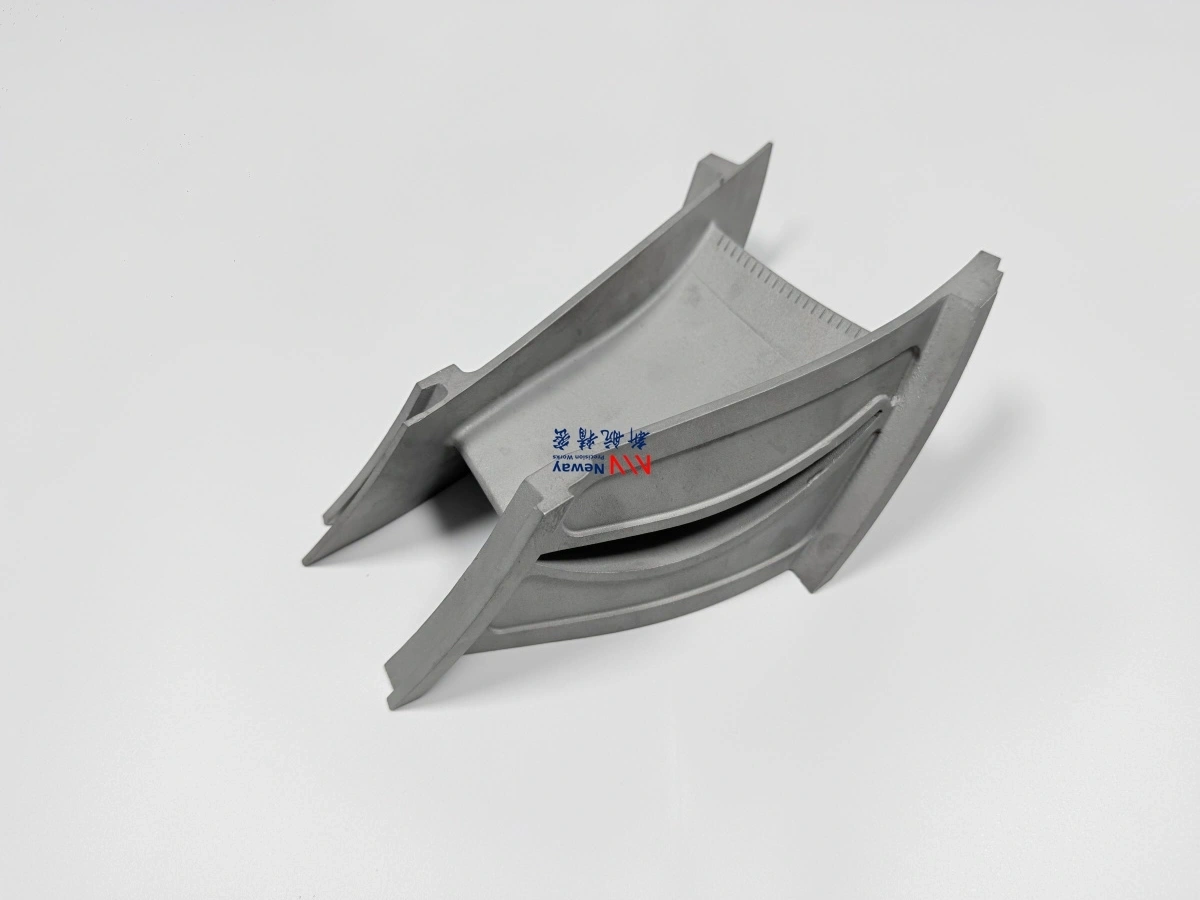
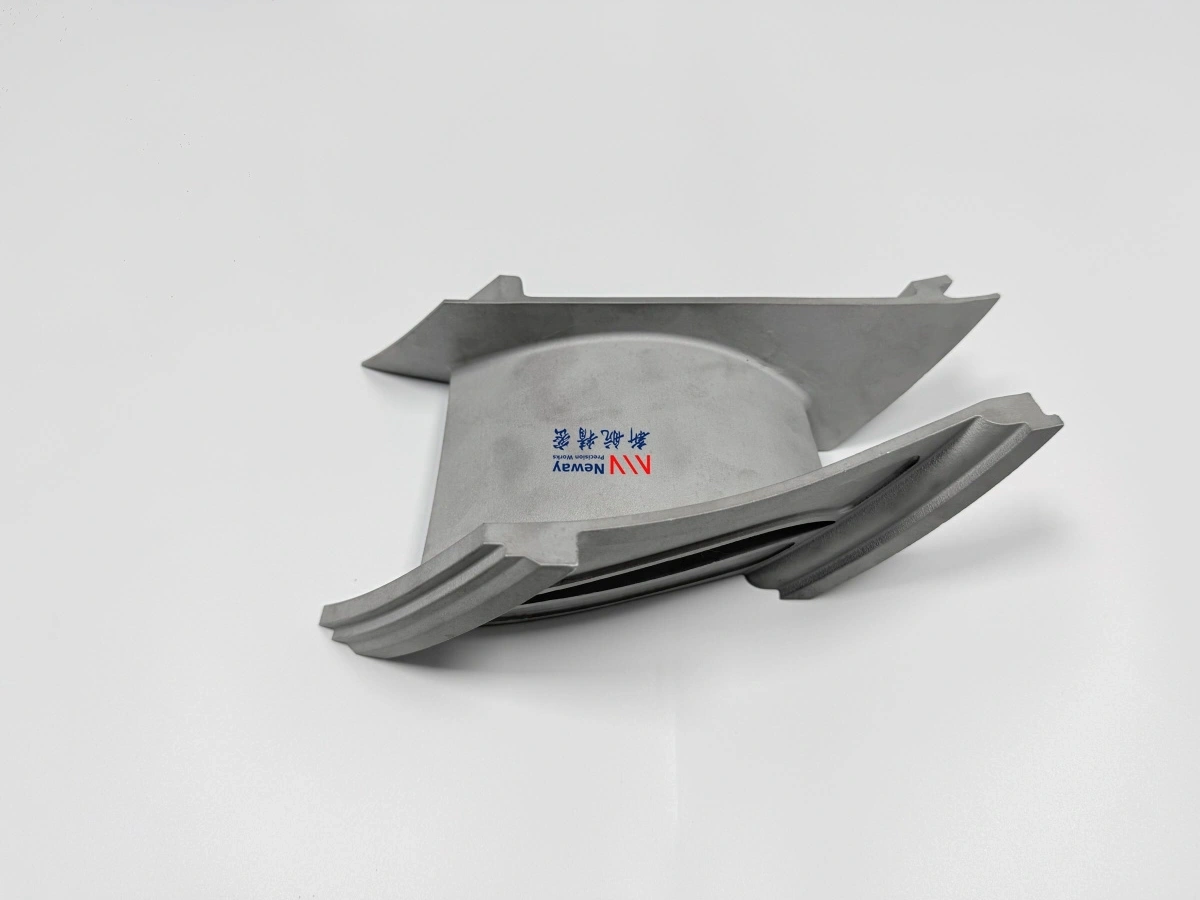
Fabrication des pièces NGV2 en Inconel 713LC pour les moteurs turbojet et turboréacteurs à double fl...
Les pièces NGV2 en Inconel 713LC sont des composants critiques de la section chaude utilisés dans les petits moteurs turbojet pour drones, les turbines de drones de combat sans pilote (UCAV), les petits turboréacteurs à double flux et les micro-turbines à gaz. NGV2 fait généralement référence à une aube de turbine de guidage de deuxième étage ou à l'aube de guidage n° 2, selon l'architecture du moteur et le système de plans du client. Bien que la pièce soit relativement petite par rapport aux aubes de turbine industrielles lourdes, sa fonction est hautement importante pour la direction du flux gazeux, l'efficacité de la turbine, la répartition de la température et l'appariement des étages.
Pour les systèmes de propulsion de drones et d'UCAV, les pièces NGV2 sont exposées à des gaz de combustion à haute température, à l'oxydation, aux cycles thermiques, aux vibrations et à des exigences dimensionnelles strictes. Un petit écart dans le profil de l'aubage, la surface de gorge, la position de la plateforme ou la surface de montage peut influencer la cohérence du flux gazeux et les performances de la turbine.
En raison de ces exigences, la fabrication des pièces NGV2 en Inconel 713LC est généralement planifiée selon un processus contrôlé combinant la coulée à cire perdue sous vide et l'usinage CNC de précision. La coulée sous vide forme l'aubage, la plateforme, la structure à paroi mince et le corps en superalliage de forme quasi brute, tandis que l'usinage CNC finit les surfaces d'installation, les éléments de référence, les faces d'étanchéité et les dimensions critiques d'assemblage.
Qu'est-ce qu'une pièce NGV2 dans les moteurs turbojet et turboréacteurs à double flux de drones ?
NGV signifie aube de turbine de guidage (Nozzle Guide Vane). Dans un moteur à turbine, les aubes de guidage orientent les gaz chauds provenant de la chambre de combustion ou de l'étage de turbine précédent vers le rotor de la turbine avec l'angle, la vitesse et la répartition de flux requis. NGV2 fait généralement référence à une aube de guidage de deuxième étage ou à une aube de guidage en aval dans un arrangement de turbine multi-étages.
Dans les petits moteurs turbojet et turboréacteurs à double flux pour drones, les pièces NGV2 sont généralement compactes, à paroi mince et géométriquement complexes. Elles peuvent inclure des surfaces d'aubage, des plateformes intérieures et extérieures, des caractéristiques de montage, des zones d'étanchéité, des fentes locales et des régions de transition. Ces caractéristiques doivent être fabriquées avec une bonne cohérence car l'aube ne maintient pas seulement sa forme ; elle contrôle le comportement du chemin de gaz.
Pour les programmes de développement, les pièces NGV2 sont souvent évaluées par le biais de coulées de prototypes, de productions d'essai en petites séries et de tests moteur avant un approvisionnement plus important. Cela rend la sélection de la méthode de fabrication particulièrement importante pour les fabricants de moteurs de drones, les équipes de R&D en propulsion et les développeurs de chaînes d'approvisionnement pour UCAV.
Plateformes de moteurs applicables
Les pièces NGV2 en Inconel 713LC peuvent être utilisées dans plusieurs plates-formes de moteurs à turbine compacts où des performances à haute température et une géométrie de précision réduite sont requises. Ces applications peuvent inclure la propulsion de drones, les moteurs d'UCAV, les petits moteurs turbojet, les petits turboréacteurs à double flux, les groupes auxiliaires de puissance (APU), les micro-turbines à gaz et les systèmes de turbines expérimentaux.
Par rapport aux grandes turbines à gaz industrielles, les moteurs à turbine pour drones ont des pièces de plus petite taille et des contraintes d'emballage plus strictes. Cependant, l'environnement de la section chaude reste sévère. Les pièces doivent résister à des températures de gaz élevées, à l'oxydation, aux vibrations, aux cycles thermiques de démarrage-arrêt et aux charges aérodynamiques tout en maintenant une géométrie stable.
NewayAeroTech prend en charge la fabrication de composants en superalliages pour des applications aérospatiales et aéronautiques où une structure légère, une fiabilité à haute température et une fabrication de précision sont requises. Pour les projets de NGV2 de moteurs de drones, la planification de la fabrication doit prendre en compte l'étape de développement du moteur, la quantité de tests attendue, la demande de production finale et les exigences d'inspection.
Fonction du NGV2 dans les petites turbines
La pièce NGV2 guide les gaz à haute température vers le rotor de la turbine avec un angle et une vitesse contrôlés. Sa fonction affecte directement l'efficacité de la turbine, la charge du rotor, la répartition de la température et l'appariement du flux entre les étages. Dans les moteurs compacts pour drones, de petits changements dans la géométrie de l'aube peuvent avoir un effet notable sur les performances.
Les fonctions clés du NGV2 incluent :
Diriger les gaz chauds vers le rotor de la turbine avec l'angle de flux requis
Soutenir l'efficacité de la turbine en contrôlant la vitesse du gaz et la surface de gorge
Maintenir une répartition de flux stable à travers l'étage de la turbine
Aider à protéger les composants en aval contre des charges thermiques inégales
Soutenir la stabilité du moteur pendant l'accélération, la croisière et les cycles thermiques
Étant donné que le NGV2 fonctionne dans le chemin des gaz chauds, la précision aérodynamique et les performances des matériaux à haute température sont toutes deux importantes. La surface de l'aubage, le bord d'attaque, le bord de fuite, la surface de gorge et la géométrie de la plateforme doivent être contrôlés ensemble plutôt que traités comme des caractéristiques de fabrication séparées.
Pourquoi l'Inconel 713LC est utilisé pour les pièces NGV2
L'Inconel 713LC, également écrit IN713LC, est un superalliage de coulée à base de nickel couramment utilisé pour les composants de turbine à haute température, la quincaillerie de tuyère et les pièces moulées de section chaude. Il offre un équilibre utile entre résistance à haute température, résistance à l'oxydation, aptitude à la coulée et stabilité des performances pour les composants de petits moteurs à turbine.
Pour les pièces NGV2, l'Inconel 713LC est sélectionné car le composant doit résister à l'exposition aux gaz chauds tout en maintenant la forme de l'aubage et la géométrie de la plateforme stables. Le matériau doit également être adapté à la coulée sous vide car les aubes de guidage incluent souvent des parois minces, des aubages courbés, des bords de fuite étroits et des transitions de plateforme difficiles à usiner entièrement à partir de barres pleines.
NewayAeroTech fournit une fabrication d'alliages Inconel pour les pièces à haute température où la qualité de coulée, la précision d'usinage et le contrôle d'inspection doivent être évalués ensemble. Pour des projets plus larges de sections chaudes de turbines, les superalliages sont couramment utilisés lorsque la résistance, la résistance à l'oxydation, la résistance au fluage et la stabilité thermique sont requises.
Procédé de coulée à cire perdue sous vide pour NGV2 en IN713LC
La coulée à cire perdue sous vide est la principale méthode de fabrication pour de nombreuses pièces NGV2 en Inconel 713LC car elle permet de former une géométrie complexe de forme quasi brute avec beaucoup moins de déchets de matériaux que l'usinage CNC complet. Ceci est particulièrement important pour les petites aubes de turbine avec des surfaces d'aubage courbées, des bords minces et des caractéristiques de plateforme.
Les pièces moulées par investissement sous vide permettent de produire le corps de l'aube, le contour de l'aubage, la plateforme et les caractéristiques structurelles locales sous forme d'ébauche moulée avant la finition de précision. Pour les superalliages à base de nickel, l'environnement sous vide aide également à contrôler l'oxydation et favorise un traitement plus stable des alliages à haute température.
Pour la coulée de NGV2 en IN713LC, la planification du processus doit se concentrer sur :
La précision du modèle en cire et la cohérence de la surface de l'aubage
La stabilité de la coque céramique autour des zones à paroi mince et des bords
Le contrôle du retrait, de la porosité, des fissures et de la déformation
La qualité de coulée du bord d'attaque et du bord de fuite
La planéité de la plateforme, les zones de transition et les caractéristiques locales de nervures ou de bossages
La tolérance d'usinage pour les surfaces d'installation et de référence
Pour les petites aubes de guidage de turbine statique, la coulée à cristaux équiaxes est souvent une voie pratique lorsque la pièce ne nécessite pas de solidification directionnelle ou de structure monocristalline. Elle prend en charge les composants moulés de section chaude où la géométrie, la stabilité du matériau et l'usinage post-coulée doivent être équilibrés.
Pourquoi l'usinage CNC complet n'est généralement pas la meilleure option
Pour certains premiers prototypes, l'usinage CNC à partir d'une billette peut sembler plus rapide car il évite l'outillage de coulée. Cependant, pour les pièces NGV2 en Inconel 713LC, l'usinage CNC complet n'est généralement pas la méthode de production préférée lorsque la géométrie comprend des courbes d'aubage, des bords de fuite minces, des plateformes complexes et des surfaces de chemin de gaz.
Il y a plusieurs raisons à cela :
L'IN713LC est un superalliage à base de nickel difficile à usiner
Les surfaces d'aubage nécessitent un temps d'usinage long et des trajectoires d'outil complexes
Les bords d'attaque et de fuite minces sont sensibles à la force de coupe et aux vibrations
L'enlèvement de matière à partir de stock solide peut être inefficace et coûteux
Les transitions de plateforme et les surfaces courbes augmentent la complexité du bridage
La géométrie critique pour l'écoulement d'air peut toujours nécessiter une inspection de profil après usinage
Pour cette raison, la coulée sous vide est généralement utilisée pour créer l'ébauche d'aube de forme quasi brute, tandis que l'usinage CNC est réservé aux caractéristiques de précision qui ne peuvent pas compter uniquement sur la tolérance de coulée.
Méthode d'usinage CNC pour la précision des aubes de turbine
Après la coulée, l'usinage CNC est utilisé pour finir les interfaces fonctionnelles de la pièce NGV2. La coulée crée le corps aérodynamique, mais l'usinage CNC contrôle les surfaces qui déterminent la position d'assemblage, l'étanchéité, l'alignement des étages et la répétabilité.
L'usinage CNC de superalliages est important pour les pièces NGV2 en IN713LC car les alliages de nickel à haute température nécessitent un outillage stable, des paramètres de coupe contrôlés, un bridage robuste et une inspection minutieuse. La méthode d'usinage doit éviter toute coupe inutile sur les zones minces de l'aubage tout en assurant la précision des caractéristiques d'installation et de référence.
Les zones typiquement usinées par CNC peuvent inclure :
Les faces de montage et les surfaces de contact de la plateforme
Les surfaces de référence utilisées pour l'inspection et l'alignement de l'assemblage
Les faces d'étanchéité et les surfaces limites contrôlées
Les trous de positionnement, les fentes ou les caractéristiques de fixation
Les régions locales à épaisseur contrôlée
Les caractéristiques d'interface qui affectent l'ajustement avec le matériel moteur adjacent
Pour les petites aubes de turbine, la conception du dispositif de maintien est très importante. La pièce doit être maintenue fermement sans déformer les sections minces ni endommager les surfaces d'aubage moulées. La planification des références doit également correspondre au plan, à la méthode d'inspection et aux exigences d'assemblage final.
Contrôle de l'aubage et de la surface de gorge
La caractéristique la plus importante d'une pièce NGV2 n'est pas seulement sa taille externe. Le contour de l'aubage et la surface de gorge influencent directement le flux gazeux, l'angle d'entrée de la turbine, la répartition de la pression et l'efficacité du moteur. Pour les moteurs turbojet et turboréacteurs à double flux de drones, la cohérence du flux entre les aubes est particulièrement importante car le moteur est compact et l'étage de la turbine est sensible aux changements de géométrie locale.
Le contrôle de l'aubage et de la surface de gorge doit inclure :
Inspection du profil du bord d'attaque et du bord de fuite
Contrôle du contour du côté pression et du côté aspiration de l'aubage
Cohérence de la surface de gorge sur l'ensemble des aubes
Contrôle de la transition entre la plateforme et l'aubage
Vérification de l'angle de l'aube et de l'alignement du chemin de gaz
Contrôle de l'état de surface dans les zones d'écoulement de gaz
Si la surface de gorge est trop petite, une restriction de flux et une surchauffe locale peuvent se produire. Si elle est trop grande, l'efficacité de la turbine et l'appariement des étages peuvent être affectés. Par conséquent, la méthode de coulée, la référence CNC et l'inspection finale doivent toutes être planifiées autour de la géométrie critique pour l'écoulement d'air.
Inspection avant livraison
L'inspection est essentielle pour les pièces NGV2 en IN713LC car le composant combine une géométrie de coulée complexe, un usinage de précision, des exigences de matériaux à haute température et une sensibilité aux performances aérodynamiques. L'inspection doit vérifier à la fois le substrat moulé et le composant usiné final.
NewayAeroTech prend en charge les tests et analyses de matériaux en superalliages pour les projets où la vérification des matériaux, le contrôle des défauts de coulée, l'inspection dimensionnelle et l'évaluation des risques de défaillance sont requis.
Élément d'inspection | Ce qu'il faut vérifier | Pourquoi c'est important |
|---|---|---|
FPI (Ressuage) | Fissures de surface, défauts de coulée, défauts de bord | Aide à détecter les défauts débouchant en surface avant les tests moteur ou la livraison |
Rayons X ou CT | Porosité interne, retrait, inclusions, défauts cachés | Vérifie la qualité interne de la coulée pour un service en section chaude |
Inspection MMT | Surfaces de référence, caractéristiques de montage, dimensions de la plateforme | Confirme l'ajustement d'assemblage et la répétabilité dimensionnelle |
Vérification du profil de l'aubage | Bord d'attaque, bord de fuite, côté pression, côté aspiration | Contrôle la géométrie aérodynamique et l'efficacité de l'étage |
Vérification de la surface de gorge | Ouverture du canal de flux de gaz et cohérence entre les aubes | Soutient un flux de turbine stable et l'appariement des étages |
Vérification du matériau | Certificat de matériau, composition, dossiers de traitement thermique si requis | Confirme que la pièce répond à l'exigence spécifiée IN713LC |
Défis de fabrication pour les pièces NGV2 en Inconel 713LC
Bien que les pièces NGV2 pour les moteurs de drones soient petites, leur risque de fabrication peut être élevé. Une petite taille ne signifie pas une production simple. La pièce combine une géométrie d'aubage mince, une coulée d'alliage à haute température, un usinage de précision de la plateforme et des exigences d'inspection sensibles au flux d'air.
Les défis de fabrication courants incluent :
Maintenir la cohérence de l'aubage après le retrait de la coulée
Prévenir la déformation ou l'endommagement du bord de fuite mince
Contrôler la porosité, les fissures et les défauts internes dans les petites sections moulées
Aligner la référence de coulée avec la référence d'usinage CNC
Maintenir la cohérence de la surface de gorge sur un ensemble d'aubes
Éviter le sur-usinage des surfaces aérodynamiques
Fournir des données d'inspection qui soutiennent le développement du moteur et la qualification des fournisseurs
Ces défis expliquent pourquoi le fournisseur doit comprendre à la fois la fabrication et la fonction de la turbine. La pièce ne doit pas être traitée uniquement comme une pièce moulée ou uniquement comme un composant usiné. Elle doit être évaluée comme une pièce fonctionnelle de chemin de gaz de section chaude.
Liste de contrôle RFQ pour les pièces NGV2 personnalisées de moteurs à turbine pour drones
Pour obtenir un devis précis pour les pièces NGV2 en Inconel 713LC, les clients doivent fournir des informations techniques complètes. Cela permet au fournisseur d'évaluer l'outillage de coulée, la tolérance d'usinage, le coût d'inspection, le délai de livraison et le risque de fabrication.
Une demande de devis complète (RFQ) doit inclure :
Type de moteur, tel que turbojet pour drone, moteur à turbine pour UCAV, petit turboréacteur à double flux ou micro-turbine à gaz
Nom de la pièce, numéro de pièce, numéro d'étage et niveau de révision
Fichier CAO 3D au format STEP, X_T ou un autre format éditable
Plan 2D avec tolérances, références de datum et dimensions critiques
Spécification du matériau pour Inconel 713LC / IN713LC
Quantité requise pour le prototype, le lot de test et la production future
Exigences concernant le profil de l'aubage et la surface de gorge
Exigences de traitement thermique, de revêtement ou de finition de surface si applicable
Exigences d'inspection telles que FPI, rayons X, CT, MMT, rapport de profil ou tests de matériaux
Calendrier des tests moteur, objectif de livraison et exigences de documentation
Si le projet est basé sur une ancienne pièce ou des données de rétro-ingénierie, le client doit également fournir l'état de l'échantillon, la précision du scan, les notes sur les zones usées et les surfaces fonctionnelles qui doivent être préservées. Pour les aubes de guidage de turbine, la rétro-ingénierie doit définir la base aérodynamique, et non seulement la forme externe.
FAQ
Qu'est-ce que le NGV2 dans un moteur turbojet ou turboréacteur à double flux de drone ?
Pourquoi l'Inconel 713LC est-il utilisé pour les composants NGV2 de moteurs de drones ?
Comment les pièces NGV2 en Inconel 713LC sont-elles fabriquées par coulée sous vide et usinage CNC ?
Que faut-il inspecter avant de livrer des pièces NGV2 en Inconel 713LC pour les moteurs de drones ?



