PWA 1484 単結晶鋳造 船舶推進システム ファブリケーター
はじめに
PWA 1484は、高温環境における優れたクリープ耐性、酸化耐性、構造的完全性のために設計された第二世代のニッケル基単結晶(SX)超合金です。当初は航空宇宙タービン向けに開発されましたが、その優れた性能は、極度の熱的・機械的負荷下で動作する船舶推進システムにも理想的です。専門的な単結晶鋳造ファブリケーターとして、当社は[001]配向、厳しい寸法公差(±0.05 mm)、1%未満の気孔率を備えたPWA 1484推進部品を製造します。
当社の鋳造品は、長期的な耐久性とクリープ耐性が重要な海軍用ガスタービン、ターボチャージャー、排気部品に合わせて調整されています。
中核技術:PWA 1484の単結晶鋳造
当社は、単結晶[001]配向のPWA 1484船舶部品を製造するために真空方向性凝固を使用しています。合金は真空溶解され、約1460°Cで約1100°Cに予熱されたセラミックシェル型に鋳造されます。型はブリッジマン炉内で1〜3 mm/minの速度で引き抜かれ、単結晶構造を生成し、粒界を除去してクリープ強度、熱疲労寿命、酸化耐性を向上させます。
PWA 1484合金の材料特性
PWA 1484は、優れた高温機械的・化学的安定性を備えたγ'強化SXニッケル基超合金です。第一段タービンブレードや構造用高温部品に広く使用されています。主な特性は以下の通りです:
特性 | 値 |
|---|---|
密度 | 8.9 g/cm³ |
引張強さ(1093°C時) | ≥1140 MPa |
クリープ破断強さ(1000時間 @ 1093°C) | ≥200 MPa |
使用温度限界 | 最大1200°C |
酸化耐性 | 優れている |
結晶粒構造 | 単結晶 [001] |
これらの特性により、PWA 1484部品は、高い温度勾配と腐食性ガス流にさらされる船舶用タービンにおいて、寸法的・機械的完全性を維持することができます。
事例研究:船舶用ガスタービンブレード生産
プロジェクト背景
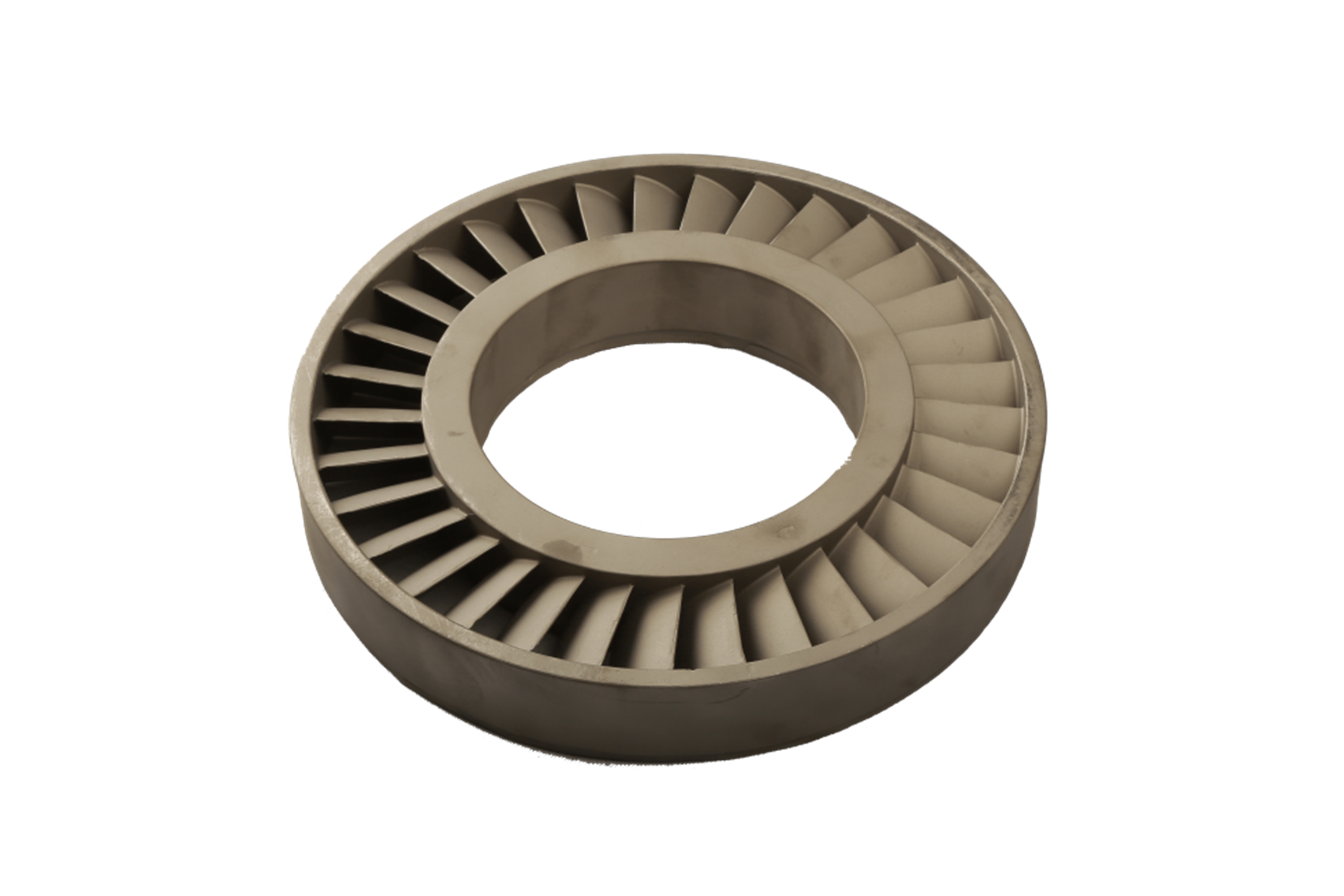
ある海軍推進システム契約者は、フリゲート級艦艇に使用される高性能船舶用ガスタービンの第一段ブレードとノズル部品を必要としていました。ブレードは1150°Cの排気条件と塩分を含んだ燃焼ガスに耐える必要がありました。長サイクル耐久性と高いクリープ破断強さからPWA 1484が選定されました。当社は、HIP処理、CNC仕上げ、EB-PVD熱遮断コーティングを施した単結晶真空鋳造部品を納品しました。
典型的な船舶推進用途
海軍用ガスタービンブレード(例:LM2500 Marine, WR-21): PWA 1484 SXブレードは、長いミッションプロファイルを持つ艦載ガスタービンにおける極度の圧力と温度に耐えます。
排気ノズル案内羽根: 低熱膨張、酸化耐性、寸法精度を必要とする船舶用タービンノズルに使用される単結晶羽根。
高温遷移ダクト: 燃焼器とタービン入口段の間で排気熱と高速流にさらされる固定式SX鋳造品。
ターボチャージャーローターブレード(船舶用ディーゼルハイブリッドシステム): 極度の熱サイクルと酸化にさらされる先進的な海軍補助エンジンにおけるPWA 1484ブレード。
これらの部品は塩分が多く、高サイクルの環境で動作するため、PWA 1484が提供する高い信頼性と熱安定性が必要です。
PWA 1484船舶部品の製造ソリューション
鋳造プロセス ワックスアセンブリはセラミック型に鋳込まれ、約1460°Cで真空鋳造されます。型の引き抜きは単結晶[001]配向を生成するために精密に制御されます。冷却プロファイルは、迷走粒の形成と内部欠陥を防ぐために最適化されます。
後処理 約1190°C、100 MPaでのホットアイソスタティックプレス(HIP)により、密度が向上し気孔が除去されます。熱処理工程は、最大のクリープ・疲労耐性を得るためにγ'析出を最適化します。
後加工 CNC加工により、根元嵌合部、取付面、後縁などの精密形状を最終仕上げします。EDMは厳しい翼型公差に使用されます。深穴加工により冷却チャネルの統合が可能になります。
表面処理 熱遮断コーティング(TBC)はEB-PVDまたはAPSにより施され、表面を熱酸化から保護します。アルミナイドコーティングは、海洋環境での塩分腐食に対する追加保護として使用される場合があります。
試験・検査 すべての部品は、X線NDT、CMM寸法検証、高温引張・クリープ試験、および金属組織分析を受け、SX構造、γ'分布、コーティング密着性を確認します。
中核的な製造上の課題
複雑な多軸ブレード形状にわたって単結晶[001]配向を維持すること。
凝固および熱処理中に迷走粒と再結晶化を防止すること。
塩分が多く高温の排気流中での酸化耐性と疲労耐久性を確保すること。
結果と検証
ラウエ回折とSEM微細組織イメージングによりSX完全性を検証。
3D CMMスキャンにより±0.05 mm以内の寸法精度を確認。
1000時間試験により1093°Cでのクリープ破断強さ≥200 MPaを検証。
1000回の海洋塩水噴霧/熱サイクル後も表面酸化耐性を維持。
よくある質問
なぜPWA 1484は船舶用ガスタービン鋳造用途に適しているのですか?
鋳造中に単結晶配向をどのように制御していますか?
PWA 1484部品は海軍推進レイアウト向けにカスタマイズできますか?
酸化耐性と塩分腐食耐性を向上させるためにどのようなコーティングが使用されますか?
単結晶船舶部品の構造品質を確認する検査方法は何ですか?
