Techniques de moulage avancées pour composants en superalliage complexes
Le moulage a longtemps été un procédé critique dans la fabrication de composants haute performance, notamment pour les industries aérospatiale, énergétique et de production d'énergie. Lors de la production de géométries complexes pour des composants en superalliage, les techniques de moulage avancées sont essentielles pour atteindre la résistance, la durabilité et les performances requises dans des conditions de fonctionnement extrêmes. Ces techniques sont conçues pour répondre aux exigences rigoureuses des applications modernes, garantissant que les pièces donnent le meilleur d'elles-mêmes sous haute température, haute pression et dans des environnements corrosifs.
Le besoin de méthodes de moulage avancées dans la fabrication de composants en superalliage découle des complexités liées à la conception de composants capables de résister aux conditions extrêmes rencontrées dans des applications telles que les moteurs de turbine et les machines industrielles. Les superalliages sont essentiels pour ces applications, avec leur capacité unique à maintenir l'intégrité structurelle à des températures élevées. Ce blog explore les diverses techniques de moulage avancées pour les composants en superalliage, les superalliages adaptés à chaque procédé, les post-traitements impliqués, les procédures de test utilisées pour garantir la qualité, ainsi que les industries et applications qui dépendent de ces technologies.
Voici le blog avec les textes d'ancrage intégrés :
Processus de fabrication
Moulage à la cire perdue sous vide
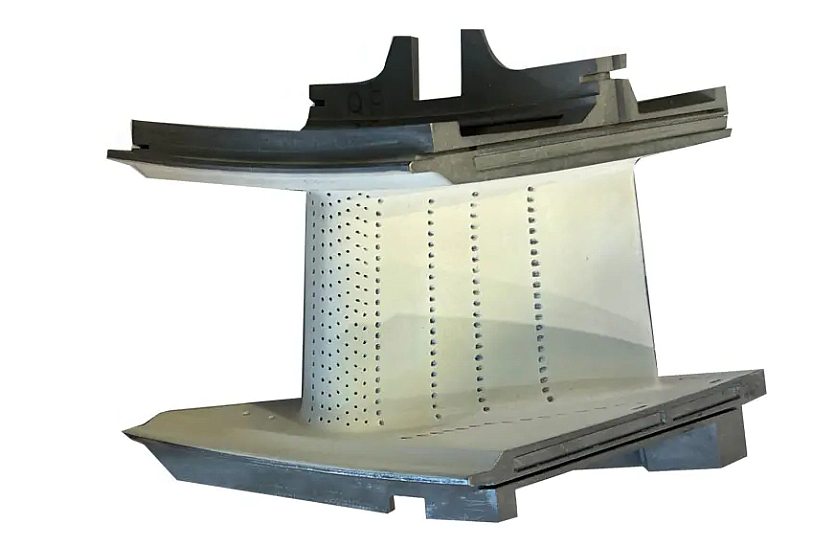
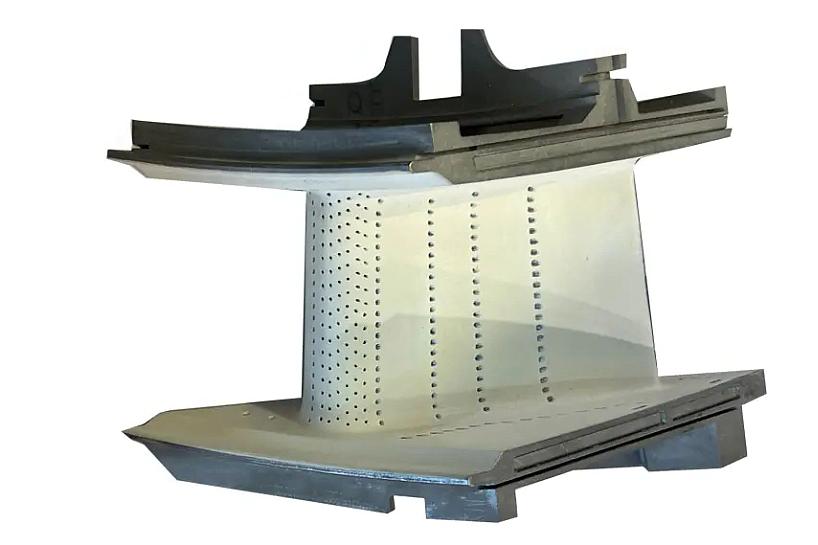
Le moulage à la cire perdue sous vide est une méthode sophistiquée pour produire des composants en superalliage de haute précision, notamment ceux aux géométries complexes, comme les aubes de turbine et les pièces de moteur complexes. Le procédé commence par la création d'un modèle en cire ou en plastique de la pièce souhaitée, recouvert d'une coquille céramique. La coquille est durcie, et le modèle est fondu, laissant un moule creux. L'avantage critique du moulage à la cire perdue sous vide réside dans l'environnement sous vide pendant l'étape de coulée. Cette atmosphère contrôlée prévient l'oxydation et la contamination, essentielles pour maintenir l'intégrité des superalliages haute performance utilisés dans les industries aérospatiale et énergétique. Les conditions sous vide aident également à produire des pièces avec d'excellents états de surface et des tolérances serrées.
Moulage monocristallin
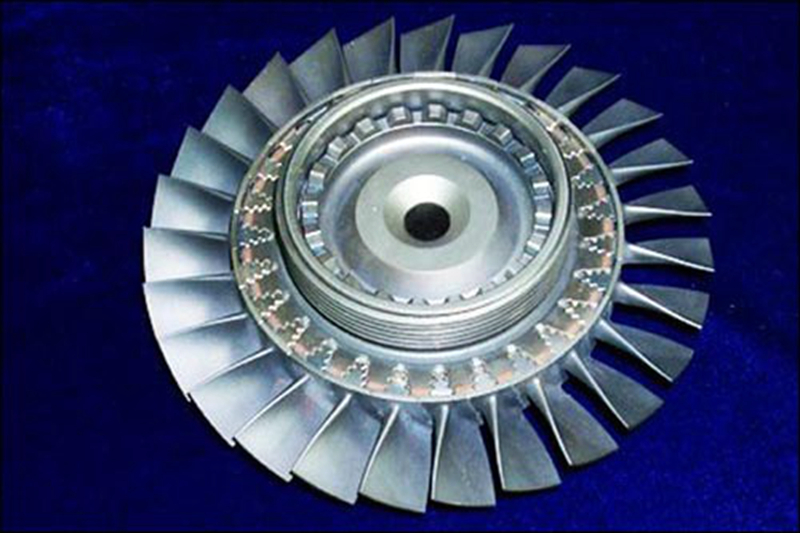
Le moulage monocristallin fabrique principalement des aubes de turbine qui nécessitent des propriétés mécaniques exceptionnelles. Ce procédé élimine les joints de grains, qui peuvent être une source de faiblesse sous des conditions de contraintes élevées. Le contrôle de la vitesse de refroidissement et l'emploi de techniques de solidification directionnelle précises assurent la formation d'une structure monocristalline dans tout le composant. Cela améliore la résistance au fluage, la résistance à la fatigue et la durabilité à des températures élevées. Le moulage monocristallin est idéal pour les superalliages tels que le CMSX-10, qui présentent d'excellentes performances à haute température dans les moteurs à réaction et les turbines à gaz.
Moulage par solidification directionnelle
La solidification directionnelle est une technique de moulage conçue pour créer des structures de grains colonnaires où les grains sont alignés favorablement par rapport à la performance du composant. Les grains dans les composants solidifiés de manière directionnelle croissent dans une direction préférentielle, améliorant leur résistance aux gradients thermiques et aux charges cycliques. Cette technique est couramment utilisée dans les aubes de turbine et autres composants soumis à des environnements de haute température et de contraintes élevées. En contrôlant les gradients de température pendant le processus de solidification, la solidification directionnelle permet la formation de grains longs et alignés qui améliorent la résistance et la longévité de la pièce.
Moulage équiaxe
Le moulage équiaxe implique l'utilisation d'une structure de grains plus uniforme avec des grains relativement équidimensionnels. Ce type de moulage est typiquement utilisé pour les composants qui nécessitent des propriétés mécaniques uniformes dans toute la pièce. Bien que le moulage équiaxe puisse être plus facile à contrôler que le moulage monocristallin ou par solidification directionnelle, il est mieux adapté pour les pièces qui ne nécessitent pas les caractéristiques de performance extrêmes requises pour des composants critiques tels que les aubes de turbine. Les superalliages utilisés dans cette méthode de moulage incluent souvent des matériaux comme l'Inconel 718, qui offre de bonnes performances générales à des températures élevées mais ne nécessite pas la structure de grains spécifique des techniques plus avancées.
Superalliages adaptés
Alliages Inconel
Les alliages Inconel, tels que l'Inconel 718 et l'Inconel 625, sont parmi les superalliages les plus largement utilisés en moulage. Ces matériaux sont conçus pour des applications à haute température où l'oxydation et la fatigue thermique sont préoccupantes. L'Inconel 718, par exemple, est souvent utilisé dans l'industrie aérospatiale pour les aubes de turbine et autres composants à contraintes élevées. Sa résistance au fluage et à l'oxydation le rend adapté à la fois aux procédés de moulage à la cire perdue sous vide et de solidification directionnelle. L'Inconel 625, avec son excellente soudabilité et sa résistance à la chaleur et à la corrosion, est souvent utilisé dans des applications où les pièces sont exposées à des températures extrêmes et à des environnements agressifs.
Série CMSX
La série CMSX de superalliages, incluant le CMSX-4 et le CMSX-10, est spécifiquement conçue pour le moulage monocristallin. Ces alliages offrent une résistance supérieure au fluage et à la fatigue à haute température, les rendant idéaux pour les aubes de turbine dans les turbines à gaz et les moteurs à réaction. La capacité à éliminer les joints de grains dans le processus de moulage améliore significativement les propriétés mécaniques des composants fabriqués à partir d'alliages CMSX, leur permettant de fonctionner dans des conditions extrêmes sans compromettre l'intégrité structurelle.
Alliages Hastelloy et Nimonic
Les alliages Hastelloy et Nimonic sont bien adaptés à une utilisation dans des environnements nécessitant une haute résistance à la corrosion, particulièrement à des températures élevées. Le Hastelloy C-276 et le Nimonic 75 sont couramment utilisés respectivement dans les industries de transformation chimique et les turbines à gaz. Ces alliages offrent une résistance exceptionnelle à la fois à la dégradation thermique et chimique, les rendant idéaux pour les composants exposés à des conditions de fonctionnement agressives, tels que les réacteurs, les échangeurs de chaleur et les turbines à gaz.
Alliages Rene
En raison de leur excellente résistance au fluage et à la fatigue, les alliages Rene, incluant l'Rene 80 et l'Rene 142, sont souvent utilisés pour le moulage par solidification directionnelle. Ces alliages sont adaptés pour des applications haute performance où la résistance et la durabilité sont primordiales, comme dans les moteurs de turbine. Les alliages Rene sont particulièrement adaptés aux composants exposés à des conditions de haute température et de contraintes élevées dans les industries aérospatiale et de production d'énergie.
Post-traitements
Pressage isostatique à chaud (HIP)
Le pressage isostatique à chaud (HIP) est une technique de post-traitement qui implique l'application d'une haute pression et d'une haute température à la pièce moulée pour éliminer toute porosité interne et améliorer les propriétés mécaniques du composant. Ce procédé bénéficie aux pièces moulées en superalliage, assurant que les pièces répondent aux normes de résistance et de durabilité requises. Le HIP améliore l'intégrité du matériau en réduisant la taille et le nombre de vides, qui pourraient autrement compromettre la performance de la pièce, surtout dans des applications critiques telles que les aubes de turbine et les composants de réacteur.
Traitement thermique
Le traitement thermique est un post-traitement crucial utilisé pour optimiser la microstructure des composants en superalliage et améliorer leurs propriétés mécaniques. Différents superalliages nécessitent des traitements thermiques spécifiques pour atteindre les caractéristiques souhaitées, telles qu'une dureté accrue, une résistance à la traction améliorée ou une meilleure résistance à la fatigue thermique. Les traitements thermiques courants incluent les traitements de mise en solution et de vieillissement, qui sont soigneusement contrôlés pour affiner les propriétés de l'alliage. Ces procédés sont essentiels pour les pièces utilisées dans les turbines à gaz et les moteurs à réaction, où la performance dans des conditions extrêmes est critique.
Revêtements barrière thermique (TBC)
Les revêtements barrière thermique sont appliqués sur les composants en superalliage pour les protéger des hautes températures qu'ils subissent en service. Ces revêtements agissent comme une couche protectrice, réduisant la chaleur qui atteint le matériau sous-jacent. Les revêtements barrière thermique sont cruciaux pour les composants des moteurs à réaction et des turbines de production d'énergie, où les températures peuvent dépasser le point de fusion du matériau de base. Les revêtements aident à prolonger la durée de vie des pièces et à améliorer leur performance globale en prévenant l'oxydation et la dégradation à haute température.
Usinage CNC et polissage
Après le moulage, les composants en superalliage nécessitent souvent un usinage CNC et un polissage pour atteindre des dimensions précises et un état de surface de haute qualité. L'usinage CNC assure que la pièce finale respecte des tolérances serrées et des spécifications dimensionnelles. Le polissage est souvent nécessaire pour améliorer l'état de surface de la pièce, ce qui peut être critique dans des applications telles que les aubes de turbine, où l'aérodynamique et l'intégrité de surface sont vitales pour la performance.
Tests
Radiographie et Scanographie (CT)
Les méthodes de contrôle non destructif (CND) telles que la radiographie et la scanographie (CT) sont couramment utilisées pour inspecter les composants moulés en superalliage à la recherche de défauts internes comme des fissures, des vides et des inclusions. Ces méthodes fournissent des images détaillées de la structure interne de la pièce, permettant une inspection approfondie sans endommager le composant. Ces techniques sont critiques pour assurer la qualité et l'intégrité des pièces moulées, surtout dans des applications haute performance où même de petits défauts peuvent conduire à une défaillance catastrophique.
Contrôle par ultrasons
Le contrôle par ultrasons est une autre méthode CND pour détecter les défauts internes dans les composants en superalliage. Cette technique utilise des ondes sonores à haute fréquence pour identifier les discontinuités dans le matériau. Le contrôle par ultrasons est particulièrement efficace pour détecter les défauts sous-surface dans les composants moulés, tels que des fissures ou des vides qui pourraient ne pas être visibles en surface. Complétant l'inspection radiographique, il assure un processus de détection de défauts complet.
Analyse métallographique
L'analyse métallographique implique l'examen de la microstructure du matériau sous un microscope. Cette méthode de test aide à évaluer la structure des grains, la distribution des phases et la qualité globale de la pièce moulée. L'analyse métallographique est particulièrement importante pour évaluer la qualité monocristalline et les pièces moulées par solidification directionnelle. En utilisant des outils avancés comme le diffractomètre à rétrodiffusion d'électrons (EBSD), cette analyse assure un alignement précis et une intégrité structurelle, qui sont cruciaux pour les composants haute performance.
Essais de traction et de fluage
Les essais de traction et de fluage sont utilisés pour évaluer les propriétés mécaniques des composants en superalliage. L'essai de traction mesure la résistance du matériau, tandis que l'essai de fluage évalue comment le matériau se comporte sous contrainte au fil du temps, particulièrement à des températures élevées. Ces tests assurent que les pièces fonctionneront de manière fiable dans des environnements exigeants comme les moteurs à réaction et les turbines de production d'énergie, où les matériaux sont soumis à une contrainte constante et à des températures extrêmes. Les méthodes avancées d'essai de fluage assurent la durabilité, critique pour la fiabilité opérationnelle à long terme dans les applications aérospatiales et énergétiques.
Industrie et application des techniques de moulage avancées pour composants en superalliage
Les techniques de moulage avancées sont utilisées de manière extensive dans de multiples industries, où les composants complexes en superalliage doivent répondre à des exigences rigoureuses en matière de résistance, de stabilité thermique et de résistance à la corrosion et à la fatigue. La capacité à produire des pièces avec des géométries complexes, des microstructures uniformes et des propriétés mécaniques exceptionnelles rend ces techniques de moulage vitales pour les applications haute performance.
Aérospatial et aviation
Les techniques de moulage avancées dans les industries aérospatiale et de l'aviation produisent des composants critiques tels que les aubes de turbine, les aubes directrices et les pièces de chambre de combustion. L'utilisation du moulage monocristallin pour les aubes de turbine en superalliage assure que ces composants possèdent la résistance à haute température et la résistance au fluage nécessaires pour fonctionner de manière fiable dans les moteurs à réaction. Le moulage à la cire perdue sous vide est également employé pour créer des composants de chambre de combustion avec des géométries complexes, améliorant l'efficacité énergétique et la sécurité.
Production d'énergie
Le secteur de la production d'énergie dépend des composants moulés en superalliage pour les turbines à gaz et à vapeur. Ces composants doivent résister à des températures élevées, des cycles thermiques et des contraintes mécaniques pour maintenir l'efficacité et la fiabilité. Les aubes de turbine et les aubes directrices solidifiées de manière directionnelle sont couramment utilisées dans la production d'énergie pour fournir la stabilité thermique et la résistance à la fatigue nécessaires, assurant une performance fiable dans des conditions difficiles.
Pétrole et gaz
Dans l'industrie du pétrole et du gaz, les composants moulés en superalliage sont utilisés dans les vannes haute pression, les outils de forage et les échangeurs de chaleur. Ces pièces fonctionnent dans des environnements agressifs où la résistance à la corrosion et la résistance mécanique sont essentielles pour la performance. Les superalliages résistants à la corrosion comme le Hastelloy sont couramment utilisés pour ces applications, assurant durabilité et fiabilité dans des conditions difficiles comme celles rencontrées par les composants de pompe en alliage haute température.
Automobile et turbines à gaz industrielles
L'automobile et les turbines à gaz industrielles bénéficient également des techniques de moulage avancées. Les roues de turbocompresseur, les composants d'échappement et les pièces de turbines à gaz industrielles sont souvent produits en utilisant le moulage à la cire perdue sous vide ou le moulage équiaxe. Ces techniques permettent la production rentable de composants haute performance qui améliorent l'efficacité et réduisent les émissions, tels que les assemblages de composants de transmission en superalliage et les soupapes d'échappement.
FAQ
Quels sont les avantages d'utiliser le moulage à la cire perdue sous vide pour les composants complexes en superalliage ?
Pourquoi le moulage monocristallin est-il préféré pour les aubes de turbine dans les applications aérospatiales ?
Comment le pressage isostatique à chaud (HIP) améliore-t-il la qualité des pièces moulées en superalliage ?
Quelles sont les méthodes de test courantes utilisées pour évaluer la qualité des pièces moulées en superalliage ?
Quelles industries bénéficient le plus de l'utilisation de techniques de moulage avancées pour les composants en superalliage ?