Que faut-il inspecter avant la livraison des pièces NGV2 en Inconel 713LC pour les moteurs de drones...
Que faut-il inspecter avant la livraison des pièces NGV2 en Inconel 713LC pour les moteurs de drones ?
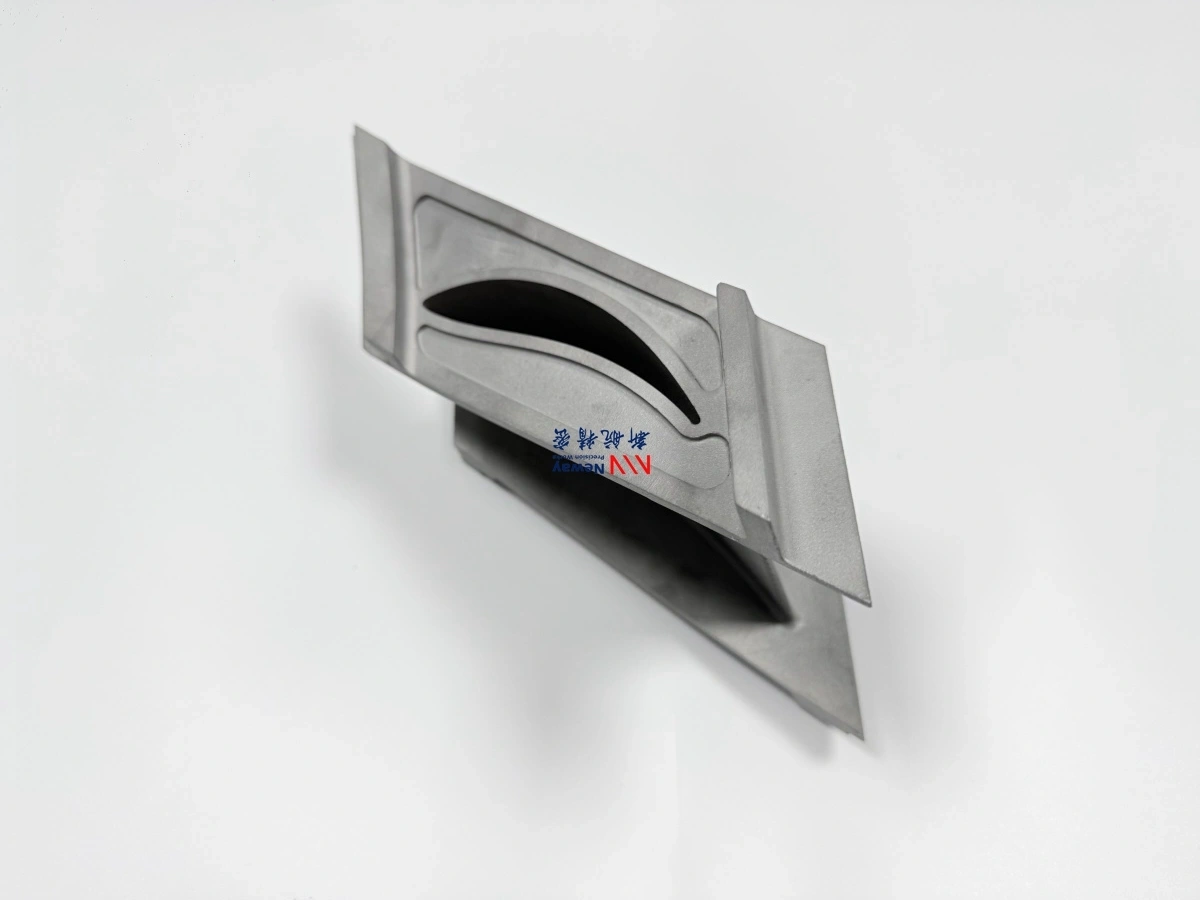
Avant la livraison des pièces NGV2 en Inconel 713LC pour les moteurs de drones, le fournisseur doit inspecter la vérification du matériau, les défauts de coulée, les fissures de surface, le profil de l'aubage, la zone de gorge, les dimensions de la plateforme, les caractéristiques de montage, les surfaces d'étanchéité, la position des trous, l'état du traitement thermique et la documentation finale. Étant donné que les composants NGV2 fonctionnent dans la section chaude de la turbine, l'inspection doit se concentrer à la fois sur la précision dimensionnelle et la fiabilité à haute température.
Pour les aubes de turbine de guidage de tuyère (NGV) des moteurs turbojet et turboréacteurs à double flux pour drones, le contrôle qualité ne se limite pas à la vérification des dimensions extérieures. Le fournisseur doit vérifier si les Coulées à cire perdue sous vide répondent aux exigences en matière de défauts, si les caractéristiques usinées respectent les tolérances d'assemblage et si l'état du matériau est adapté au gaz chaud, à l'oxydation, aux cycles thermiques et aux essais moteur.
1. Réponse directe : Que faut-il inspecter avant la livraison ?
Avant la livraison, les pièces NGV2 en Inconel 713LC doivent être inspectées pour leur composition matérielle, leur état de traitement thermique, leurs défauts internes de coulée, leurs fissures de surface, leur profil d'aubage, leur zone de gorge, les dimensions de la plateforme, la position des trous, les faces d'étanchéité, les références de montage, l'état de surface et l'exhaustivité de la documentation. Ces contrôles permettent de confirmer que les pièces NGV2 sont adaptées à l'assemblage et aux essais de la section chaude du moteur de drone.
Catégorie d'inspection | Ce qui doit être vérifié | Pourquoi c'est important pour les pièces NGV2 |
|---|---|---|
Vérification du matériau | Composition chimique, certificat de matériau et état du traitement thermique. | Confirme que la pièce est fabriquée dans le matériau Inconel 713LC requis. |
Inspection des défauts internes | Porosité, retassures, inclusions, criques de solidification et défauts de coulée anormaux. | Empêche les défauts cachés de réduire la fiabilité de la section chaude. |
Inspection des défauts de surface | Fissures de surface, fissures de bord, discontinuités de coulée et dommages d'usinage. | Réduit le risque d'amorçage de fissures lors des cycles thermiques. |
Inspection dimensionnelle | Plateformes, trous, faces d'étanchéité, références de montage et caractéristiques d'assemblage. | Assure un ajustement correct avec le carter, le jeu du rotor et les composants adjacents. |
Inspection du profil de l'aubage | Profil de l'aube, bord d'attaque, bord de fuite, forme du passage et écart par rapport au CAO. | Contrôle la direction du flux gazeux et l'efficacité de la turbine. |
Inspection de la zone de gorge | Largeur du passage, section de passage effective et cohérence entre les aubes. | Affecte le débit massique, la distribution de pression et l'appariement des étages de la turbine. |
Documentation | FAI, rapport dimensionnel, rapport CND, rapport matériau, dossier de traitement thermique et COC. | Soutient l'approbation qualité du client et la traçabilité. |
2. Comment la vérification du matériau doit-elle être effectuée ?
La vérification du matériau doit confirmer que la pièce NGV2 est fabriquée à partir de l'Inconel 713LC spécifié ou d'un matériau équivalent approuvé. Cela peut inclure l'examen de la composition chimique, la vérification du certificat de matériau, l'examen du dossier de traitement thermique, les tests de dureté, l'évaluation de la microstructure et la confirmation de la traçabilité.
Essais et analyse des matériaux superalliages peuvent soutenir la vérification des alliages, l'examen de la microstructure, l'analyse des défauts et la validation des matériaux pour les composants de turbine de section chaude. Pour les pièces NGV2 de moteurs de drones, cela est particulièrement important lorsque la pièce sera utilisée pour des essais de moteurs prototypes, la validation des performances ou la production en série.
Contrôle du matériau | Objectif | Documentation recommandée |
|---|---|---|
Composition chimique | Confirme que l'alliage correspond aux exigences de l'Inconel 713LC. | Rapport d'essai matériau ou rapport d'analyse de composition. |
Certificat de matériau | Fournit une traçabilité pour l'alliage brut ou le lot de coulée. | Certificat de matériau ou rapport matériau du fournisseur. |
État du traitement thermique | Confirme que la pièce a subi le processus thermique requis. | Dossier de traitement thermique et traçabilité du lot. |
Examen de la microstructure | Vérifie si la coulée et l'état du traitement thermique sont acceptables. | Rapport métallographique si nécessaire. |
Test de dureté | Fournit une indication de base de l'état du matériau et de la cohérence du processus. | Rapport d'inspection de dureté lorsque spécifié. |
3. Quels défauts de coulée doivent être inspectés ?
Les pièces NGV2 en Inconel 713LC doivent être inspectées pour détecter des défauts de coulée tels que la porosité gazeuse, la porosité de retrait, les inclusions, les criques de solidification, les manques de remplissage, les replis de surface, une structure granulaire anormale et des déformations locales. Étant donné que les pièces NGV2 ont des aubages fins, des passages étroits, des plateformes et des exigences de service à haute température, les défauts de coulée doivent être contrôlés avec soin avant la livraison.
Défaut de coulée | Impact possible | Méthode d'inspection |
|---|---|---|
Porosité gazeuse | Peut réduire la résistance à la fatigue et créer des zones faibles dans l'aube ou la plateforme. | Rayons X, tomographie (CT) ou examen de coupes si nécessaire. |
Porosité de retrait | Peut réduire l'intégrité structurelle dans les zones de transition épaisseur fine/épaisse. | Rayons X, tomographie (CT) ou inspection ciblée des défauts. |
Inclusions | Peuvent créer des concentrations de contraintes locales ou des sites d'amorçage de fissures. | Rayons X, tomographie (CT), inspection visuelle ou analyse métallurgique. |
Criques de solidification | Peuvent provoquer des fissures près des congés, des plateformes, des racines d'aubages ou des bords fins. | PT (Ressuage), inspection visuelle et inspection locale agrandie. |
Manque de remplissage ou remplissage incomplet | Peut affecter les bords de fuite fins, les plateformes locales et la géométrie du passage de l'aube. | Inspection visuelle, inspection dimensionnelle et balayage de profil. |
Structure granulaire anormale | Peut affecter les performances à haute température et la cohérence. | Inspection métallurgique si requis par la spécification. |
4. Comment les défauts de surface doivent-ils être inspectés ?
L'inspection des défauts de surface doit se concentrer sur les fissures, les défauts de bord, les discontinuités de coulée, les dommages dus au meulage, les marques d'usinage, les bavures et les dommages locaux de surface. L'inspection par ressuage fluorescent (FPI) est couramment utilisée pour détecter les fissures débouchantes sur les pièces coulées d'aubes de turbine et les pièces usinées de section chaude.
Pour les pièces NGV2 en Inconel 713LC, les défauts de surface sont particulièrement critiques au niveau du bord d'attaque, du bord de fuite, des congés d'aubage, des transitions de plateforme, des bords d'étanchéité, des caractéristiques de montage et des trous usinés. Ces zones sont plus sensibles à la fatigue thermique, aux vibrations et à la concentration de contraintes pendant le fonctionnement du moteur.
Zone de surface | Focus de l'inspection | Pourquoi c'est important |
|---|---|---|
Bord d'attaque | Fissures, défauts type érosion, défauts de coulée et dommages de surface. | Reçoit le gaz chaud et affecte la qualité de l'entrée du flux. |
Bord de fuite | Fissures sur les bords fins, ébréchures, remplissage incomplet ou dommages d'usinage. | Affecte l'angle de sortie du gaz et la sensibilité aux fissures. |
Congés d'aubage | Criques de solidification, fissures liées au retrait et concentration de contraintes. | Les fissures de congé peuvent se propager lors des cycles thermiques. |
Transitions de plateforme | Fissures de coulée, marques d'usinage et discontinuités de surface locales. | Important pour le support structurel et la stabilité de l'assemblage. |
Trous et rainures usinés | Bavures, microfissures, couche refondue EDM et état des bords. | Affecte la fiabilité de l'assemblage et le risque d'amorçage de fissures. |
Bords d'étanchéité | Bavures, bosses, fissures et défauts de profil de bord. | Influence le contrôle des fuites et l'ajustement de l'assemblage. |
5. Quelle inspection dimensionnelle est requise ?
L'inspection dimensionnelle doit vérifier les dimensions de la plateforme NGV2, les surfaces de montage, les éléments de référence, la position des trous, les faces d'étanchéité, les interfaces d'anneau, l'épaisseur de paroi et les caractéristiques critiques pour l'assemblage. L'inspection par MMT (Machine à Mesurer Tridimensionnelle) est couramment utilisée pour les caractéristiques usinées, tandis que le balayage 3D peut soutenir l'examen du profil et de la géométrie libre.
Usinage CNC de superalliages doit être vérifié avec soin car l'usinage contrôle les caractéristiques finales d'installation et d'assemblage de la pièce NGV2. Si les dimensions de la plateforme, les trous ou les références sont hors tolérance, l'aube peut ne pas s'aligner correctement avec le carter, le jeu du rotor ou les composants adjacents de la turbine.
Élément dimensionnel | Ce qu'il vérifie | Méthode d'inspection |
|---|---|---|
Dimensions de la plateforme | Confirme la taille intérieure et extérieure de la plateforme, l'épaisseur et l'ajustement. | MMT, jauge de hauteur, mesure de profil ou balayage 3D. |
Surfaces de montage | Vérifie la planéité, la position, le parallélisme et l'ajustement d'assemblage. | MMT et inspection de surface. |
Positions des trous | Vérifie le diamètre, la profondeur, la position et l'orientation. | MMT, jauge à pige, mesure optique ou montage dédié. |
Faces d'étanchéité | Vérifie la planéité, le profil, l'état des bords et la finition de surface. | MMT, rugosimètre, inspection visuelle et vérification d'ajustement. |
Références d'installation | Confirme les surfaces de référence utilisées pour l'assemblage du moteur. | MMT et rapport d'inspection basé sur les références. |
Épaisseur de paroi | Vérifie que les sections fines et les plateformes répondent aux exigences de conception. | Contrôle par ultrasons, tomographie (CT), examen de coupes ou mesure mécanique si applicable. |
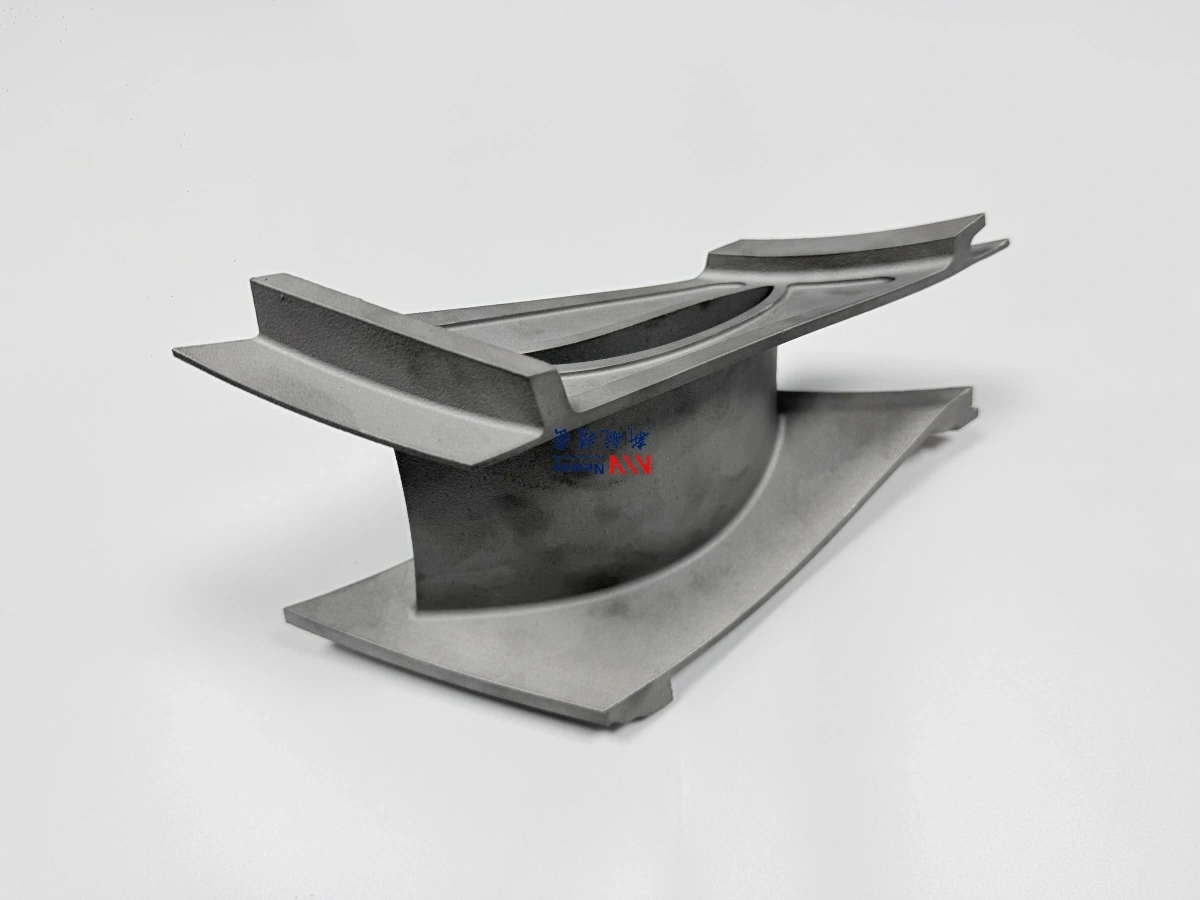
6. Comment le profil de l'aubage et la zone de gorge sont-ils inspectés ?
L'inspection du profil de l'aubage et de la zone de gorge est critique car le NGV2 contrôle la direction, la vitesse et la distribution de pression du gaz chaud avant le rotor de turbine en aval. Le profil de l'aubage, le bord d'attaque, le bord de fuite, l'angle de l'aube, la largeur du passage et la zone de gorge effective doivent être vérifiés par rapport au plan ou au modèle CAO.
Pour les aubes de turbine de guidage de tuyère de moteurs de drones, même de petits écarts de profil peuvent affecter l'efficacité de la turbine, la réponse de poussée, la charge du rotor et la distribution thermique. L'inspection du profil peut être effectuée par balayage 3D, MMT, mesure optique, gabarits ou jauges dédiées, selon la taille de la pièce et les exigences de tolérance.
Élément d'inspection de l'aubage | Ce qu'il contrôle | Pourquoi c'est important |
|---|---|---|
Profil de l'aubage | Face de pression de l'aube, face d'aspiration et forme de la surface aérodynamique. | Contrôle la direction du flux gazeux et l'efficacité aérodynamique. |
Bord d'attaque | Rayon du bord, forme, état de surface et défauts locaux. | Affecte l'entrée du flux et la sensibilité aux fissures. |
Bord de fuite | Épaisseur du bord de sortie, rectitude et état des dommages. | Affecte l'angle de sortie du gaz et la séparation du flux. |
Angle de l'aube | Orientation de l'aube par rapport au chemin de gaz du moteur. | Contrôle l'angle d'entrée du flux du rotor et l'appariement des étages. |
Zone de gorge | Section de passage minimale effective entre les aubes. | Contrôle le débit massique, le rapport de pression, la réponse de vitesse de la turbine et les performances du moteur. |
Cohérence du passage | Variation entre les passages d'aubes adjacents. | Empêche une charge inégale du rotor et des points chauds locaux. |
7. Quand les caractéristiques EDM doivent-elles être inspectées ?
Si la pièce NGV2 comprend des trous, des rainures, des ouvertures étroites ou des caractéristiques difficiles à usiner réalisés par électro-érosion (EDM), ces zones doivent être inspectées avant la livraison. L'inspection EDM doit vérifier la précision dimensionnelle, l'état des bords, le risque de couche refondue, les microfissures, les obstructions, les bavures et la propreté.
Électro-érosion (EDM) de superalliages peut produire des caractéristiques complexes en Inconel 713LC, mais un contrôle inadéquat de l'EDM peut laisser des dommages de surface ou des couches refondues qui ne conviennent pas aux cycles thermiques. Ces zones doivent être examinées attentivement si elles sont proches des bords de l'aubage, des zones de montage ou des caractéristiques à forte contrainte.
Élément d'inspection EDM | Ce qu'il vérifie | Pourquoi c'est important |
|---|---|---|
Largeur et position de la rainure | Confirme que la géométrie locale correspond au plan. | Soutient la fonction d'assemblage, de flux ou de relaxation des contraintes. |
Diamètre et profondeur du trou | Vérifie la taille de l'ouverture et l'exhaustivité de l'usinage. | Prévient les problèmes d'assemblage ou fonctionnels. |
État des bords | Vérifie les arêtes vives, les bavures, les copeaux ou les dommages affectés par la chaleur. | Réduit le risque d'amorçage de fissures. |
Risque de couche refondue | Identifie la couche de surface potentiellement fragile après EDM. | Important pour la fiabilité en fatigue et en cycle thermique. |
Caractéristiques obstruées | Confirme que les ouvertures sont propres et exemptes de résidus. | Prévient les blocages lors de l'installation ou fonctionnels. |
8. Comment le traitement thermique doit-il être vérifié ?
Le traitement thermique doit être vérifié en examinant la spécification de traitement thermique, le dossier de lot du four, la température du processus, le temps de maintien, la méthode de refroidissement et la traçabilité des pièces. Pour les pièces NGV2 en Inconel 713LC, le traitement thermique peut influencer la stabilité de la microstructure, la résistance à haute température, la stabilité dimensionnelle et la résistance à la fatigue thermique.
Traitement thermique des superalliages doit être lié à la vérification du matériau et à l'inspection finale. Si la pièce a des tolérances serrées sur l'aubage ou la plateforme, l'inspection dimensionnelle après traitement thermique est importante car les structures d'aubes fines peuvent se déformer lors du traitement thermique.
9. Quelle documentation de livraison doit être incluse ?
La documentation de livraison pour les pièces NGV2 en Inconel 713LC peut inclure un rapport d'inspection de première pièce (FAI), un rapport d'inspection dimensionnelle, un rapport CND, un rapport matériau, un dossier de traitement thermique, un rapport MMT, un rapport de balayage 3D, un rapport FPI, un rapport de rayons X ou de tomographie (CT) et un certificat de conformité. Le package documentaire exact doit être confirmé lors de l'examen de la demande de devis (RFQ) car il affecte le coût, le délai de livraison et les exigences d'acceptation.
Type de document | Ce qu'il soutient | Utilisation recommandée |
|---|---|---|
Rapport FAI | Confirme les dimensions de la première pièce et la readiness de fabrication. | Prototype, premier lot ou validation de nouveaux outillages. |
Rapport dimensionnel | Documente les résultats des plateformes, trous, faces d'étanchéité, références et dimensions critiques. | Pièces NGV2 contrôlées par plan. |
Rapport MMT | Fournit une mesure précise pour les caractéristiques usinées et basées sur des références. | Composants d'aubes critiques pour l'assemblage. |
Rapport de balayage 3D | Montre le profil de l'aubage et l'écart par rapport au CAO. | Géométrie complexe d'aube et validation de la zone de gorge. |
Rapport FPI | Documente les résultats de l'inspection des fissures de surface. | Coulées de section chaude et pièces en superalliage usinées. |
Rapport Rayons X / CT | Documente les résultats de l'inspection des défauts internes. | Coulées NGV2 à haute fiabilité ou projets spécifiés par le client. |
Rapport matériau | Confirme la chimie de l'alliage et la traçabilité du matériau. | Projets contrôlés par le matériau Inconel 713LC. |
Dossier de traitement thermique | Confirme le parcours de traitement thermique et la traçabilité du lot. | Pièces nécessitant un état de matériau contrôlé. |
COC | Confirme la conformité aux spécifications convenues et aux exigences d'achat. | Expédition finale et documentation qualité client. |
10. Que doivent définir les acheteurs avant de commander des pièces NGV2 inspectées ?
Avant de commander des pièces NGV2 en Inconel 713LC inspectées, les acheteurs doivent définir la norme du matériau, l'état du traitement thermique, les tolérances du plan, les exigences de profil de l'aubage, les limites de la zone de gorge, les exigences CND, la portée de l'inspection dimensionnelle, le package documentaire, la quantité et l'objectif des essais moteur. Cela aide le fournisseur à planifier le bon parcours d'inspection avant le début de la production.
Exigence de l'acheteur | Entrée recommandée | Pourquoi c'est important |
|---|---|---|
Exigence de matériau | Inconel 713LC, IN713LC, norme client ou équivalent approuvé. | Définit les exigences de vérification de l'alliage et de rapport matériau. |
Tolérances du plan | Dimensions critiques, tolérances générales, références, GD&T et notes d'inspection. | Définit l'inspection dimensionnelle et les critères d'acceptation. |
Aubage et zone de gorge | Tolérance de profil, largeur de passage, angle de l'aube, zone de gorge et exigence de comparaison CAO. | Contrôle les performances du flux de la turbine et l'appariement des étages. |
Exigences CND | FPI, Rayons X, CT, niveau d'acceptation et format du rapport. | Contrôle l'acceptation des défauts de surface et internes. |
Package documentaire | FAI, rapport MMT, rapport de balayage 3D, rapport matériau, dossier de traitement thermique, rapport CND et COC. | Soutient l'examen qualité client et la traçabilité. |
Étape d'application | Vérification d'ajustement, essai moteur, validation de prototype, première pièce ou production en série. | Aide à équilibrer la portée de l'inspection, le coût et le délai de livraison. |
11. Résumé
Avant la livraison des pièces NGV2 en Inconel 713LC pour les moteurs de drones, le fournisseur doit inspecter la vérification du matériau, l'état du traitement thermique, les défauts internes de coulée, les fissures de surface, le profil de l'aubage, la zone de gorge, les dimensions de la plateforme, les trous, les faces d'étanchéité, les références de montage, les caractéristiques EDM et la documentation finale. Ces contrôles aident à confirmer que les pièces NGV2 sont adaptées à l'assemblage de la section chaude de la turbine, aux essais moteur et à la fabrication en série.
Un fournisseur fiable d'inspection d'aubes de turbine aérospatiale doit combiner les essais de matériaux, l'inspection de coulée à cire perdue sous vide, le FPI, les rayons X ou la tomographie (CT), la mesure MMT, le balayage 3D, l'inspection des caractéristiques CNC, l'examen des caractéristiques EDM, la vérification des dossiers de traitement thermique et une documentation de livraison complète. Les acheteurs doivent définir les exigences d'inspection avant la production afin que les pièces NGV2 finales en Inconel 713LC répondent à la fois aux exigences aérodynamiques et à celles critiques pour l'assemblage.
