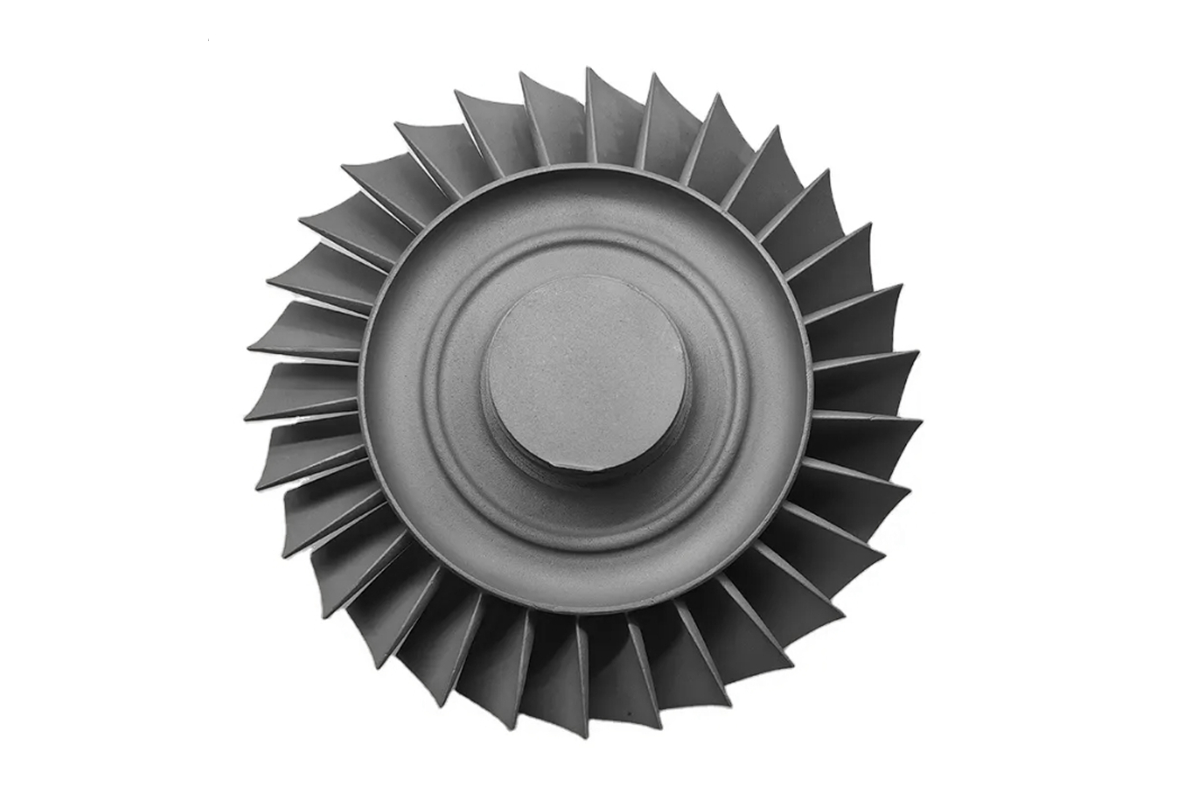
Roue de turbine à gaz en moulage à cristaux équiaxes Inconel 738
Le moulage à cristaux équiaxes en Inconel 738 est utilisé pour les composants de roues de turbines à gaz lorsque la résistance à haute température, la résistance à l'oxydation, la stabilité du moulage et la fiabilité dimensionnelle sont requises. Les roues de turbines à gaz fonctionnent dans des environnements exigeants où la charge centrifuge, les cycles thermiques, l'exposition aux gaz chauds et les vibrations peuvent affecter la durée de vie. Pour ces applications, la sélection des matériaux et la qualité du moulage doivent être contrôlées dès le début du processus de fabrication.
L'Inconel 738, également connu sous le nom d'IN738, est un superalliage de moulage à base de nickel couramment utilisé pour les composants de turbines à haute température. Lorsqu'une roue de turbine à gaz est conçue comme un composant en superalliage moulé, le moulage à cristaux équiaxes peut offrir une voie pratique pour produire des géométries complexes tout en équilibrant le coût, la fabricabilité et les performances à haute température.
Chez NewayAeroTech, la fabrication de roues de turbines à gaz en Inconel 738 peut être évaluée via un processus complet incluant l'examen de l'alliage, le moulage à cristaux équiaxes, le traitement thermique, l'usinage CNC, la finition de surface et l'inspection finale.
Pourquoi l'Inconel 738 est utilisé pour les roues de turbines à gaz
Les roues de turbines à gaz nécessitent des matériaux capables de maintenir leur résistance mécanique et leur stabilité dimensionnelle à des températures élevées. Le matériau doit également résister à l'oxydation, à la corrosion à chaud et à la fatigue thermique pendant le fonctionnement du moteur.
L'Inconel 738 convient à de nombreuses applications de roues de turbines moulées car il offre :
Une résistance à haute température adaptée aux conditions de fonctionnement de la turbine
Une bonne résistance à l'oxydation et à la corrosion à chaud
Une aptitude au moulage à cire perdue sous vide
Des performances stables pour les composants moulés de section chaude
Une meilleure capacité pour les sections chaudes que de nombreux aciers inoxydables polyvalents
Pour les projets personnalisés de roues de turbines, la sélection de l'alliage Inconel doit être examinée conjointement avec la taille de la roue, la température de fonctionnement, la vitesse de rotation, la géométrie des aubes, la conception du moyeu, les exigences de traitement thermique et les normes d'inspection.
Qu'est-ce que le moulage à cristaux équiaxes ?
Le moulage à cristaux équiaxes produit une structure de moulage où les grains se développent sans orientation monocristalline préférentielle. Cette méthode diffère de la solidification directionnelle ou du moulage monocristallin, souvent utilisés pour des applications d'aubes de turbine plus spécialisées.
Pour de nombreux composants moulés statiques et certains composants rotatifs, le moulage équiaxe offre un équilibre pratique entre fabricabilité, coût et performance. Dans un projet de roue de turbine à gaz, l'adéquation du moulage à cristaux équiaxes dépend de la conception de la roue, du niveau de contrainte, de la température de fonctionnement, de la vitesse de rotation, de l'objectif de durée de vie et des spécifications du client.
Par rapport aux méthodes de contrôle cristallin plus avancées, le moulage équiaxe peut être plus approprié lorsque :
La conception de la pièce permet une structure granulaire équiaxe
Le client nécessite une voie de fabrication pratique en superalliage moulé
La géométrie du composant est complexe mais ne nécessite pas de performances monocristallines
La quantité de production, le coût de l'outillage et les délais doivent être équilibrés
L'usinage final et l'inspection peuvent confirmer les caractéristiques critiques avant la livraison
Fonction de la roue de turbine à gaz et défis de fabrication
Une roue de turbine à gaz est un composant rotatif critique qui transfère l'énergie des gaz chauds en rotation mécanique. Selon la conception du moteur, la roue peut intégrer des aubes, la géométrie du moyeu, des interfaces d'arbre, des fonctionnalités liées au refroidissement, des exigences d'équilibrage et des surfaces de montage de haute précision.
Les défis de fabrication pour les roues de turbines à gaz en Inconel 738 incluent :
Le maintien de l'intégrité du moulage dans les zones de transition entre le moyeu épais et les aubes fines
Le contrôle du retrait, de la porosité, des fissures et des inclusions
La gestion des contraintes thermiques pendant le moulage et le traitement thermique
Le maintien du profil des aubes et de la symétrie de la roue
L'obtention d'un alésage d'arbre précis, d'une face de montage et de surfaces de référence après usinage
Le contrôle de l'équilibrage dynamique pour le service en rotation
La vérification de la chimie du matériau, de la qualité interne et des dimensions finales avant la livraison
Étant donné que la pièce est rotative et critique pour le service, le processus de fabrication doit être plus rigoureux qu'une simple commande de moulage. Le fournisseur doit comprendre la relation entre la qualité du moulage, la précision de l'usinage, le traitement thermique, l'équilibrage et l'inspection.
Processus de moulage à cire perdue sous vide pour les roues de turbine IN738
Le moulage à cire perdue sous vide est couramment utilisé pour les pièces complexes de turbines en superalliage car il permet de former une géométrie quasi brute avec moins de déchets d'usinage. Pour une roue de turbine à gaz en Inconel 738, le moulage peut former le corps principal de la roue, la géométrie des aubes, la structure du moyeu et les transitions locales avant l'usinage de précision.
Les pièces moulées à cire perdue sous vide sont utiles pour les composants en superalliages à base de nickel car le processus aide à contrôler l'oxydation et soutient la qualité du moulage d'alliages à haute température. Pour les roues de turbines, la planification du moulage doit prendre en compte les systèmes d'attaque et d'alimentation, le contrôle du retrait, la transition de l'épaisseur de paroi, la stabilité de la coquille et la tolérance d'usinage.
Les points de contrôle importants du moulage incluent :
La précision du modèle en cire pour la géométrie des aubes et de la roue
La résistance et la stabilité dimensionnelle de la coquille céramique
La conception de l'écoulement du métal et de l'alimentation pour les zones de transition entre le moyeu et les aubes
Le contrôle de la porosité, du retrait, des fissures et des inclusions
La tolérance pour l'usinage CNC de l'alésage de l'arbre et des interfaces de montage
La planification de l'inspection pour les défauts internes et les sections critiques
Pour les alliages complexes à haute température, le moulage d'alliages spéciaux peut être examiné lorsque le composant nécessite un contrôle rigoureux de l'alliage, une simulation de moulage, une planification de processus spéciale ou des normes d'acceptation spécifiques au client.
Traitement thermique pour les roues de turbine moulées en Inconel 738
Le traitement thermique est une étape importante pour les composants moulés en Inconel 738. La bonne voie de traitement thermique peut soutenir le contrôle de la microstructure, le durcissement par précipitation, la réduction des contraintes et la stabilité des performances à haute température.
Le traitement thermique des superalliages doit être planifié conformément à la norme matérielle du client, aux exigences du dessin et aux conditions de service. Pour les roues de turbines, le processus de traitement thermique doit également prendre en compte la stabilité dimensionnelle et le risque de distorsion, en particulier autour des sections d'aubes, des transitions du moyeu et des zones d'interface de l'arbre.
Avant le traitement thermique, la vérification de la nuance du matériau et l'inspection du moulage sont recommandées. Après le traitement thermique, la pièce peut nécessiter des contrôles dimensionnels, une inspection de surface, une revue de la dureté ou des END supplémentaires selon les spécifications du projet.
Usinage CNC après moulage à cristaux équiaxes
Le moulage à cristaux équiaxes crée l'ébauche de la roue de turbine quasi brute, mais l'usinage CNC est requis pour les fonctionnalités fonctionnelles de précision. Une roue de turbine nécessite généralement un alésage d'arbre précis, des faces d'extrémité, des surfaces de montage, des fonctionnalités de correction d'équilibrage, des surfaces de référence et des interfaces d'assemblage.
L'usinage CNC de superalliages est important car l'Inconel 738 est difficile à usiner. Il nécessite un outillage adapté, un bridage stable, des paramètres de coupe contrôlés et une inspection minutieuse. Un mauvais contrôle de l'usinage peut entraîner des erreurs dimensionnelles, des dommages de surface, des marques de vibration ou une précision d'assemblage réduite.
Les zones typiquement usinées par CNC peuvent inclure :
L'alésage de l'arbre et les fonctionnalités de montage internes
Les faces de référence avant et arrière
Les surfaces d'interface du moyeu
Les zones de correction d'équilibrage
Les surfaces de référence pour l'inspection et l'assemblage
Les fonctionnalités locales des aubes ou des plateformes si requis par le dessin
La tolérance d'usinage doit être planifiée lors de l'étape de moulage. Si la tolérance est trop faible, les dimensions finales peuvent ne pas être récupérables. Si la tolérance est trop grande, le coût d'usinage et l'usure des outils augmentent.
Électro-érosion (EDM) et traitement des fonctionnalités locales
Certaines fonctionnalités des roues de turbines à gaz peuvent être difficiles à usiner avec des outils de coupe conventionnels, surtout si elles sont étroites, profondes, aiguës ou situées près d'une géométrie d'aube complexe. Dans ces cas, l'électro-érosion (EDM) peut être utilisée pour le traitement des fonctionnalités locales.
L'électro-érosion (EDM) pour superalliages peut prendre en charge les fentes locales, les trous, les limites aiguës ou les fonctionnalités à accès limité par outil dans les composants en superalliages à base de nickel. L'EDM est utile car il peut traiter des alliages durs et résistants à la chaleur sans compter sur une force de coupe mécanique élevée.
Si l'EDM est utilisé sur une roue de turbine, le processus doit contrôler la qualité des bords, la couche refondue, l'état de la surface locale et la précision dimensionnelle. Pour les composants rotatifs, toute fonctionnalité locale doit également être évaluée pour la concentration de contraintes et l'impact sur l'équilibrage.
Inspection des moulages de roues de turbines à gaz en Inconel 738
L'inspection est cruciale car les roues de turbines à gaz sont des composants rotatifs exposés à des contraintes et des températures élevées. Le plan d'inspection doit vérifier la chimie du matériau, l'intégrité du moulage, l'état du traitement thermique, les dimensions usinées, la qualité de surface et les exigences liées à l'équilibrage.
NewayAeroTech prend en charge les tests et analyses de matériaux pour superalliages pour la vérification des alliages, l'analyse des défauts, l'inspection dimensionnelle et la documentation des processus.
Poste d'inspection | Ce qu'il faut vérifier | Pourquoi c'est important |
|---|---|---|
Vérification du matériau | Nuance Inconel 738, composition chimique, dossiers matériels | Confirme la conformité de l'alliage avant l'acceptation finale |
Inspection du moulage | Porosité, retrait, fissures, inclusions, déformation | Réduit le risque de défaillance en service rotatif à haute température |
Inspection dimensionnelle | Alésage de l'arbre, géométrie du moyeu, faces, profil des aubes, éléments de référence | Assure la précision de l'assemblage et la cohérence de la géométrie de la roue |
Inspection de surface | Fissures de surface, marques d'usinage, qualité des bords EDM, dommages de manipulation | Aide à prévenir l'amorçage de fissures et la concentration de contraintes locales |
Contrôle d'équilibrage | Équilibrage statique ou dynamique selon le dessin ou les exigences de l'application | Soutient des performances de rotation sûres et stables |
Considérations HIP pour les roues de turbine moulées
Pour les roues de turbine moulées haute performance, la densité interne peut être une préoccupation clé. Si les spécifications du client exigent une intégrité interne améliorée ou une porosité réduite, le pressage isostatique à chaud (HIP) peut être examiné comme un processus supplémentaire.
Le pressage isostatique à chaud (HIP) pour superalliages peut aider à réduire la porosité interne et à améliorer la fiabilité du moulage pour certains composants en superalliage. La nécessité du HIP dépend du dessin, des conditions de service, des critères d'acceptation des défauts, de la norme d'inspection et de l'objectif de coût.
Le HIP doit être planifié tôt car il peut affecter la séquence du processus, la planification du traitement thermique, le contrôle dimensionnel et les exigences d'inspection finale.
Inconel 738 par rapport aux autres superalliages pour les roues de turbine
L'Inconel 738 est l'une des options parmi de nombreux systèmes d'alliages à haute température. Le choix final du matériau dépend de la température de fonctionnement, de la contrainte de rotation, de la méthode de moulage, de la durée de vie, des conditions de corrosion, du coût et des spécifications du client.
D'autres familles de matériaux peuvent également être examinées. Les alliages Rene peuvent être envisagés pour les composants avancés de section chaude de turbine. Les matériaux en alliage Nimonic peuvent être évalués pour les applications à haute température à base de nickel. L'alliage Stellite peut être envisagé lorsqu'une résistance à l'usure ou à la corrosion à chaud à base de cobalt est requise.
Le meilleur matériau doit être sélectionné en fonction de l'environnement réel du moteur, et non uniquement par le nom de l'alliage. Pour les roues de turbines rotatives, le niveau de contrainte, la vitesse, la température, les exigences d'inspection et le facteur de sécurité de service doivent être examinés attentivement.
Liste de contrôle RFQ pour le moulage de roues de turbines à gaz en Inconel 738
Pour obtenir un devis précis pour une roue de turbine à gaz en moulage à cristaux équiaxes Inconel 738, les clients doivent fournir à la fois les données de dessin et les exigences opérationnelles. Cela permet au fournisseur d'évaluer la faisabilité du moulage, la voie d'usinage, le coût d'inspection, les exigences d'équilibrage et les risques de fabrication.
Une demande de devis (RFQ) complète doit inclure :
Modèle du moteur ou de la turbine
Nom de la pièce, numéro de pièce et niveau de révision
Modèle CAO 3D et dessin 2D avec tolérances et références de datum
Nuance d'alliage requise, telle que Inconel 738 / IN738
Exigence de structure cristalline, telle que le moulage équiaxe
Température de fonctionnement, vitesse de rotation, charge et durée de vie attendue
Exigences de traitement thermique, HIP, revêtement ou finition de surface
Dimensions critiques, tolérance de l'alésage de l'arbre, profil des aubes et exigences d'équilibrage
Exigences d'inspection telles que l'analyse chimique, le ressuage (FPI), les rayons X, le scanner CT, la MMT et le rapport d'équilibrage
Quantité pour le prototype, le lot d'essai ou la demande de production
Si le projet est basé sur une roue de turbine usée ou rétro-conçue, le client doit fournir l'ancienne pièce, des photos, des données de scan 3D, les conditions de service, l'historique des défaillances et les modifications techniques requises. Pour les pièces de turbine rotatives, la rétro-ingénierie doit toujours inclure une revue fonctionnelle et de sécurité, et non seulement une copie de la géométrie.
Conclusion
Le moulage à cristaux équiaxes en Inconel 738 peut être une voie de fabrication pratique pour les roues de turbines à gaz lorsque la conception nécessite un superalliage à base de nickel moulé avec une résistance à haute température, une résistance à l'oxydation et une géométrie complexe quasi brute. Le processus doit contrôler l'intégrité du moulage, la stabilité du traitement thermique, la précision de l'usinage CNC, le traitement des fonctionnalités locales, l'inspection et les exigences d'équilibrage.
Pour les applications de roues de turbines à gaz, la sélection des matériaux et des processus doit être examinée attentivement car la pièce est exposée à des températures élevées, à des contraintes de rotation, à des vibrations et à des cycles thermiques. L'IN738 peut offrir une forte capacité pour les sections chaudes, mais une production réussie dépend d'un processus complet d'ingénierie et de contrôle qualité.
NewayAeroTech prend en charge le moulage à cristaux équiaxes en Inconel 738, l'usinage CNC, l'EDM, le traitement thermique, l'examen HIP et l'inspection pour les projets personnalisés de roues de turbines à gaz. Veuillez fournir le modèle de turbine, le dessin, le fichier 3D, la norme d'alliage, les conditions de fonctionnement, la quantité, les exigences d'équilibrage et les exigences d'inspection pour l'évaluation technique.
