超合金深孔コア加工部品製造サービス
複雑部品向けの高精度コア加工
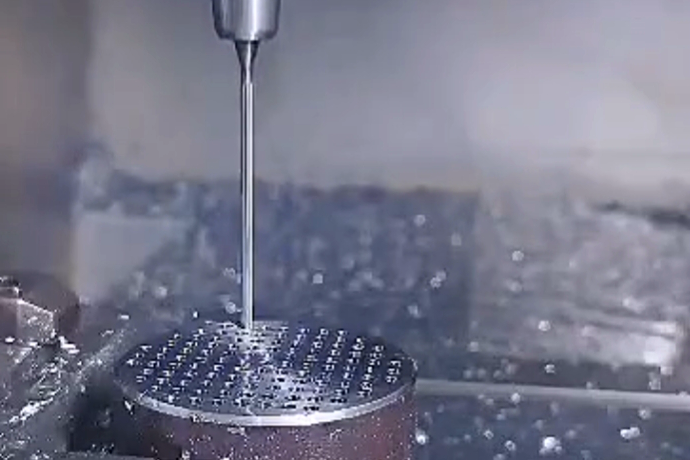
深孔コア加工機能は、航空宇宙用タービン、熱交換器、燃料噴射システム、および圧力機器にとって不可欠です。これらのコアは、幾何学的に複雑で構造的に高密度な超合金部品内部まで延びることが多く、高い同心度、清浄な内部遷移、および熱的に安定した仕上げ面を実現するために、2×D を超える加工深さが必要です。
Neway AeroTech は、超合金 CNC 加工および深穴ドリル加工のエンドツーエンドサービスを提供しており、Inconel 718、CMSX-4、Rene 41、Hastelloy Xなどの高性能材料を用いたコア機能部品の製造に対応しています。
超合金深孔コア機能の中核技術
深孔コア機能には、工具たわみ、放熱、形状検証の同時制御が求められます。
500 mm を超える貫通孔向けのガン drilling および BTA ボーリング
入口および出口遷移領域向けの5 軸 CNC 加工
鋭い半径の内部角を精密化するためのEDM 加工
出口位置と偏差を追跡するための3D 穴マッピングおよび座標測定
精密治具と加工前シミュレーションにより、複雑な構造部品における変形やずれを防止します。
深孔コア部品に使用される超合金
合金 | 最高温度 (°C) | 降伏強度 (MPa) | 用途 |
|---|---|---|---|
704 | 1035 | エンジンハウジング、燃焼器ライナー | |
1140 | 980 | タービンブレード、熱遮蔽材 | |
980 | 950 | ミサイル構造、航空宇宙フレーム | |
1175 | 790 | 反応容器、圧力マニホールド |
これらの合金は、熱サイクル、圧力変動、腐食環境下での耐久性を考慮して選定されています。
事例研究:CMSX-4 深孔冷却タービンセグメント
プロジェクト背景
航空宇宙業界の顧客から、直径最大 12 mm、深さ 22×D の内部冷却コアを持つ 400 mm の CMSX-4 製タービンセグメントの依頼がありました。表面粗さは Ra ≤ 0.5 μm、同心度は≤ 0.08 mm が要求されました。深穴ドリル加工とEDM 仕上げ加工を組み合わせたハイブリッド工法を適用しました。
代表的な深孔コア部品モデルと用途
モデル | 説明 | 材料 | 深径比 | 業界 |
|---|---|---|---|---|
TCS-580 | 25×D の二重ボアを持つタービンコアセグメント | CMSX-4 | 25×D | |
HEV-310 | 段付きコアチャンネルを持つ熱交換器容器 | Inconel 718 | 23×D | |
RPC-600 | 縦方向ボアを持つ反応炉圧力ケーシング | Hastelloy X | 20×D | |
MSC-400 | 角度付き交差チャンネルを持つミサイルケーシングコア | Rene 41 | 21×D |
形状、流路設計、耐熱性はすべてシミュレーションと検査によって検証されます。
深孔コア加工の課題
400 mm を超える肉厚を通じた0.008 mm 以下の同心度
多角度交差ボアを持つコアにおける交差部の品質
深穴ドリル加工中の CMSX および Rene における熱変形
深穴 EDM 経路における再溶着層と表面完全性
加工後の部品平面度に影響を与える材料応力解放
CNC および EDM 加工されたコア部品向けソリューション
工具振れ制御を備えた100 bar 冷却液供給ガンドリル加工
入口 - 出口通路のブレンドのための3+2 軸ボーリングおよび補間加工
Ra ≤ 0.4 μm を実現するドリル後工程のEDM 研磨
残留応力を除去するためのHIP(ホットアイソスタティックプレッシング)および応力除去熱処理
加工後の穴位置合わせ検証のためのCMM(三次元測定機)およびX 線検査
結果と検証
製造方法
部品は真空鋳造または精密鍛造品から始まります。コアはライブモニタリングスピンドルフィードバックを備えた BTA システムを使用してドリル加工されました。穴深さは 22×D を超え、300 mm 以上で±0.01 mm の公差を達成しました。
精密仕上げ
コアはEDMおよびブラシラップ工具を使用して精密化されました。穴の真円度は<0.006 mm、Ra ≤ 0.4 μm です。交差通路のバリは軌道デバリングによって除去されました。
後処理
HIPを 1030°C で実施し、続いて熱処理および表面不動態化を行いました。タービンおよび燃焼器用途向けに TBC コーティングを選択的に施しました。
検査
CMM 検査により、穴経路、直径、入口角度を確認しました。X 線試験により交差部のクリアランスを検証しました。SEM(走査型電子顕微鏡)により、再溶着層が仕様内であることを確認しました。
FAQs
超合金部品で対応可能なコア径と深さはどのくらいですか?
複数の交差チャンネルを 1 回の工程で加工できますか?
肉厚部品全体で穴の位置合わせをどのように保証しますか?
熱交換器コアにおいて最も性能を発揮する材料はどれですか?
コアの精度と完全性を検証する非破壊検査にはどのようなものがありますか?
