Comment les pièces NGV2 en Inconel 713LC sont-elles fabriquées par moulage sous vide et usinage CNC...
Comment les pièces NGV2 en Inconel 713LC sont-elles fabriquées par moulage sous vide et usinage CNC ?
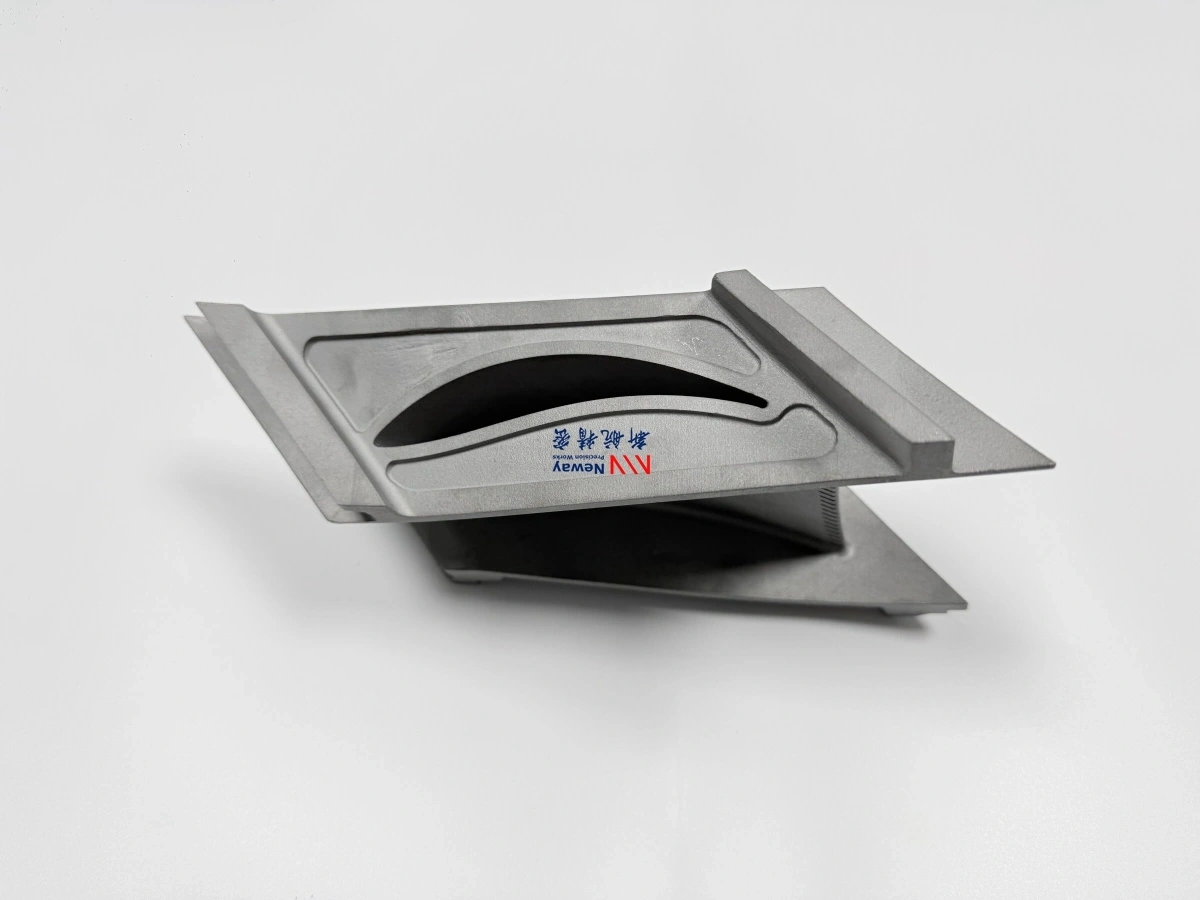
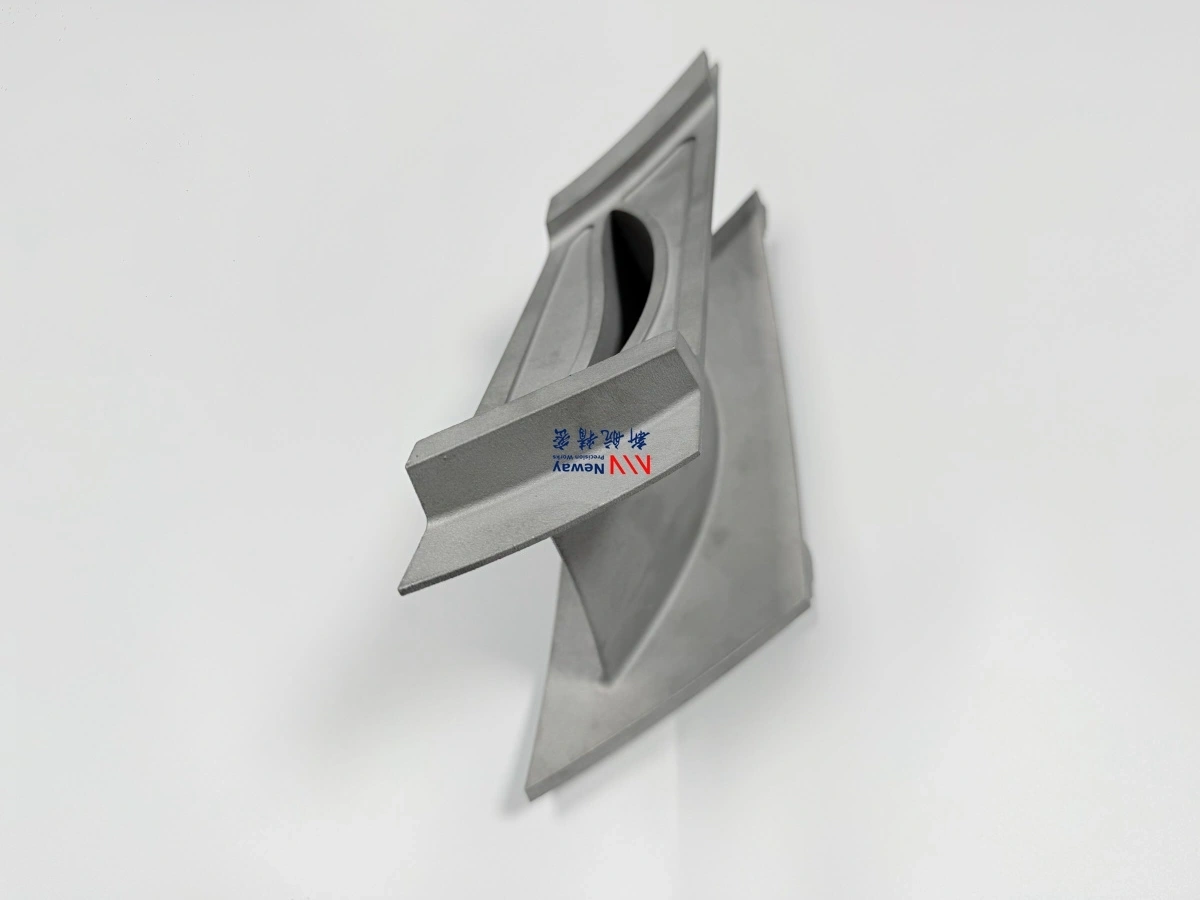
Les pièces NGV2 en Inconel 713LC sont généralement fabriquées en produisant d'abord une ébauche de moulage à la cire perdue sous vide à forme quasi nette, puis en utilisant l'usinage CNC pour finir les plateformes critiques, les faces de montage, les arêtes d'étanchéité, les surfaces de référence et les positions des trous. Pour les aubes de turbine de guidage de tuyère (NGV) des moteurs turbojet et turboréacteurs à double flux pour drones, le processus doit maîtriser conjointement la géométrie du profil aérodynamique, la surface de gorge, la qualité de la coulée à paroi mince, les tolérances d'usinage, le traitement thermique et l'inspection finale.
Étant donné que l'IN713LC est un superalliage à base de nickel pour hautes températures, la fabrication des NGV2 est plus complexe que la coulée ou l'usinage ordinaires en acier inoxydable. Une gamme de fabrication fiable combine normalement des moulages à la cire perdue sous vide, une préparation contrôlée des coquilles céramiques, un traitement thermique des superalliages, un usinage CNC de précision, une éventuelle électro-érosion (EDM) pour les caractéristiques difficiles, ainsi qu'une inspection dimensionnelle et des défauts rigoureuse.
1. Réponse directe : Comment les pièces NGV2 en Inconel 713LC sont-elles fabriquées ?
Les pièces NGV2 en Inconel 713LC sont fabriquées en réalisant d'abord un modèle en cire et une coquille céramique, puis en coulant sous vide l'alliage IN713LC pour obtenir une ébauche d'aube quasi nette. Après la coulée, la pièce peut subir un traitement thermique, une correction dimensionnelle, un usinage CNC, une électro-érosion (EDM) pour des caractéristiques locales, une inspection du profil aérodynamique et un contrôle qualité final avant livraison.
Étape de fabrication | Objectif principal | Point de contrôle clé |
|---|---|---|
Modèle en cire | Crée la géométrie quasi nette du profil aérodynamique, de la plateforme et du passage du NGV2. | Retrait de la cire, profil du profil aérodynamique, surface de gorge et répétabilité de l'aube. |
Coquille céramique | Forme un moule robuste pour la coulée de superalliage. | Résistance de la coquille, état de surface, stabilité thermique et maîtrise de la déformation. |
Moulage sous vide | Produit l'ébauche de coulée NGV2 en Inconel 713LC. | Remplissage des parois minces, retrait, porosité, criques à chaud, état du grain et tolérances d'usinage. |
Traitement thermique | Stabilise la structure du matériau et soutient les performances à haute température. | Température spécifique au matériau, temps de maintien, méthode de refroidissement et dossier de lot. |
Usinage CNC | Finit les plateformes, les faces de montage, les arêtes d'étanchéité, les références et les trous. | Conception du dispositif de serrage, alignement des références, usure des outils, maîtrise des bavures et contrôle des tolérances. |
Inspection | Vérifie le profil du profil aérodynamique, la surface de gorge, les dimensions, les défauts et la qualité du matériau. | MMT, numérisation 3D, ressuage (FPI), rayons X/tomographie, analyse des matériaux et rapports dimensionnels. |
2. Comment le modèle en cire et la coquille céramique sont-ils maîtrisés ?
Le modèle en cire et la coquille céramique définissent la précision initiale de la coulée NGV2 en Inconel 713LC. Pour les aubes de turbine de guidage de tuyère, le modèle en cire doit contrôler le profil de l'aube, le bord d'attaque, le bord de fuite, la géométrie de la plateforme, les caractéristiques des anneaux intérieur et extérieur, ainsi que la surface de gorge entre les aubes adjacentes.
La qualité de la coquille céramique est tout aussi importante car la coquille doit maintenir sa résistance et sa stabilité dimensionnelle lors de la coulée à haute température. Si la coquille se déforme, se fissure ou présente une mauvaise qualité de surface, la coulée finale du NGV2 peut présenter une distorsion du profil aérodynamique, des surfaces rugueuses, des variations d'épaisseur ou des dimensions de plateforme incorrectes.
Élément de contrôle | Pourquoi c'est important | Axe de fabrication |
|---|---|---|
Précision du modèle en cire | Affecte directement la forme du profil aérodynamique, l'angle de l'aube et la surface de gorge. | Précision de l'outillage, tolérance de retrait, inspection du modèle et contrôle des réparations du modèle. |
Assemblage de la cire | Contrôle l'espacement des aubes, la disposition des canaux d'alimentation et la conception de l'alimentation de la coulée. | Position d'assemblage cohérente et évitement des déformations locales. |
Résistance de la coquille céramique | Empêche la fissuration ou la déformation de la coquille pendant la coulée. | Épaisseur des couches, contrôle du séchage, matériau de la coquille et qualité de la cuisson. |
Qualité de surface de la coquille | Affecte la surface de la coulée finale et la préparation pour le revêtement ou la finition. | Qualité de la couche de face, contrôle de la barbotine et prévention de la contamination. |
Risque de déformation du profil aérodynamique | La petite géométrie de l'aube est sensible à la distorsion. | Conception du support en cire, rigidité de la coquille et retour d'information sur la première pièce. |
3. Que doit-on maîtriser lors du moulage sous vide ?
Lors du moulage sous vide, les principaux défis pour les pièces NGV2 en Inconel 713LC incluent le remplissage des parois minces, la porosité de retrait, la porosité gazeuse, les criques à chaud, le contrôle du grain, la distorsion du profil aérodynamique et les tolérances d'usinage. Ces risques sont plus graves dans les pièces NGV2 compactes pour moteurs de drones car les passages des aubes sont petits et la géométrie du profil aérodynamique est critique pour les performances.
Selon la conception et les exigences de performance, la coulée à cristaux équiaxes peut être utilisée pour les composants statiques de section chaude NGV où la monocristallinité ou la solidification directionnelle n'est pas requise. La voie de coulée doit être sélectionnée en fonction du matériau, de la géométrie, de la température de service, des limites de défauts et des spécifications du client.
Risque de coulée | Effet sur le NGV2 | Méthode de contrôle |
|---|---|---|
Défaut de remplissage des parois minces | Bords d'aube, plateformes ou caractéristiques de passage incomplets. | Conception du système d'alimentation, température du moule, paramètres de coulée et examen de la première pièce. |
Porosité de retrait | Faiblesse interne ou rejet lors de l'inspection par rayons X/tomographie. | Conception de l'alimentation, contrôle de la solidification et validation du processus. |
Porosité gazeuse | Résistance à la fatigue réduite et risque possible de fuite ou d'amorçage de fissure. | Contrôle du vide, propreté du bain, qualité de la cuisson de la coquille et inspection. |
Criques à chaud | Fissures dans les congés du profil aérodynamique, les transitions de plateforme ou les sections minces. | Examen de la géométrie, contrôle du procédé de l'alliage, conception de la coquille et inspection par ressuage (FPI). |
État du grain | Affecte la résistance à haute température et la fiabilité en service. | Solidification contrôlée, paramètres de coulée et examen métallurgique si nécessaire. |
Distorsion du profil aérodynamique | Modifie l'angle de l'aube, la surface de gorge et l'efficacité de la turbine. | Compensation de l'outillage, contrôle du dispositif de serrage et inspection du profil 3D. |
4. Pourquoi un traitement thermique est-il utilisé après la coulée ?
Un traitement thermique peut être utilisé après la coulée en Inconel 713LC pour stabiliser la microstructure de l'alliage, soutenir les performances à haute température, réduire les contraintes liées au processus et améliorer la cohérence entre les lots. Les conditions exactes du traitement thermique doivent suivre le plan, la norme matérielle, les spécifications du client ou la gamme de processus approuvée.
Le traitement thermique des superalliages est important pour les composants NGV2 car la pièce finale doit résister aux gaz chauds, à l'oxydation, à la fatigue thermique et à la dérive dimensionnelle lors des essais ou du service du moteur. Le traitement thermique doit être combiné à des vérifications dimensionnelles car les structures d'aubes minces peuvent être sensibles à la distorsion.
Objectif du traitement thermique | Pourquoi c'est important pour le NGV2 en IN713LC | Exigence de contrôle |
|---|---|---|
Stabilisation de la microstructure | Soutient un comportement cohérent du matériau en section chaude. | Température du four contrôlée, temps de maintien, méthode de refroidissement et atmosphère. |
Réduction des contraintes | Réduit le risque de distorsion ou de fissuration pendant l'usinage et le service. | Cycle thermique spécifique au matériau et inspection post-traitement. |
Soutien des propriétés à haute température | Aide à maintenir la résistance et la stabilité pendant le fonctionnement du moteur. | Traçabilité des lots et documentation du processus. |
Préparation à l'inspection | Confirme que la coulée reste stable avant l'usinage final. | Inspection visuelle, vérification dimensionnelle et examen des défauts après traitement thermique. |
5. Que contrôle l'usinage CNC sur les pièces NGV2 ?
L'usinage CNC contrôle les caractéristiques critiques d'assemblage et fonctionnelles des pièces NGV2 en Inconel 713LC. Bien que le moulage sous vide forme la géométrie quasi nette de l'aube, l'usinage CNC est requis pour les surfaces de plateforme, les faces de montage, les arêtes d'étanchéité, les références de localisation, les positions des trous et toute caractéristique devant respecter des tolérances plus strictes que celles offertes par la coulée.
L'usinage CNC de superalliages est difficile pour l'IN713LC car le matériau est dur, résistant à la chaleur et difficile à usiner. Le contrôle du processus doit traiter l'usure des outils, la formation de bavures, la déformation des parois minces, l'intégrité de surface et l'alignement des références entre les opérations de coulée et d'usinage.
Caractéristique usinée par CNC | Fonction sur le NGV2 | Axe de contrôle qualité |
|---|---|---|
Surfaces de plateforme | Contrôle l'ajustement avec le carter, l'anneau ou les structures d'aubes adjacentes. | Planéité, profil, épaisseur et tolérances d'usinage. |
Faces de montage | Soutient l'installation et le positionnement de l'assemblage du moteur. | Stratégie de référence, perpendicularité, parallélisme et état de surface. |
Arêtes d'étanchéité | Réduit les fuites de gaz et soutient l'efficacité de l'étage. | Géométrie des arêtes, maîtrise des bavures, intégrité de surface et examen du jeu. |
Références de localisation | Définit les points de référence pour l'inspection et l'assemblage. | Positionnement stable du dispositif de serrage et mesure MMT reproductible. |
Positions des trous | Soutient la fixation, la localisation ou les caractéristiques d'assemblage si nécessaire. | Diamètre du trou, position, profondeur, état des bords et ébavurage. |
6. Quand l'électro-érosion (EDM) est-elle utilisée pour les pièces NGV2 en Inconel 713LC ?
L'EDM peut être utilisée pour les pièces NGV2 en Inconel 713LC lorsque la conception comprend des fentes étroites, de petits trous, des caractéristiques locales aiguës, des zones difficiles d'accès ou des caractéristiques peu pratiques pour les outils de coupe conventionnels. Cela est courant dans les composants de turbine en superalliage car le matériau est difficile à usiner et la géométrie peut être compacte.
L'électro-érosion (EDM) pour superalliages peut soutenir l'usinage de caractéristiques locales, mais la qualité de l'EDM doit être soigneusement contrôlée. La couche refondue, les microfissures, l'état des bords, les résidus et la précision dimensionnelle doivent être inspectés avant que la pièce ne soit acceptée pour une utilisation finale.
Application EDM | Pourquoi utiliser l'EDM | Axe d'inspection |
|---|---|---|
Fentes étroites | Les outils conventionnels peuvent ne pas rentrer ou peuvent déformer les caractéristiques minces. | Largeur de la fente, état des bords et maîtrise de la couche refondue. |
Petits trous | La dureté de l'IN713LC et la géométrie compacte peuvent rendre le perçage difficile. | Diamètre, position, profondeur et vérification du blocage. |
Caractéristiques locales aiguës | L'EDM peut créer une géométrie locale que le fraisage ne peut pas facilement produire. | État des angles, vérification des fissures et intégrité de surface. |
Zones difficiles d'accès | La géométrie complexe du NGV2 peut restreindre l'accès des outils. | Exhaustivité des caractéristiques, élimination des résidus et inspection visuelle. |
7. Comment l'inspection du profil aérodynamique est-elle effectuée ?
L'inspection du profil aérodynamique vérifie si le profil de l'aube NGV2, le bord d'attaque, le bord de fuite, la surface de gorge et la géométrie de la plateforme répondent aux exigences de conception. Étant donné que le NGV2 contrôle le flux de gaz chaud vers le rotor de turbine en aval, l'inspection du profil aérodynamique est l'une des étapes qualité les plus importantes du processus de fabrication.
L'inspection peut inclure la mesure par MMT, la numérisation 3D, la mesure optique, les gabarits de section, la mesure de la surface de gorge et la comparaison avec le modèle CAO. La méthode d'inspection doit être sélectionnée en fonction des exigences du plan, de la taille de la pièce, du niveau de tolérance et selon que le projet concerne la validation de prototype ou la production en série.
Zone d'inspection | Ce qu'elle vérifie | Pourquoi c'est important |
|---|---|---|
Profil du profil aérodynamique | Confirme la forme de la surface de l'aube et la géométrie de déviation du gaz. | Affecte l'efficacité de la turbine et la charge du rotor en aval. |
Bord d'attaque | Vérifie le rayon de l'arête, l'état de surface et les défauts de coulée. | Influence l'entrée du flux et la sensibilité aux fissures. |
Bord de fuite | Vérifie l'épaisseur de l'arête, la rectitude et les dommages. | Affecte l'angle de sortie du gaz et le risque de décollement du flux. |
Surface de gorge | Mesure la largeur du passage et la surface d'écoulement effective. | Contrôle le débit massique, la distribution de pression et l'adaptation de l'étage. |
Dimensions de la plateforme | Confirme l'ajustement avec le carter, les composants adjacents et les caractéristiques d'étanchéité. | Soutient l'alignement de l'assemblage et le contrôle des fuites. |
8. Quel contrôle qualité final est requis ?
Le contrôle qualité final pour les pièces NGV2 en Inconel 713LC peut inclure l'inspection visuelle, le ressuage (FPI), l'inspection par rayons X ou tomographie, la mesure par MMT, la numérisation 3D, l'analyse des matériaux, les tests de dureté, l'examen du dossier de traitement thermique et la préparation du rapport dimensionnel. Le package d'inspection exact doit suivre le plan du client, les exigences de développement du moteur ou les spécifications d'achat.
Les essais et analyses de matériaux pour superalliages peuvent soutenir la confirmation de l'alliage, l'examen de la microstructure, l'évaluation des défauts et l'analyse des défaillances. Pour les composants NGV2 de moteurs de drones, l'inspection doit se concentrer sur les caractéristiques qui affectent la fiabilité de la section chaude et les performances de la turbine, et non seulement sur les dimensions générales.
Élément QC | Ce qu'il vérifie | Quand il est recommandé |
|---|---|---|
Inspection visuelle | Défauts de surface, dommages, caractéristiques incomplètes, bavures et qualité générale de l'exécution. | Toutes les pièces NGV2 avant expédition. |
FPI (Ressuage) | Fissures débouchantes en surface et discontinuités. | Profils aérodynamiques minces, congés, plateformes et transitions usinées. |
Inspection par rayons X / Tomographie | Porosité interne, retrait, fissures et défauts de coulée cachés. | Coulées d'aubes de turbine à haute fiabilité ou projets spécifiés par le client. |
Inspection MMT | Références usinées, plateformes, faces de montage, positions des trous et dimensions critiques. | Pièces NGV2 contrôlées par plan. |
Numérisation 3D | Profil du profil aérodynamique, cohérence des passages et écart par rapport à la CAO. | Géométrie complexe d'aube et validation de prototype. |
Essais de matériaux | Chimie de l'alliage, microstructure, dureté et état du traitement thermique. | Projets de développement liés au vol ou contrôlés par le matériau. |
9. Que doivent fournir les acheteurs pour une demande de prix (RFQ) de fabrication de NGV2 en IN713LC ?
Pour une demande de prix (RFQ) de fabrication de NGV2 en Inconel 713LC, les acheteurs doivent fournir des fichiers CAO 3D, des plans 2D, la norme de matériau, les exigences de traitement thermique, la quantité, la norme de tolérance, les exigences relatives au profil aérodynamique ou à la surface de gorge, l'état de surface, les exigences de revêtement, la norme d'inspection et le calendrier de livraison cible. Si la pièce est en cours de développement, l'acheteur doit également indiquer si le composant est destiné à une vérification d'ajustement, à un essai moteur, à une validation de performance ou à une préparation de production.
Informations RFQ | Entrée recommandée | Pourquoi c'est important |
|---|---|---|
Fichier CAO 3D | Fichier STEP ou X_T préféré. | Soutient l'outillage de coulée, la planification de l'usinage et l'inspection du profil aérodynamique. |
Plan 2D | Tolérances, références, état de surface, matériau, traitement thermique et notes d'inspection. | Définit les critères d'acceptation et les points de contrôle de fabrication. |
Norme de matériau | Inconel 713LC, IN713LC, norme client ou équivalent approuvé. | Confirme la chimie de l'alliage, la voie de coulée, le traitement thermique et la documentation. |
Exigence de profil aérodynamique | Tolérance de profil, surface de gorge, bord d'attaque, bord de fuite et limites de passage. | Contrôle les performances d'écoulement de la turbine et l'adaptation de l'étage. |
Post-traitement | Traitement thermique, usinage CNC, EDM, revêtement, polissage ou traitement de surface. | Détermine la gamme complète du processus et le coût. |
Portée de l'inspection | FPI, rayons X, tomographie, MMT, scan 3D, rapport matériau, FAI ou COC. | Définit le niveau de contrôle qualité, le délai d'exécution et le package documentaire. |
Quantité et étape du projet | Prototype, lot d'essai moteur, première pièce, lot pilote ou quantité de production. | Affecte la stratégie d'outillage, la validation du processus et le prix unitaire. |
10. Résumé
Les pièces NGV2 en Inconel 713LC sont fabriquées en combinant le moulage à la cire perdue sous vide et l'usinage CNC. Le processus de coulée forme le corps quasi net de l'aube de turbine de guidage de tuyère, les passages du profil aérodynamique, les plateformes et la géométrie complexe, tandis que l'usinage CNC contrôle les faces de montage critiques, les arêtes d'étanchéité, les références, les positions des trous et les caractéristiques finales d'assemblage.
Pour la fabrication personnalisée de NGV coulés et usinés, les contrôles clés incluent la précision du modèle en cire, la résistance de la coquille céramique, la qualité du moulage sous vide, le traitement thermique, l'usinage CNC, les caractéristiques EDM, l'inspection du profil du profil aérodynamique, la mesure de la surface de gorge, le FPI, les rayons X/tomographie, l'inspection MMT et les essais de matériaux. Les acheteurs doivent fournir des fichiers CAO complets, des plans, des normes de matériaux, des exigences de post-traitement, des exigences d'inspection, la quantité et des détails sur l'application moteur pour soutenir un devis précis et une revue de fabricabilité.
