à l'oxydation |
Composant lié à l'échappement | Hastelloy, Inconel, alliages inoxydables résistants à la chaleur | Résistance à la corrosion à haute température et soudabilité |
Adéquation entre le type de pièce, le matériau et le processus de fabrication
Un projet fiable de composants de turbine de classe GE 9E ne doit pas commencer uniquement par le nom du matériau. Le type de pièce, l'emplacement de l'étage, les conditions de service, la géométrie, l'objectif de réparation ou de remplacement, le niveau d'inspection et la quantité de production cible affectent tous la voie de fabrication. Par exemple, un auget de 1er étage peut nécessiter une coulée monocristalline, un HIP, des trous de refroidissement par EDM, un usinage du pied et un TBC. Une buse de 3e étage peut nécessiter une coulée de précision, une finition CNC et un revêtement optionnel. Une caractéristique d'usure en encoche en Z peut nécessiter un soudage de rechargement dur et une inspection de surface.
NewayAeroTech aide les clients à examiner la voie de procédé sur la base des dessins, des échantillons, des spécifications de matériaux et des exigences de qualité. Pour certaines pièces, la Coulée de superalliages est la voie la plus appropriée. Pour les pièces rotatives à haute contrainte, le Forgeage de précision de superalliages ou la fabrication de Disques de turbine par métallurgie des poudres peut être plus appropriée.
Type de pièce | Direction typique de l'alliage | Voie de procédé | Inspection clé |
|---|---|---|---|
Buse de 1er étage | Inconel 713C, Inconel 738LC, alliages Rene | Coulée à cire perdue sous vide, traitement thermique, revêtement, MMT | Profil aérodynamique, défauts internes, qualité du revêtement |
Auget / aube de 1er étage | CMSX, Rene N5, Rene N6, Inconel 738LC | Coulée directionnelle ou monocristalline, HIP, EDM, TBC | Orientation cristalline, profil du pied, trous de refroidissement, revêtement |
Buse de 2e étage | Inconel 738, Inconel 713C, alliages Nimonic | Coulée équiaxe ou directionnelle, CNC, revêtement Al-Si ou résistant à l'oxydation | Stabilité dimensionnelle, protection de surface, ajustement d'assemblage |
Auget de 2e / 3e étage | Inconel, Rene, Nimonic, zones d'usure Stellite | Coulée, traitement thermique, usinage de carénage, soudage de rechargement dur | Carénage à pointe festonnée, encoche en Z, surface d'usure, ajustement du pied |
Chemise de combustion / pièce de transition | Hastelloy X, Inconel 625, Inconel 617 | Formage, soudage, usinage, revêtement, inspection | Qualité de la soudure, risque de fatigue thermique, protection contre l'oxydation |
Post-traitement pour les pièces de turbine en Inconel, Rene, CMSX et Nimonic
Le post-traitement est essentiel pour les composants de superalliages de turbines à gaz. Une ébauche coulée ou forgée nécessite normalement des opérations supplémentaires avant de pouvoir être utilisée comme pièce fonctionnelle de section chaude. Le HIP peut réduire la porosité interne, le traitement thermique peut optimiser la microstructure, l'usinage CNC peut finir le pied et les caractéristiques d'étanchéité, l'EDM peut produire des trous de refroidissement et des fentes étroites, et le revêtement peut améliorer la résistance à l'oxydation et à la chaleur.
NewayAeroTech fournit un support intégré de post-traitement comprenant le Compactage isostatique à chaud (HIP), le Traitement thermique, l'Usinage CNC de superalliages, l'Usinage par électro-érosion (EDM), le Perçage de trous profonds pour superalliages, le Revêtement barrière thermique (TBC) et le Soudage de superalliages.
Post-traitement | Objectif | Caractéristique typique de la pièce de turbine |
|---|---|---|
HIP | Améliore la densité et réduit le risque de porosité interne | Augets, aubes, buses, aubes directrices coulés, pièces critiques en superalliage |
Traitement thermique | Optimise la microstructure, la résistance, la résistance au fluage et la stabilité | Composants en Inconel, Rene, CMSX et Nimonic |
Usinage CNC | Finit les surfaces de référence, les caractéristiques du pied, les faces d'étanchéité et les interfaces de montage | Pied d'auget, interface de buse, zone de contact de carénage, surfaces de diaphragme |
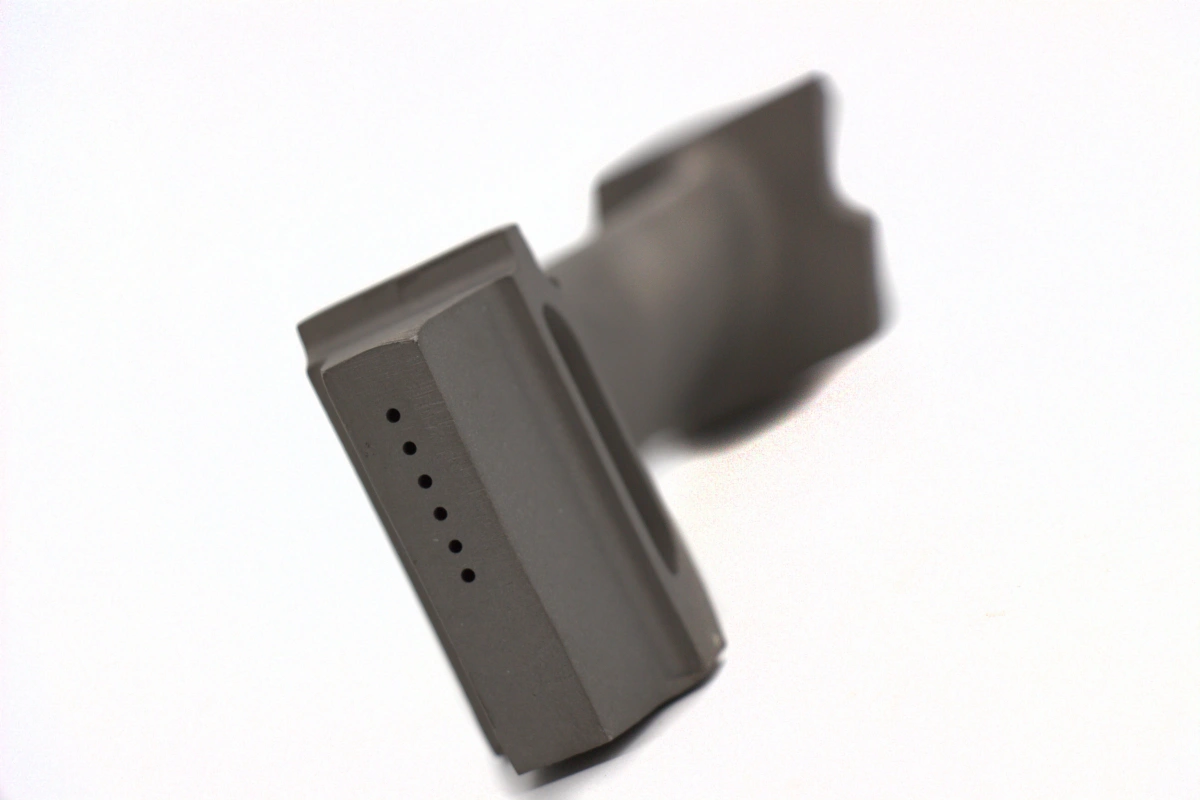
EDM | Crée des trous de refroidissement, de petites ouvertures, des fentes et des profils complexes | Trous de refroidissement de profil aérodynamique, fentes d'étanchéité, caractéristiques internes complexes |
TBC | Réduit l'exposition thermique sur les surfaces du chemin de gaz chaud | Augets de 1er étage, buses, aubes, aubes directrices, écrans thermiques |
Soudage de superalliages | Ajoute, répare ou renforce les zones locales résistantes à l'usure | Rechargement dur d'encoche en Z, surfaces d'étanchéité, zones de réparation locale |
Sélection du revêtement pour les composants du chemin de gaz chaud GE 9E
La sélection du revêtement est une partie importante de la fabrication des buses, augets et aubes de turbine. Les surfaces du chemin de gaz chaud peuvent nécessiter une résistance à l'oxydation, une protection thermique, une résistance à l'usure ou une résistance à la corrosion. Le système de revêtement doit correspondre à l'alliage, à la température de service, à la préparation de surface et aux exigences d'inspection.
Pour les pièces de section chaude de classe GE 9E, les options de revêtement peuvent inclure une couche de liaison MCrAlY, un revêtement barrière thermique, un revêtement protecteur Al-Si, un revêtement résistant à l'oxydation et des matériaux de rechargement dur pour les surfaces d'usure. Le revêtement doit être envisagé tôt car l'épaisseur du revêtement et la préparation de surface peuvent affecter l'allowance d'usinage, le débit d'air, le jeu d'étanchéité et l'inspection dimensionnelle finale.
Revêtement ou système de surface | Utilisation typique | Contrôle technique |
|---|---|---|
Couche de liaison MCrAlY | Couche de liaison pour les augets, aubes, buses et aubes revêtus | Préparation de surface, résistance à l'oxydation, adhérence du revêtement |
Revêtement barrière thermique | Surfaces du chemin de gaz chaud exposées à des températures sévères | Épaisseur du revêtement, adhérence, couverture, rugosité de surface |
Revêtement protecteur Al-Si | Buses, aubes et composants sensibles à l'oxydation sélectionnés | Couverture uniforme, protection de surface, compatibilité avec l'alliage du substrat |
Surface de rechargement dur | Encoche en Z, contact de carénage, zones d'étanchéité et d'usure | Contrôle des fissures, qualité de la liaison, résistance à l'usure, usinage final |
Revêtement résistant à l'oxydation | Chemises de combustion, pièces de transition, écrans thermiques, surfaces de turbine | Résistance à la température, durabilité aux cycles, inspection après revêtement |
Contrôle qualité pour les composants de turbine en superalliage de classe GE 9E
Le contrôle qualité des buses, augets et aubes de turbine de classe GE 9E doit couvrir plus que les dimensions finales. Pour les pièces de section chaude en superalliage, l'assurance qualité doit inclure la vérification des matériaux, la détection des défauts internes, l'inspection de surface, l'analyse de la microstructure, la validation des propriétés mécaniques, l'inspection du revêtement et la confirmation dimensionnelle finale.
NewayAeroTech fournit des Essais et analyses de matériaux pour les composants en alliage à haute température. Selon les exigences du projet, les rapports peuvent inclure l'inspection MMT, la numérisation 3D, l'inspection par rayons X, l'inspection par tomographie, le ressuage (FPI), la microscopie métallographique, la MEB/EDS, l'analyse de la composition chimique, la GDMS, l'ICP-OES, l'analyse du carbone et du soufre, les essais de traction, la mesure de l'épaisseur du revêtement et l'inspection visuelle finale.
Exigence de qualité | Méthode d'inspection | Résultat typique |
|---|---|---|
Précision dimensionnelle | Inspection MMT et numérisation 3D | Rapport MMT, comparaison de scan, rapport FAI |
Défauts de coulée internes | Rayons X, tomographie, essais ultrasonores | Rapport CND, évaluation des défauts internes |
Fissures de surface | FPI ou inspection par ressuage | Rapport d'inspection des défauts de surface |
Chimie de l'alliage | Spectromètre, GDMS, ICP-OES, analyse carbone-soufre | Certificat de matériau, rapport d'analyse chimique |
Microstructure | Métallographie, MEB/EDS, EBSD si nécessaire | Rapport de microstructure, analyse de phase, évaluation des grains |
Qualité du revêtement | Épaisseur du revêtement, adhérence, inspection visuelle et de surface | Rapport de revêtement, registre d'inspection de surface |
Support de fabrication pour les applications de production d'énergie et de turbomachines
Les composants de turbine de classe GE 9E sont principalement associés aux applications de Production d'énergie industrielle, mais des exigences similaires de fabrication d'alliages à haute température apparaissent également dans les moteurs aérospatiaux, les turbocompresseurs, les turbines marines, les équipements énergétiques et d'autres systèmes de turbomachines. La même logique d'ingénierie s'applique : sélectionner le bon alliage, choisir la bonne voie de procédé, contrôler les défauts, usiner les surfaces critiques, protéger les zones du chemin de gaz chaud et vérifier la qualité finale.
Dans l'Aérospatial et l'Aviation, les aubes de turbine, les aubes directrices, les bagues de buse et les composants de combustion peuvent nécessiter une documentation plus stricte et des normes d'inspection plus rigoureuses. Dans les applications Énergétiques, la longue durée de vie opérationnelle, la résistance à la corrosion et la fiabilité lors des arrêts sont souvent les principales préoccupations. NewayAeroTech peut prendre en charge à la fois la validation de prototypes et la fabrication de lots personnalisés pour les composants en alliage à haute température.
Quelles informations sont nécessaires pour obtenir un devis pour les buses, augets et aubes de turbine de classe GE 9E ?
Pour établir un devis précis pour les buses, augets, aubes et autres pièces de section chaude de turbine de classe GE 9E, le fournisseur doit comprendre la fonction du composant, les exigences de matériau, la voie de fabrication, le niveau de tolérance, les spécifications de revêtement et la documentation d'inspection. Un auget de turbine avec des trous de refroidissement et un revêtement TBC nécessite une approche de devis très différente de celle d'une aube statique ou d'une chemise de combustion.
Pour un devis plus rapide, veuillez fournir les informations suivantes :
Modèle de turbine ou application, tel que GE 9E, 9171E, turbine à gaz de classe E, ou plateforme de turbomachine équivalente
Nom de la pièce et étage, tel que buse de 1er étage, auget de 1er étage, aube de 2e étage, auget de 3e étage, carénage, chemise ou pièce de transition
Nuance d'alliage requise, telle que Inconel 713C, Inconel 738LC, CMSX-4, CMSX-10, Rene N5, Nimonic 90, Stellite 6B ou Hastelloy X
Modèle CAO 3D, de préférence au format STEP, X_T, IGS ou autre format modifiable
Dessin 2D avec tolérances, exigences de référence, trous de refroidissement, exigences de revêtement, état de surface et notes d'inspection
Voie de procédé requise, telle que coulée à cire perdue sous vide, coulée équiaxe, coulée directionnelle, coulée monocristalline, forgeage, usinage CNC, EDM ou perçage de trous profonds
Post-traitement requis, tel que HIP, traitement thermique, TBC, couche de liaison MCrAlY, revêtement Al-Si, soudage de rechargement dur ou revêtement résistant à l'oxydation
Exigences d'inspection, telles que MMT, FAI, rayons X, tomographie, FPI, métallographie, MEB, GDMS, analyse carbone-soufre, essais de traction ou rapport de revêtement
Quantité pour la validation de prototype, les pièces de rechange pour arrêt, le support de réparation ou le lot de production
Calendrier de livraison cible et destination d'expédition
Pourquoi travailler avec NewayAeroTech pour les composants en superalliage de classe GE 9E ?
La fabrication sur mesure des buses, augets et aubes de turbine de classe GE 9E nécessite une expérience des matériaux en superalliage, des structures de coulée, du traitement thermique, des allowances d'usinage, des systèmes de revêtement, des caractéristiques de refroidissement et de la documentation d'inspection. Le processus ne peut pas être traité comme un simple travail de coulée ou d'usinage car chaque étape de fabrication affecte la fiabilité finale de la turbine.
NewayAeroTech fournit un support intégré de fabrication d'alliages à haute température, de la sélection des matériaux et de la planification des procédés jusqu'à la coulée, le HIP, le traitement thermique, l'usinage CNC, l'EDM, le perçage de trous profonds, le revêtement TBC, le soudage et l'inspection finale. Pour les composants de turbine en Inconel, Rene, CMSX, Nimonic, Stellite et Hastelloy, nous aidons les clients à développer des voies de fabrication basées sur des dessins, des échantillons, des spécifications techniques, des conditions de fonctionnement et des exigences de qualité.
Les noms GE 9E et 9171E sont utilisés uniquement pour décrire les exigences d'application du cadre de la turbine. NewayAeroTech se concentre sur la fabrication sur mesure de pièces en superalliage conformément aux dessins, échantillons, spécifications et exigences de projet fournis par le client.
FAQ