Défis de la coulée sous vide et de l'usinage CNC pour les composants NGV2 en Inconel 713LC
Les composants NGV2 en Inconel 713LC sont des pièces critiques de la section chaude utilisées dans les moteurs à turbine de petits turboréacteurs, petits turbofans, UAV (drones) et UCAV (drones de combat). NGV2 fait généralement référence à un étage de directrices de sortie (Nozzle Guide Vane Stage 2) ou à une directrice de sortie de deuxième étage, qui contrôle la direction, la vitesse et la distribution de pression du gaz à haute température avant qu'il n'entre dans l'étage suivant du rotor de turbine.
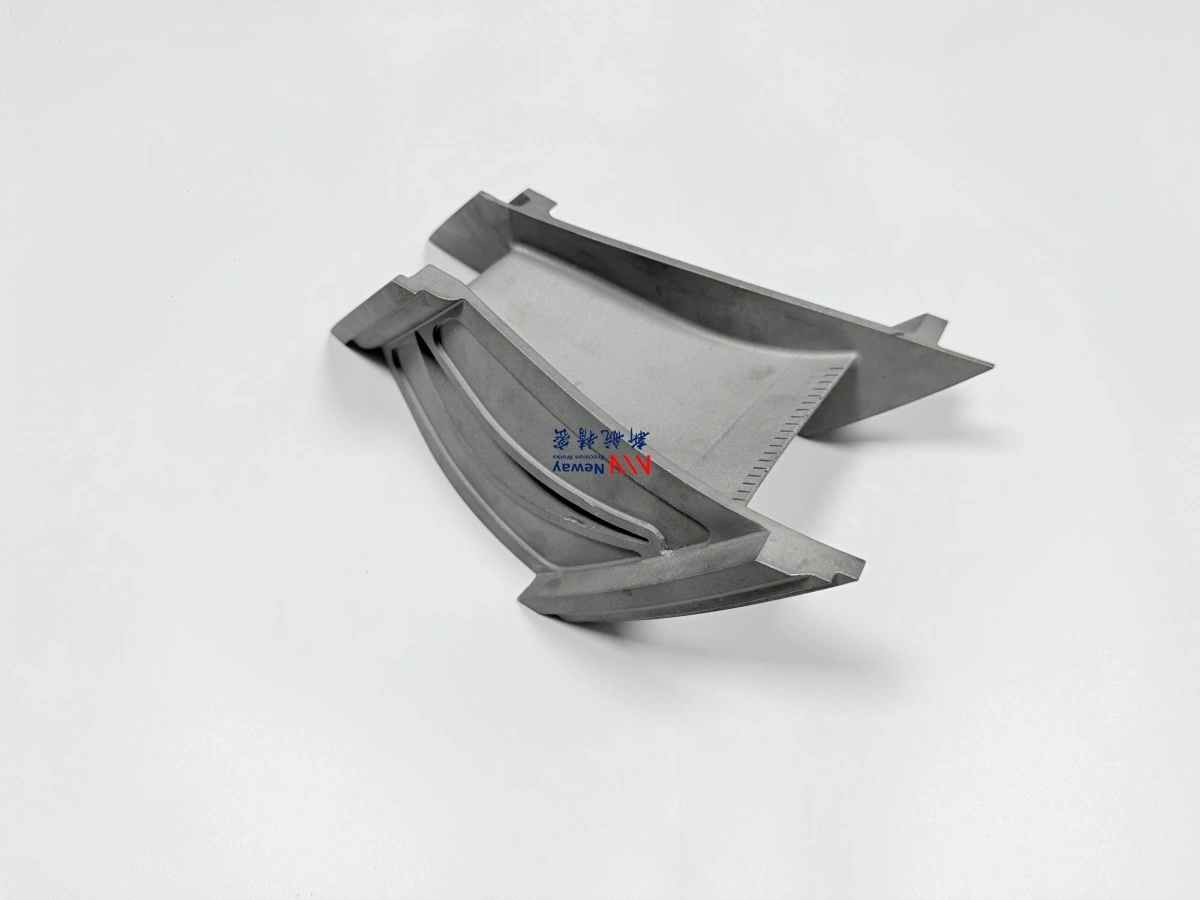
Par rapport aux aubes de turbine industrielles de grande taille, les composants NGV2 pour moteurs de drones sont souvent plus petits, plus fins et plus sensibles aux écarts de profil aérodynamique. Leur géométrie compacte crée des défis majeurs dans les coulées de précision sous vide, l'usinage CNC, l'inspection des profils aérodynamiques et la vérification finale de la qualité.
Pour la fabrication de NGV2 en Inconel 713LC, la difficulté principale ne réside pas seulement dans la production de l'ébauche de coulée. Le véritable défi consiste à maintenir le profil de l'aube, la surface de gorge, la hauteur de la plateforme, l'interface d'étanchéité et la précision de montage après la coulée sous vide et l'usinage CNC de superalliages.

Pourquoi la géométrie des NGV2 est difficile à fabriquer
Les composants NGV2 sont petits, aérodynamiques et exposés à des charges thermiques élevées. Leur géométrie comprend généralement des bords d'attaque fins, des bords de fuite fins, des surfaces d'aubes courbées, des plateformes compactes, des passages d'écoulement étroits et des interfaces d'assemblage serrées. Même un petit écart dans le profil de l'aube peut affecter la direction du flux de gaz, l'efficacité de la turbine et l'appariement des étages.
Caractéristique NGV2 | Défi de fabrication | Risque potentiel |
|---|---|---|
Bord d'attaque fin | Facile à déformer pendant la coulée ou l'usinage | Perturbation du flux d'air, surchauffe locale |
Bord de fuite fin | Difficile à remplir et sujet à l'ébréchure | Écart de profil, dommage au bord |
Aube courbée | Nécessite un contrôle précis du modèle en cire, de la coulée et de l'inspection | Angle de flux de gaz incorrect |
Petite plateforme | Espace d'usinage et de bridage limité | Erreur de positionnement, vibration, distorsion |
Surface de gorge | Très sensible aux variations de profil et d'espacement | Réduction de l'efficacité de la turbine |
C'est pourquoi les composants NGV2 doivent être traités comme des pièces de précision de section chaude plutôt que comme de petites pièces moulées ordinaires. Le processus de fabrication doit prendre en compte simultanément la déformation lors de la coulée, les surépaisseurs d'usinage, la conception des gabarits, les références d'inspection et l'intégrité de surface.
Pourquoi l'Inconel 713LC est utilisé pour les composants NGV2
L'Inconel 713LC est un superalliage de fonderie à base de nickel utilisé pour les composants de turbine à haute température, y compris les directrices de sortie, les aubes de turbine et autres pièces statiques de section chaude. Il offre un excellent équilibre entre résistance à haute température, résistance à l'oxydation et aptitude à la coulée pour des géométries complexes de petites turbines.
Pour les moteurs de turbine UAV et UCAV, l'Inconel 713LC est souvent sélectionné lorsque le composant doit résister au flux de gaz à haute température, aux cycles thermiques, à l'oxydation et aux contraintes mécaniques, tout en permettant une coulée proche de la forme finale. Les capacités liées aux matériaux peuvent être prises en charge par la coulée de précision sous vide d'alliages Inconel et la fabrication plus large de superalliages.
Défis de la coulée sous vide pour les pièces NGV2 en Inconel 713LC
La coulée sous vide convient aux pièces NGV2 car elle permet de former des aubes complexes, des plateformes, des bords fins et une géométrie de section chaude proche de la forme finale. Cependant, la petite taille et la structure à parois minces des composants NGV2 rendent le contrôle de la coulée difficile.
1. Déformation du modèle en cire
Le profil de l'aube des pièces NGV2 commence par le modèle en cire. Si le modèle en cire se déforme avant la construction de la coquille, la pièce coulée finale peut déjà contenir un écart de profil. Pour les petits composants NGV2 de moteurs aéronautiques, même une légère distorsion de la cire peut affecter la surface de gorge et la cohérence du passage d'écoulement.
2. Résistance et stabilité dimensionnelle de la coquille céramique
La coquille céramique doit supporter les aubes fines et les petites plateformes pendant le décreusage et la coulée. Une résistance insuffisante de la coquille peut provoquer une déformation, tandis qu'un mauvais contrôle de la coquille peut affecter la qualité de surface de l'aube et la répétabilité dimensionnelle.
3. Remplissage des parois minces
Les bords d'attaque, les bords de fuite et les sections d'aubes fines des NGV2 nécessitent un écoulement métallique stable. Un remplissage incomplet peut entraîner des manques de matière, des reprises froides ou une formation faible des bords. Cela est particulièrement important pour l'Inconel 713LC, car la température de coulée, la température du moule et la conception du chemin d'écoulement doivent être contrôlées avec soin.
4. Retrait, porosité et criques à chaud
Les petites aubes de turbine peuvent contenir des transitions d'épaisseur locales entre l'aube et la plateforme. Ces zones sont sensibles à la porosité de retrait, à la porosité gazeuse et aux criques à chaud. Le système d'attaque, la conception de l'alimentation et le chemin de solidification doivent être planifiés pour réduire les défauts internes.
5. Contrôle du grain et de la microstructure
Les composants NGV2 utilisés dans des environnements de section chaude nécessitent une microstructure stable et des performances constantes à haute température. Pour les composants d'aubes statiques, la coulée à grains équiaxes est couramment envisagée lorsque le composant nécessite des performances de superalliage de fonderie sans exigences de monocristal ou de solidification directionnelle.
Stratégie de surépaisseur d'usinage après la coulée
La coulée sous vide crée l'ébauche NGV2 proche de la forme finale, mais l'usinage CNC est toujours nécessaire pour les surfaces de montage de précision, les limites de plateforme, les interfaces d'étanchéité, les trous, les rainures et les éléments de référence. La surépaisseur d'usinage doit être planifiée avant la coulée.
Trop peu de surépaisseur peut laisser de la peau de coulée, des déformations locales ou des défauts de surface sur les surfaces critiques. Trop de surépaisseur peut augmenter le temps d'usinage, l'usure des outils et le risque de distorsion des parois minces. Pour les composants NGV2 en Inconel 713LC, la stratégie de surépaisseur doit prendre en compte trois facteurs :
le retrait de coulée et la déformation attendue ;
la référence d'usinage et l'emplacement du gabarit ;
la référence d'inspection finale et les exigences de profil de l'aube.
Un plan de fabrication NGV2 robuste aligne les références de coulée, d'usinage et d'inspection. Cela réduit l'erreur cumulative et améliore la cohérence entre la géométrie coulée, les interfaces usinées et les résultats finaux de l'inspection de l'aube.
Défis de l'usinage CNC pour les aubes en Inconel 713LC
L'Inconel 713LC est difficile à usiner car il conserve sa résistance à des températures élevées et peut accélérer l'usure des outils. Pour les petites pièces NGV2, l'usinage CNC est encore plus difficile car le composant est fin, compact et difficile à brider sans distorsion.
1. Usure des outils et chaleur de coupe
Les superalliages à base de nickel génèrent des forces de coupe et de la chaleur élevées pendant l'usinage. L'usure des outils doit être contrôlée pour éviter une mauvaise finition de surface, une dérive dimensionnelle, des bavures et des dommages aux bords.
2. Vibration des parois minces
Les aubes et les plateformes NGV2 peuvent vibrer pendant l'usinage si le gabarit ne supporte pas correctement la pièce. La vibration peut provoquer des marques de broutage, des écarts de profil et des dommages locaux à la surface.
3. Distorsion due au bridage
Étant donné que les composants NGV2 sont petits et fins, une force de bridage excessive peut déformer la pièce moulée pendant l'usinage. Une fois libérée du gabarit, la pièce peut reprendre sa forme initiale et sortir des tolérances.
4. Contrôle des bavures
Les bavures sur les bords de plateforme, les trous de montage, les faces d'étanchéité ou les limites du chemin d'écoulement peuvent affecter l'assemblage et le flux d'air. Le contrôle des bavures est particulièrement important près des bords d'attaque, des bords de fuite et des petites ouvertures.
5. Cohérence des références
La référence usinée doit correspondre à la stratégie d'inspection. Si les références d'usinage et d'inspection ne sont pas alignées, la pièce peut passer une étape d'inspection mais échouer à l'assemblage final ou à la vérification du profil de l'aube.
Quand l'électro-érosion (EDM) peut être requise
Certaines conceptions de NGV2 incluent de petits trous, des rainures étroites, des coins internes vifs ou des caractéristiques locales difficiles à usiner avec des outils de coupe conventionnels. Dans de tels cas, l'électro-érosion (EDM) pour superalliages peut être utilisée comme procédé complémentaire.
L'EDM est utile pour les composants en superalliage dur car il ne repose pas sur la force de coupe traditionnelle. Cependant, les caractéristiques EDM doivent toujours être contrôlées concernant la couche refondue, les microfissures, l'état des bords et la finition de surface avant l'inspection finale ou l'utilisation en service.
Inspection du profil de l'aube et de la surface de gorge
Pour les composants NGV2, le contrôle du profil de l'aube est l'une des exigences de qualité les plus importantes. L'aube ne doit pas seulement s'adapter mécaniquement ; elle doit également guider correctement le flux de gaz.
L'inspection doit se concentrer sur les caractéristiques suivantes :
Élément d'inspection | Objectif |
|---|---|
Profil de l'aube | Confirme que la surface de l'aube correspond à la conception aérodynamique |
Bord d'attaque et bord de fuite | Vérifie l'épaisseur, le contour et l'intégrité du bord |
Surface de gorge | Vérifie la cohérence du passage de flux de gaz |
Hauteur de la plateforme | Assure un assemblage correct et un alignement du chemin d'écoulement |
Surfaces de montage et d'étanchéité | Confirme l'ajustement avec le carter du moteur ou les composants adjacents |
Position des trous et rainures | Assure la précision des fonctionnalités d'assemblage et fonctionnelles |
L'inspection par MMT (Machine à Mesurer Tridimensionnelle), le balayage de profil, la mesure optique et des gabarits dédiés peuvent être requis selon le niveau de tolérance et l'application du moteur. Pour les pièces aéronautiques de section chaude, l'inspection doit également inclure la vérification des matériaux et des défauts grâce aux tests et analyses de matériaux pour superalliages.
Contrôle de la qualité de surface et des bords
La qualité de surface et des bords est critique pour les petits composants NGV2 de turbine. Des bavures tranchantes, des ébréchures de bord, des ailettes de coulée, des fissures locales ou des surfaces rugueuses du chemin d'écoulement peuvent affecter les performances du moteur et réduire la fiabilité en service.
Les points de contrôle clés incluent :
la régularité du bord d'attaque et la cohérence de l'épaisseur ;
l'intégrité du bord de fuite sans ébréchure ;
l'ébavurage des bords de plateforme ;
la planéité et la finition des surfaces d'étanchéité ;
l'état des bords des trous ;
la rugosité de surface du chemin d'écoulement ;
l'absence de fissures visibles après la coulée et l'usinage.
Pour les petites pièces de moteurs de drones, la qualité des bords est particulièrement importante car la taille de la pièce est réduite et les canaux de flux d'air sont compacts. Une petite bavure ou un désaccord de profil peut créer un effet aérodynamique proportionnellement plus grand que dans un composant de turbine industrielle de grande taille.
Documentation qualité pour les pièces NGV2 en Inconel 713LC
Un dossier de livraison complet pour NGV2 devrait inclure plus qu'un rapport dimensionnel. Pour les composants de moteur de section chaude, la traçabilité et la vérification sont essentielles.
Document | Objectif |
|---|---|
Rapport matériau | Confirme la composition chimique et la nuance du matériau |
Enregistrement de traitement thermique | Confirme les conditions de traitement thermique |
Rapport FAI (Première pièce) | Vérifie les dimensions de la première pièce et les caractéristiques clés |
Rapport d'inspection dimensionnelle | Confirme les dimensions usinées et les interfaces d'assemblage |
Rapport de profil d'aube | Confirme le contrôle de la surface aérodynamique et de la surface de gorge |
Rapport CND (Contrôle Non Destructif) | Vérifie les fissures de surface ou les défauts internes de coulée |
Selon les exigences du projet, la pénétration de liquide (FPI), la radiographie X, l'inspection par tomographie (CT), la mesure par MMT, l'analyse métallographique et les tests de dureté peuvent être ajoutés au plan de contrôle.
Pourquoi l'intégration de la coulée, de l'usinage CNC et de l'inspection est importante
Les composants NGV2 nécessitent une coordination étroite entre la coulée, l'usinage et l'inspection. Si ces étapes sont gérées séparément sans planification commune des références, le projet peut souffrir d'inadéquation entre la coulée et l'usinage, de surépaisseurs d'usinage excessives, d'écarts de profil ou d'échec à l'inspection finale.
Un fournisseur intégré peut contrôler le processus depuis l'ébauche de coulée en Inconel 713LC jusqu'à la pièce NGV2 usinée finale. Cela aide à réduire les risques de fabrication, à raccourcir les boucles de rétroaction technique et à améliorer la cohérence entre les lots de prototypes et de production.
Pour les projets de moteurs de turbine UAV et UCAV, cette approche intégrée est particulièrement précieuse car les petites pièces de section chaude de moteurs aéronautiques nécessitent souvent une itération rapide, un contrôle dimensionnel strict et des performances matérielles fiables.
Liste de contrôle pour demande de devis (RFQ) pour la fabrication de NGV2 en Inconel 713LC
Pour évaluer avec précision un projet de NGV2 en Inconel 713LC, les informations suivantes sont recommandées :
type de moteur ou plateforme d'application, tel que turboréacteur UAV ou petit turbofan ;
nom de la pièce, numéro de pièce et informations sur l'étage NGV ;
modèle 3D, de préférence au format STEP ou X_T ;
plan 2D avec tolérances et définition des références ;
spécification du matériau pour l'Inconel 713LC ;
exigences de traitement thermique ;
exigences de revêtement ou de traitement de surface, le cas échéant ;
exigences d'inspection, y compris FAI, FPI, rayons X, CT ou MMT ;
quantité pour prototype et production ;
calendrier de livraison et exigences de documentation.
FAQ
Qu'est-ce que le NGV2 dans un turboréacteur ou un turbofan UAV ?
Quelle est la fonction d'une directrice de sortie de stade 2 dans les petits moteurs aéronautiques ?
Pourquoi l'Inconel 713LC est-il utilisé pour les composants NGV2 de moteurs UAV ?
Comment les pièces NGV2 en Inconel 713LC sont-elles fabriquées par coulée sous vide et usinage CNC ?
Que faut-il inspecter avant de livrer des pièces NGV2 en Inconel 713LC pour moteurs UAV ?
