超合金深穴加工部品 マイクロ穴 CNC 加工
重要用途向けの高精度穴あけ加工
超合金におけるマイクロ穴および深穴加工は、高温、高圧、および繰返し応力に曝される部品にとって不可欠です。2024 年、ジェットエンジン、発電タービン、化学反応器における精密加工された冷却チャネルの需要が急増し、10 μm 未満の CNC 公差と 20×D を超える穴径比が要求されました。
Neway AeroTech は、重要なガスおよび流体流路部品向けに、超合金 CNC 加工 および 深穴加工 サービスを提供しており、Inconel 718、CMSX-4、Rene 88 などの航空宇宙グレード合金に対応しています。
マイクロ穴 CNC 加工の中核技術
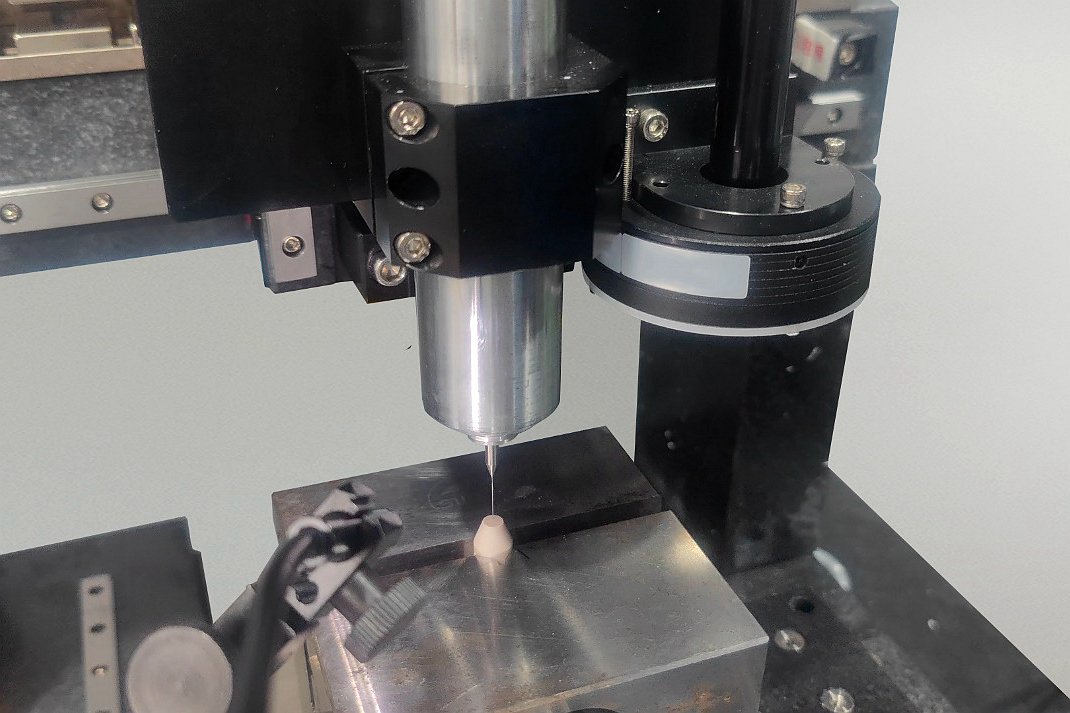
Neway AeroTech は、堅牢な超合金にマイクロ穴を加工するため、高剛性の 5 軸マシニングセンターと放電加工機(EDM)を活用しています。
深穴加工:クーラント供給式超硬ドリルにより最大 25×D まで対応。
マイクロ EDM:0.3 mm 未満の穴および耐熱特徴部の加工に適用。
オービタルドリルおよびペックサイクルにより、バリを低減し孔壁の直進性を向上させます。
工程中プロービングにより、傾斜ボア全体で±5 μm 以内の位置精度を確保します。
すべての工程は、飛行安全関連部品およびタービンシステム向けに、NADCAP および AS9100D 規格に準拠しています。
マイクロ穴加工に用いられる代表的な超合金材料
合金 | 最高使用温度 (°C) | 降伏強度 (MPa) | 用途 |
|---|---|---|---|
704 | 1035 | 燃料ノズル、冷却チャネル | |
1140 | 980 | タービンブレード、インピンジメント穴 | |
980 | 1250 | エンジンケーシングベント | |
920 | 1265 | ノズルガイドベーン冷却ポート |
これらの合金は、酸化耐性、強度保持性、および温度勾配下での被削性に基づいて選定されます。
事例研究:タービンベーンセグメント用マイクロ冷却穴
プロジェクト背景
あるタービンメーカーは、5 mm 厚のCMSX-4 セグメントに対し、複合角度で 0.6 mm 未満の冷却穴の加工を要求しました。公差は±0.01 mm で、熱変形やテーパは一切許容されませんでした。必要な形状精度および冶金品質を達成するため、深穴ドリルと EDM を併用して加工を行いました。
代表的な穴あけ加工部品モデルとその用途
部品モデル | 説明 | 材料 | 穴深さ | 産業分野 |
|---|---|---|---|---|
VN-300 | 18 個のマイクロインピンジメント穴(角度 30°–60°)を有するベーン | CMSX-4 | 8×D | |
TN-120 | 0.4 mm フィルム穴を有するタービンノズルインサート | Rene 88 | 6×D | |
EIH-200 | 平行ボア配列を有する熱交換器ヘッダー | Inconel 718 | 15×D | |
PCH-480 | 放射状ベント穴を有する加圧ハウジング | Nimonic 90 | 10×D |
穴の精度および入口角度は、下流の流体流れおよび疲労耐性にとって極めて重要でした。
超合金深穴加工における CNC 上の課題
工具たわみ:10×D を超えるアスペクト比により、0.03 mm を超えるたわみが発生。
熱軟化:导热性の低い CMSX において 600°C を超えると寸法不安定性が生じる。
微細亀裂:EDM 工程中に発生し、再凝固層が 2 μm を超えないようパルス制御の最適化が必要。
ボア偏差:高圧洗浄(>80 bar)を行わない場合、長穴において切屑詰まりにより偏差が生じる。
傾斜穴あけ:45°を超える角度では、5 軸補正および多段階エントリードリルが必要。
深穴およびマイクロ穴加工に対する CNC ソリューション
100 bar の高圧クーラント:Inconel 718 において 12×D を超えるボアの切屑排出に使用。
EDM 仕上げを伴うオービタルプレホール:直径 0.3 mm、真円度偏差 2 μm 未満を達成。
トルク監視付きペックドリルサイクル:工具破損を 40% 削減。
5 面クランプによるワーク保持:傾斜ボア偏差を±.005 mm 以内に抑制。
EDM 後洗浄および不動態化处理により、再凝固層の汚染を除去。
結果および検証
製造方法
部品は真空精密鋳造ブランクから成形され、5 軸 CNC 加工および深穴加工システムにより精製されました。多軸ドリル加工により、可変輪郭および複雑な壁形状にわたる半径方向の入口制御を実現しました。
精密仕上げ
マイクロボアは、EDM およびリーマ加工サイクルにより Ra ≤ 0.4 μm まで仕上げられました。深穴加工システムは TIR(全振れ)<0.01 mm を確保し真円度を実現し、多段階パイロットドリルおよびクーラント供給式超硬工具により最大 20×D の穴深さをサポートしました。
後処理
HIP(熱間等方加圧)により内部気孔を除去した後、870–980°C で応力緩和熱処理を実施しました。表面不動態化およびオプションのコーティング適用により、長期的な耐食性および耐熱性を確保しました。
検査
CMM(座標測定機)によりボア直進性が±0.06 mm 以内であることを検証し、SEM(走査型電子顕微鏡)で入口リップの完全性を調査し、X 線により隠れた特徴部の整列を確認しました。すべての部品は、顧客仕様に基づきヘリウムリーク試験および高サイクル疲労検証に合格しました。
FAQs
超合金深穴加工で達成可能な最小孔径是多少ですか?
長穴においてボア直進性をどのように維持しますか?
EDM とドリル加工を一つの工程で組み合わせることは可能ですか?
マイクロ穴冷却チャネルに最適な材料は何ですか?
熱的性能を検証するためにどのような試験が必要ですか?
