Pièces de section chaude pour turbines à gaz GE 9E / 9171E : buses, aubes et ailettes en superalliag...
Pièces de section chaude pour turbines à gaz GE 9E / 9171E : fabrication sur mesure de buses, d'aubes et d'ailettes en superalliage
Les turbines à gaz GE 9E / 9171E sont des plates-formes industrielles de classe E largement utilisées pour la production d'électricité. Leurs composants de section chaude fonctionnent dans des conditions sévères de température, de contraintes mécaniques, d'oxydation et de fatigue. Des pièces telles que les buses du premier étage, les aubes de turbine, les aubes directrices, les carénages, les diaphragmes, les chemises de combustion et les pièces de transition nécessitent une sélection fiable de superalliages, une coulée de précision, un post-traitement, un usinage, un revêtement et un contrôle d'inspection.
NewayAeroTech prend en charge la fabrication sur mesure de composants en alliage à haute température pour les turbines à gaz de type GE 9E, de classe 9171E et d'autres applications de classe E. Notre travail se concentre sur la fabrication conformément aux dessins, échantillons, spécifications et exigences d'inspection du client. Nous fournissons des gammes de procédés incluant la coulée sous vide à cire perdue, la coulée à cristaux équiaxes, la coulée directionnelle de superalliages, la coulée monocristalline, le HIP, le traitement thermique, l'usinage CNC, l'EDM, le perçage de trous profonds, le revêtement TBC et l'inspection dimensionnelle.
Pour les projets de remplacement, de réparation, de modernisation et de rétro-ingénierie des composants du chemin de gaz chaud, le défi de fabrication ne consiste pas seulement à produire la forme. La clé réside dans le contrôle de l'intégrité de l'alliage, des défauts internes, de la précision dimensionnelle, de la fiabilité du revêtement, des caractéristiques de refroidissement et de la documentation finale. Cet article explique comment les pièces de section chaude GE 9E / 9171E peuvent être fabriquées à partir de superalliages et quels facteurs techniques les acheteurs doivent confirmer avant l'établissement d'un devis.

Pièces de section chaude GE 9E / 9171E et exigences de fabrication
La section chaude d'une turbine à gaz GE 9E / 9171E comprend des composants exposés aux gaz de combustion à haute température. Ces pièces doivent résister au fluage, à l'oxydation, à la fatigue thermique, à la corrosion, aux vibrations, à l'érosion et aux cycles répétés de démarrage et d'arrêt. Par rapport aux pièces moulées industrielles générales, les composants de section chaude de turbine à gaz nécessitent un contrôle plus strict de la chimie de l'alliage, de la structure granulaire, de l'épaisseur de paroi, des caractéristiques de refroidissement, des références d'usinage, de la qualité du revêtement et des dossiers d'inspection.
Les pièces typiques de section chaude de type GE 9E comprennent les buses du 1er étage, les aubes du 1er étage, les buses du 2e étage, les aubes du 2e étage, les buses du 3e étage, les aubes du 3e étage, les aubes directrices de turbine, les segments de carénage, les chemises de combustion, les pièces de transition, les écrans thermiques, les pièces d'étanchéité et les composants de contact résistant à l'usure. Différents étages font face à des conditions de température et de contrainte différentes, de sorte que la gamme de procédés doit être sélectionnée en fonction de la géométrie de la pièce et de l'environnement de service.
Type de composant | Focus de fabrication typique | Exigence technique critique |
|---|---|---|
Buse du 1er étage | Coulée de précision, revêtement, contrôle des caractéristiques de refroidissement, protection de surface | Résistance à l'oxydation à haute température, contrôle des défauts internes, précision géométrique du profil aérodynamique |
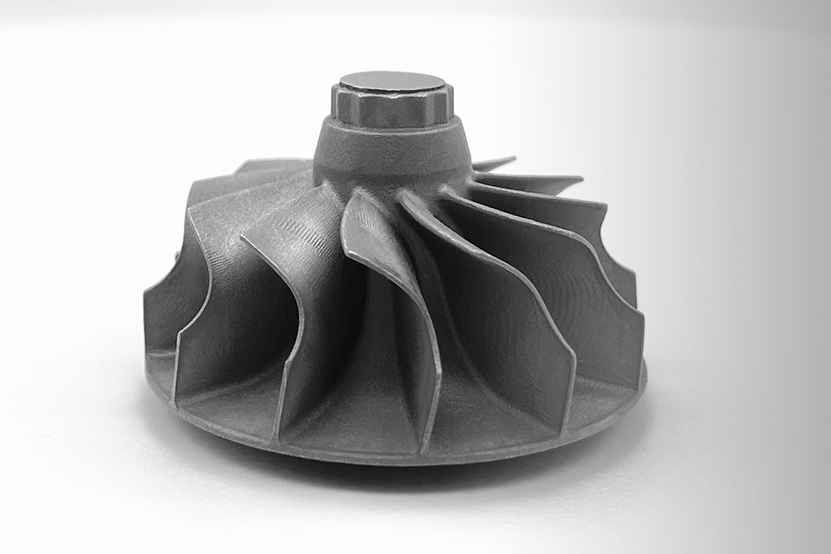
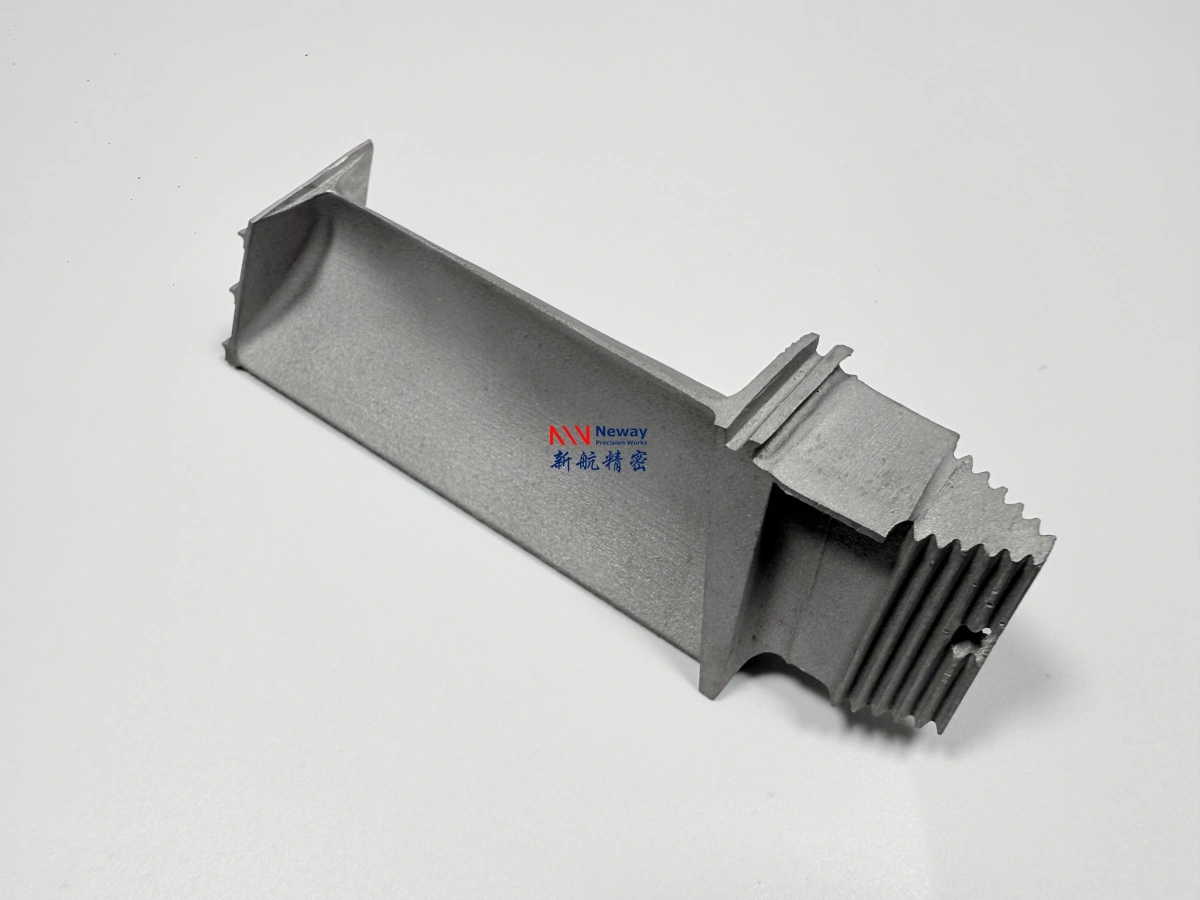
Aube du 1er étage / Pale | Coulée directionnelle ou monocristalline, usinage du pied, trous de refroidissement, TBC | Résistance au fluage, résistance à la fatigue, efficacité de refroidissement, adhérence du revêtement |
Buse du 2e étage | Coulée à cire perdue, revêtement Al-Si ou résistant à l'oxydation, finition CNC | Stabilité dimensionnelle, contrôle du profil du chemin de gaz, uniformité du revêtement |
Aube du 2e étage | Coulée de superalliage, usinage du carénage, soudage de rechargement dur, traitement thermique | Géométrie du carénage de pointe, résistance à l'usure, contrôle du fluage, précision d'ajustement du pied |
Buse / Aube du 3e étage | Coulée de précision, usinage CNC, revêtement protecteur optionnel | Ajustement d'assemblage, état de surface aérodynamique, résistance à la fatigue |
Chemise de combustion / Pièce de transition | Mise en forme d'alliage à haute température, soudage, usinage, revêtement | Résistance à la fatigue thermique, résistance à l'oxydation, intégrité des soudures |
Sélection de superalliages pour les composants du chemin de gaz chaud de type GE 9E
Le choix des matériaux affecte directement la durée de vie des buses, des aubes, des ailettes et d'autres composants du chemin de gaz chaud. Pour les pièces de type GE 9E / 9171E, les superalliages à base de nickel sont couramment utilisés car ils maintiennent leur résistance à des températures élevées et offrent une bonne résistance à l'oxydation et au fluage. Selon le composant, des alliages à base de cobalt, des alliages Rene, des alliages monocristallins CMSX, de l'Hastelloy et des alliages Nimonic peuvent également être envisagés.
NewayAeroTech prend en charge plusieurs voies de matériaux en alliage à haute température pour les composants de turbines à gaz sur mesure, y compris les familles d'alliages Inconel, Rene, CMSX, Nimonic, Stellite et Hastelloy. La sélection finale doit tenir compte de la température de fonctionnement, du niveau de contrainte, de l'environnement de corrosion, des exigences de revêtement, de la réparabilité, de la faisabilité de la coulée et des normes d'inspection.
Famille de matériaux | Application typique de type GE 9E | Notes de sélection |
|---|---|---|
Aubes de turbine, aubes directrices, roues de turbine, pièces moulées de section chaude | Convient aux composants moulés à cire perdue nécessitant une résistance à haute température et une bonne coulabilité | |
Buses, aubes, aubes directrices, composants du chemin de gaz à haute température | Souvent sélectionné pour les pièces moulées de section chaude nécessitant une résistance à l'oxydation et des performances de fluage | |
Aubes de turbine monocristallines et composants rotatifs à haute température | Convient lorsque la résistance au fluage et le contrôle de l'orientation cristalline sont critiques | |
Aubes monocristallines, aubes de turbine, composants de buses à haute température | Utilisé pour les applications de turbines exigeantes où une capacité thermique élevée est requise | |
Aubes à haute température, fixations, bagues et pièces structurelles de section chaude | Bon choix pour les pièces nécessitant une résistance à haute température et une résistance à l'oxydation | |
Zones d'usure, surfaces d'étanchéité, zones de rechargement dur, caractéristiques de contact | Utile pour les zones résistant à l'usure telles que les entailles en Z, les contacts d'étanchéité et les interfaces à fort frottement | |
Chemises de combustion, conduits de transition, écrans thermiques, pièces liées à l'échappement | Convient aux composants en tôle ou moulés résistants à l'oxydation et à la fatigue thermique |
Gammes de fabrication pour les buses, les aubes et les ailettes
La gamme de fabrication correcte dépend du type de composant. Une buse de turbine nécessite normalement une géométrie de profil aérodynamique précise, une qualité de coulée, un contrôle du revêtement et des caractéristiques d'assemblage stables. Une aube ou une pale de turbine peut nécessiter une résistance au fluage plus élevée, un usinage du pied, un contrôle des trous de refroidissement et des performances de fatigue. Une aube directrice doit équilibrer la coulabilité, la géométrie du chemin de gaz, la stabilité thermique et les exigences d'inspection.
Pour les composants de section chaude GE 9E / 9171E, la coulée sous vide à cire perdue est souvent utilisée pour créer des formes complexes en superalliage avec des parois minces, des profils aérodynamiques et des plateformes intégrées. Lorsque la structure granulaire est critique, la coulée à cristaux équiaxes, la coulée directionnelle de superalliages ou la coulée monocristalline peuvent être sélectionnées en fonction de la température de service et de la direction des contraintes.
Type de pièce | Gamme de processus recommandée | Pourquoi elle est utilisée |
|---|---|---|
Buse du 1er étage | Coulée sous vide à cire perdue + traitement thermique + revêtement + inspection MMT | Prend en charge la géométrie complexe des aubes, l'intégrité des alliages à haute température et la préparation du revêtement |
Aube du 1er étage / Pale | Coulée directionnelle ou monocristalline + HIP + traitement thermique + usinage du pied + TBC | Améliore la résistance au fluage, la durée de vie en fatigue et la stabilité dimensionnelle dans des conditions sévères de section chaude |
Buse du 2e étage | Coulée équiaxe ou directionnelle + finition CNC + revêtement Al-Si ou résistant à l'oxydation | Équilibre le coût, la résistance à la chaleur, la précision du profil aérodynamique et les performances de surface protectrice |
Aube du 2e étage | Coulée de superalliage + usinage du carénage + soudage de rechargement dur + inspection finale | Contrôle la géométrie du carénage, les surfaces résistant à l'usure et la précision d'assemblage du pied |
Aube du 3e étage | Coulée de précision + usinage CNC + revêtement optionnel + validation dimensionnelle | Prend en charge un ajustement précis, des surfaces aérodynamiques et un fonctionnement stable à long terme |
Chemise de combustion / Pièce de transition | Mise en forme d'alliage à haute température, soudage, usinage et revêtement | Gère la fatigue thermique, l'oxydation et les cycles de combustion répétés |
Usinage CNC de précision pour les composants de section chaude GE 9E
La coulée produit la forme quasi nette des buses, des aubes, des ailettes et des carénages, mais l'assemblage final dépend souvent de caractéristiques usinées avec précision. Les profils de pied, les surfaces de plateforme, les faces d'étanchéité, les interfaces de boulons, les surfaces d'accouplement et les zones de référence nécessitent généralement un usinage CNC après la coulée et le traitement thermique. Pour les pièces en superalliage, l'usinage doit tenir compte de la haute résistance, de la faible conductivité thermique, de l'écrouissage, de l'usure des outils et de la stabilité dimensionnelle.
NewayAeroTech fournit de l'usinage CNC de superalliages pour les composants en alliage à haute température moulés et forgés. Pour les pièces de section chaude de turbines à gaz, la stratégie d'usinage doit être définie tôt afin que les tolérances de coulée, les systèmes de référence, la conception des montages, les références d'inspection et les tolérances finales soient alignés.
Caractéristique usinée | Objectif de fabrication | Focus technique |
|---|---|---|
Pied d'aube / pied d'aube de turbine | Assure un assemblage sécurisé dans la roue de turbine ou la fente du rotor | Précision du profil, état de surface, contrainte de contact, cohérence des références |
Surface de plateforme | Contrôle l'étanchéité du chemin de gaz et l'interface d'assemblage | Planéité, parallélisme, tolérance d'usinage, accès pour l'inspection |
Caractéristique de carénage | Améliore le contrôle de la pointe, l'étanchéité et l'efficacité de l'étage | Profil festonné, zone d'usure, interface d'entaille en Z, contrôle du rechargement dur |
Face de montage de la buse | Prend en charge un assemblage précis de l'étage et un alignement du chemin de gaz | Alignement des références, précision des trous de boulons, tolérance de profil |
Zone d'étanchéité et de contact | Réduit les fuites, l'usure et les dommages liés aux vibrations | État de surface, tolérance de revêtement, compatibilité des matériaux résistants à l'usure |
EDM et perçage de trous profonds pour les caractéristiques de refroidissement
Les trous de refroidissement sont essentiels pour les aubes de turbine, les pales, les buses et les ailettes. Dans les pièces de turbines à gaz à haute température, les caractéristiques de refroidissement aident à contrôler la température du métal et à protéger le profil aérodynamique des dommages thermiques. Cependant, les petits trous de refroidissement, les trous inclinés, les trous turbulents, les canaux internes, les fentes étroites et les caractéristiques de refroidissement par film sont difficiles à usiner dans les superalliages à base de nickel par coupe conventionnelle seule.
NewayAeroTech prend en charge l'usinage par électro-érosion (EDM) et le perçage de trous profonds pour superalliages pour les caractéristiques complexes en alliage à haute température. L'EDM est utile pour les petits trous, les fentes, les cavités, les profils difficiles et les alliages durs, tandis que le perçage de trous profonds peut être utilisé pour les longs passages internes et les caractéristiques d'alésage lorsque la géométrie le permet.
Caractéristique | Processus recommandé | Focus du contrôle qualité |
|---|---|---|
Trous de refroidissement par film | Perçage EDM ou perçage laser selon la géométrie | Diamètre du trou, angle, couche refondue, contrôle des bavures, régularité du débit |
Trous de refroidissement turbulents | EDM et processus de perçage contrôlé | Répétabilité de la forme interne, risque de blocage, accessibilité pour l'inspection |
Canaux internes profonds | Perçage de trous profonds ou EDM selon le rapport profondeur/diamètre | Rectitude, risque de percement de paroi, nettoyage, chemin d'écoulement final |
Fentes étroites et caractéristiques d'étanchéité | EDM fil ou EDM par enfonçage | Largeur de fente, état des arêtes, intégrité de surface, couche affectée par la chaleur |
Ouvertures complexes de profil aérodynamique | EDM combiné à l'inspection et à la vérification du débit | Cohérence géométrique, alignement, propreté interne, débit fonctionnel |
HIP, traitement thermique et revêtement pour la fiabilité des pièces de section chaude
Après la coulée, de nombreux composants de section chaude de type GE 9E / 9171E nécessitent un post-traitement avant l'usinage et l'inspection finaux. Le compactage isostatique à chaud (HIP) peut aider à réduire la porosité interne et à améliorer la densité du matériau. Le traitement thermique est utilisé pour stabiliser la microstructure, améliorer les propriétés mécaniques et préparer l'alliage aux conditions de service.
Pour les surfaces du chemin de gaz à haute température, des revêtements protecteurs sont souvent nécessaires. Le revêtement barrière thermique (TBC) peut réduire l'exposition à la température du métal et améliorer la durabilité de la section chaude lorsqu'il est correctement appliqué avec une couche de liaison compatible. Des couches de liaison MCrAlY, des revêtements protecteurs Al-Si, des revêtements résistants à l'oxydation et des matériaux de rechargement dur résistants à l'usure peuvent être sélectionnés en fonction de l'emplacement du composant et des spécifications.
Post-traitement | Pourquoi il est utilisé | Application typique de type GE 9E |
|---|---|---|
HIP | Réduit la porosité interne et améliore l'intégrité de la coulée | Aubes de turbine, pales, buses, ailettes, pièces moulées en superalliage à haut risque |
Traitement thermique | Optimise la microstructure, la résistance, la résistance au fluage et la stabilité dimensionnelle | Pièces moulées à base de nickel, pales monocristallines, pièces solidifiées directionnellement |
Revêtement TBC | Fournit une protection thermique pour les surfaces du chemin de gaz chaud | Aubes du 1er étage, buses, ailettes, surfaces de profil aérodynamique à haute température |
Couche de liaison MCrAlY | Améliore la résistance à l'oxydation et soutient l'adhérence du TBC | Aubes de turbine revêtues, aubes et composants de buses |
Revêtement Al-Si | Fournit des performances de surface protectrices pour certains composants de buses ou d'aubes | Buses du 2e étage, aubes directrices et surfaces sensibles à l'oxydation |
Soudage de rechargement dur | Améliore la résistance à l'usure dans les zones de contact ou d'entaille en Z | Carénage d'aube, interface d'entaille en Z, caractéristiques d'étanchéité et de contact d'usure |
Coulée monocristalline, directionnelle et équiaxe pour les composants de turbine
Tous les composants de section chaude ne nécessitent pas la même structure de coulée. La coulée équiaxe peut convenir à de nombreuses aubes, buses, carénages et pièces structurelles de section chaude où les propriétés isotropes et le contrôle des coûts sont importants. La coulée directionnelle est utilisée lorsque le composant bénéficie d'un alignement des grains le long de la direction principale des contraintes. La coulée monocristalline est utilisée pour les aubes et les seaux de turbine les plus exigeants où la résistance au fluage est critique.
Pour les projets de pales ou d'aubes de turbine de type GE 9E / 9171E, le choix entre la coulée équiaxe, directionnelle et monocristalline doit être basé sur l'étage de la pièce, la température de fonctionnement, la direction des contraintes, la durée de vie prévue, le type d'alliage et les exigences d'inspection. Une pale ou une aube de premier étage peut justifier un contrôle de coulée plus avancé, tandis qu'un carénage à basse température ou une aube statique peut utiliser une voie différente.
Méthode de coulée | Utilisation typique | Raison de la sélection |
|---|---|---|
Coulée à cristaux équiaxes | Buses, aubes directrices, carénages, pièces structurelles de section chaude | Bonne voie de coulée polyvalente pour les formes complexes en superalliage |
Coulée directionnelle | Aubes de turbine, seaux, aubes, composants de profil aérodynamique à haute contrainte | Améliore les propriétés le long de la direction principale des contraintes |
Coulée monocristalline | Aubes de turbine à haute température et seaux critiques | Élimine les joints de grains et améliore la résistance au fluage dans un service de section chaude sévère |
Contrôle qualité pour les pièces de section chaude personnalisées GE 9E / 9171E
Le contrôle qualité est une partie essentielle de la fabrication de la section chaude des turbines à gaz. Une buse, une aube ou une ailette de remplacement doit répondre aux exigences dimensionnelles, métallurgiques, de surface, de revêtement et de documentation. Pour les pièces critiques en superalliage, l'inspection doit être planifiée avant le début de la production, et non ajoutée uniquement à la fin.
NewayAeroTech fournit un support d'essai et d'analyse des matériaux pour les composants en alliage à haute température. Selon les exigences du projet, l'inspection peut inclure la mesure MMT, la numérisation 3D, l'inspection par rayons X, l'inspection par tomographie (CT), l'inspection par ressuage, l'analyse métallographique, SEM/EDS, la vérification de la composition chimique, les essais de traction, l'inspection de l'épaisseur du revêtement et l'inspection visuelle finale.
Méthode d'inspection | Objectif | Rapport ou résultat typique |
|---|---|---|
Inspection MMT | Vérifie les dimensions critiques, les caractéristiques de référence et les interfaces d'assemblage | Rapport MMT, rapport d'inspection dimensionnelle, données FAI |
Numérisation 3D | Vérifie la forme du profil aérodynamique, l'écart de profil et la géométrie de rétro-ingénierie | Rapport de scan 3D, comparaison CAO, carte couleur |
Inspection par rayons X / CT | Détecte la porosité interne, le retrait, les fissures et les canaux de refroidissement bloqués | Rapport CND, données CT, évaluation des défauts internes |
FPI / Inspection par ressuage | Détecte les fissures de surface et les défauts ouverts après la coulée, le soudage ou l'usinage | Rapport d'inspection des défauts de surface |
Métallographie / SEM | Évalue la microstructure, les phases, l'état des grains et la morphologie des défauts | Rapport métallographique, analyse SEM/EDS |
Analyse de la composition chimique | Confirme la nuance d'alliage et le contrôle des éléments critiques | Certificat matériau, rapport de spectromètre, rapport GDMS ou ICP-OES |
Inspection du revêtement | Vérifie l'épaisseur du revêtement, l'état de surface, l'adhérence et la couverture | Rapport TBC, rapport d'épaisseur de revêtement, dossier d'inspection de surface |
Support pour la rétro-ingénierie et la fabrication de remplacement
De nombreux projets de section chaude GE 9E / 9171E commencent à partir de pièces existantes, d'échantillons usés, de dessins incomplets ou d'exigences relatives aux composants hérités. Dans de tels cas, une rétro-ingénierie peut être nécessaire avant la fabrication. Un modèle numérisé seul ne suffit généralement pas. L'équipe d'ingénierie doit comprendre quelles surfaces sont fonctionnelles, quelles zones sont usées, où une tolérance d'usinage est requise, et quel matériau, traitement thermique, revêtement et norme d'inspection doivent s'appliquer.
Pour la fabrication de remplacement sur mesure, le meilleur flux de travail consiste à combiner l'analyse des échantillons, la numérisation 3D, la vérification des matériaux, la reconstruction des dessins, l'examen de la fabricabilité et la planification des processus. Si le composant comporte des trous de refroidissement, des surfaces revêtues, des carénages, des zones de rechargement dur en entaille en Z ou des caractéristiques de racine de haute précision, ces détails doivent être confirmés avant la production. Cela aide à réduire les risques dans l'outillage de coulée, les montages d'usinage, l'alignement des références d'inspection et l'ajustement de l'assemblage final.
Entrée de projet | Action d'ingénierie | Avantage de fabrication |
|---|---|---|
Pièce échantillon existante | Numérisation 3D, évaluation de l'usure, vérification des matériaux, modélisation inverse | Prend en charge la fabrication de remplacement lorsque les dessins originaux ne sont pas disponibles |
Dessin 2D | Examen des tolérances, analyse des références, confirmation du plan d'inspection | Améliore la fiabilité de l'usinage et de l'inspection |
Modèle CAO 3D | Examen DFM, planification des tolérances de coulée, stratégie de montage et d'outillage | Réduit les risques de coulée, d'usinage et dimensionnels |
Spécification matérielle | Sélection de la voie d'alliage, planification du traitement thermique, examen de la certification | Garantit que la pièce correspond aux conditions de service requises |
Exigence d'inspection | Planification MMT, CT, FPI, métallographie, revêtement et documentation | Empêche l'absence de dossiers de qualité à la livraison |
Applications typiques dans la production d'énergie et les turbomachines aérospatiales
Les pièces de section chaude de type GE 9E / 9171E sont étroitement liées à la production d'énergie industrielle. Une logique de fabrication similaire s'applique également aux autres turbines à gaz de classe E, aux pièces de section chaude de turbocompresseurs, aux composants de test de moteurs d'avion, aux buses de turbine, aux aubes directrices, aux écrans thermiques, aux pièces de combustion et aux composants de chemin d'écoulement à haute température.
Pièces de turbines à gaz pour la production d'énergie
Pour les applications de production d'énergie, les composants de section chaude doivent prendre en charge de longues heures de fonctionnement, des cycles thermiques, une résistance à l'oxydation et une planification fiable des arrêts. Les buses, aubes, ailettes, carénages et pièces de transition fabriqués sur mesure peuvent nécessiter une coulée, un HIP, un traitement thermique, un usinage CNC, des caractéristiques de refroidissement EDM et une documentation de revêtement.
Composants de section chaude aérospatiaux et aéronautiques
Dans le domaine aérospatial et aéronautique, des capacités de fabrication de superalliages similaires sont utilisées pour les aubes de turbine, les aubes, les bagues de buses, les composants de combustion, les écrans thermiques et les pièces de moteur à haute température. Par rapport aux pièces de turbines à gaz industrielles, les composants aérospatiaux peuvent nécessiter une traçabilité des matériaux, des rapports dimensionnels et une documentation de processus plus stricts.
Systèmes énergétiques et industriels à haute température
Pour les systèmes énergétiques, les composants en superalliage sont utilisés dans les turbines, les brûleurs, les systèmes de récupération de chaleur, les montages à haute température et les équipements résistants à la corrosion. Les mêmes disciplines de fabrication — sélection des matériaux, contrôle de la coulée, usinage, revêtement et inspection — aident à améliorer la fiabilité des composants dans des environnements thermiques sévères.
Quelles informations sont nécessaires pour obtenir un devis pour les pièces de section chaude GE 9E / 9171E ?
Pour établir un devis précis pour des pièces de section chaude personnalisées GE 9E / 9171E, l'équipe d'ingénierie a besoin de suffisamment d'informations pour évaluer la sélection des alliages, la voie de coulée, les exigences d'outillage, la difficulté d'usinage, les besoins en revêtement, le niveau d'inspection et les risques de livraison. Des données incomplètes peuvent entraîner des prix inexacts, des changements de processus ou des confirmations techniques supplémentaires après le devis.
Pour un devis plus rapide, veuillez fournir les informations suivantes :
Modèle de turbine ou application, tel que GE 9E, 9171E, turbine à gaz de classe E ou plate-forme équivalente
Nom de la pièce et étage, tel que buse du 1er étage, aube du 2e étage, aube du 3e étage, carénage, chemise de combustion ou pièce de transition
Modèle CAO 3D, de préférence au format STEP, X_T, IGS ou autre format éditable
Dessin 2D avec tolérances, exigences de référence, notes sur les trous de refroidissement, exigences de revêtement et normes d'inspection
Nuance de matériau requise, telle que Inconel 713C, Inconel 738LC, CMSX-4, Rene N5, Nimonic 90, Stellite 6B ou Hastelloy X
Processus de fabrication requis, tel que coulée sous vide à cire perdue, coulée équiaxe, coulée directionnelle, coulée monocristalline, forgeage, usinage CNC, EDM ou perçage de trous profonds
Post-traitement requis, tel que HIP, traitement thermique, TBC, couche de liaison MCrAlY, revêtement Al-Si, soudage de rechargement dur ou finition de surface
Exigences d'inspection, telles que rapport MMT, FAI, rayons X, CT, FPI, métallographie, analyse chimique, essais de traction ou inspection de revêtement
Quantité pour prototype, lot de validation, pièces de rechange pour arrêt ou commande de production répétée
Calendrier de livraison cible et destination d'expédition
Pourquoi travailler avec NewayAeroTech pour des pièces de section chaude en superalliage sur mesure ?
Les pièces de section chaude personnalisées GE 9E / 9171E nécessitent plus qu'une capacité générale de coulée ou d'usinage. Le fournisseur doit comprendre le comportement des superalliages, la géométrie de la section chaude, les défauts de coulée, les tolérances d'usinage, la compatibilité des revêtements, les caractéristiques de refroidissement, la planification de l'inspection et les exigences de documentation. Un projet réussi dépend de toute la chaîne de processus, de la sélection des matériaux et de la conception de la voie de fabrication jusqu'à l'inspection finale et aux dossiers de livraison.
NewayAeroTech fournit un support de fabrication intégré pour les composants en alliage à haute température, y compris la coulée, le post-traitement, l'usinage, l'EDM, le perçage de trous profonds, le revêtement, le soudage et les essais de matériaux. Pour les buses, les aubes, les ailettes, les carénages, les chemises de combustion, les pièces de transition et d'autres pièces de section chaude de turbines à gaz, nous pouvons aider à évaluer la meilleure voie en fonction des dessins, échantillons, spécifications de matériaux, conditions de service et exigences de qualité du client.
Les noms GE 9E et 9171E sont utilisés ici uniquement pour décrire les exigences d'application du cadre de la turbine. NewayAeroTech se concentre sur la fabrication sur mesure de composants en superalliage conformément aux dessins, spécifications, échantillons et exigences de projet fournis par le client.
FAQ