インコネル718超合金 方向性凝固鋳造 タービンベーン部品
はじめに
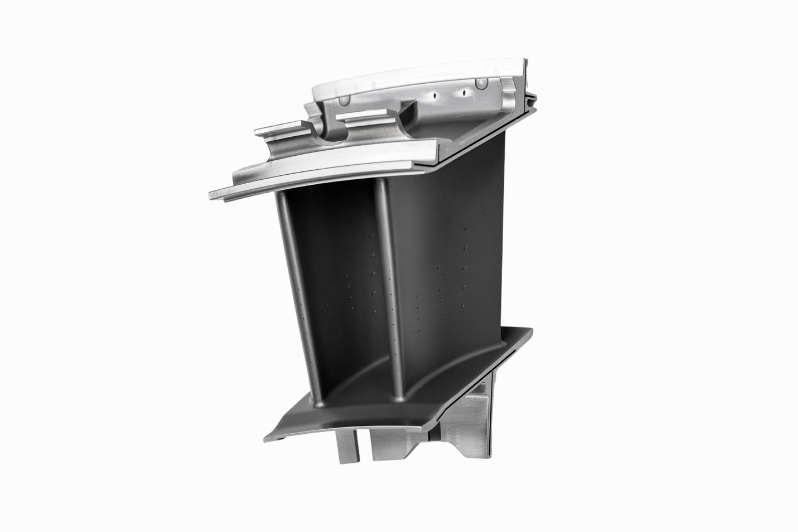
タービンベーンは、ガスタービン内の高温ガス流を制御する上で極めて重要であり、優れた熱疲労抵抗性、寸法安定性、および酸化耐性が要求されます。インコネル718は、析出硬化型のニッケル-鉄系超合金で、その高い強度、溶接性、耐食性で知られています。方向性凝固鋳造を用いて製造された場合、インコネル718製ベーンは、柱状晶配向により、クリープ抵抗性と疲労性能が向上します。
ニューウェイ・エアロテックは、制御された方向性凝固技術を用いたインコネル718タービンベーン部品の真空精密鋳造を提供し、世界中の航空宇宙、発電、および船舶タービンメーカーにサービスを提供しています。
インコネル718ベーン向け方向性凝固鋳造のコア技術
ワックスパターン製作 高精度のワックスパターンが製作され、冷却スロットや取付台を含むベーンの形状を再現し、公差は±0.05 mmです。
シェルモールド構築 耐熱セラミックシェル(厚さ6–8 mm)は、スラリーとスタッコの積層を用いて構築され、高温および方向性凝固荷重に耐えます。
結晶粒選別器の統合 螺旋状の結晶粒選別器がモールドベースに組み込まれ、ベーン長手方向に沿った[001]方向性結晶粒成長を開始し、横方向の粒界を減少させます。
真空誘導溶解 インコネル718合金は、約1380–1420°Cの真空(≤10⁻³ Pa)下で溶解され、酸化と偏析を最小限に抑えます。
方向性凝固 モールドは、2–4 mm/minの制御された温度勾配を通して降下させられ、ベースから先端への柱状晶形成を促進します。
シェル除去と表面洗浄 セラミックモールドは、高圧ブラストおよび浸出によって除去され、ベーンの形状とエッジの完全性が保持されます。
熱間静水圧プレス(HIP) 1175°Cおよび150 MPaでのHIP処理により、残留気孔が除去され、機械的特性が向上します。
熱処理 調整された溶体化処理と時効熱処理により、γ″相とγ′相が安定化され、最高の高温強度と相の均一性が得られます。
方向性凝固鋳造におけるインコネル718の材料特性
最高使用温度: 700–750°C
引張強さ: 室温で ≥1240 MPa
クリープ抵抗性: 650°C、1000時間で ≥180 MPaを維持
降伏強さ: ≥1030 MPa
疲労強度: 熱サイクル下で優れる
結晶粒配向: [001]方向に配向した柱状晶
ケーススタディ:産業用ガスタービン向け方向性凝固鋳造インコネル718ベーン
プロジェクト背景
ニューウェイ・エアロテックは、60 MWガスタービン向けにインコネル718を使用した第一段タービンベーンの製造を受注しました。顧客は、700°C以上で連続運転される部品に対して、長期的なクリープ抵抗性、寸法精度、およびゼロ欠陥品質を要求しました。
一般的な用途
発電タービン(例:シーメンスSGT、GE 6FA): 方向性凝固鋳造ベーンは、ベースロード運転下での疲労およびクリープ抵抗性を向上させます。
航空エンジンガイドベーン(例:CF6、LEAP): 高推力環境下での厳しい幾何公差と疲労安定性を備えたベーン。
船舶用ガスタービン(例:LM2500): 沿岸および海軍作戦における腐食および熱サイクルに対する抵抗性を考慮して設計されたタービンベーン。
インコネル718方向性凝固鋳造ベーンの製造ソリューション
ワックスパターンとゲーティング設計 パターンとゲーティングシステムは、CFDシミュレーションを用いて最適化され、乱流を最小限に抑え、偏析を減少させ、一方向凝固を促進します。
真空鋳造の実行 インコネル718合金は、真空下でセラミックモールドに注入され、結晶粒選別器とチルプレートを通して方向性凝固が開始されます。
HIPと熱処理 HIPにより微細な空隙が除去され、その後熱処理が施され、γ″/γ′強化と微細組織の均一性が最適化されます。
CNCおよびEDMによる仕上げ加工 重要な面、ボルト穴、および冷却通路は、CNCおよびEDMを使用して最終公差まで加工されます。
インコネル718ベーン鋳造における主要な課題
厚肉根元部または冷却通路領域での偏析と気孔の防止
均一な方向性結晶粒成長を維持するための引き抜き速度の管理
微細組織の制御と翼型部での結晶粒粗大化の回避
鋳造および後処理中の冷却スロット精度の維持
結果と検証
EBSDにより確認された方向性配向[001]柱状晶構造
HIPにより検出可能な内部気孔の100%が除去
熱処理により安定したγ″/γ′相分布が得られた
機械的特性が1240 MPa引張強さおよび180 MPaクリープの基準値を超過
最終ベーン寸法が全量産ロットで±0.03 mm以内に保持
よくある質問
インコネル718タービンベーンにおける方向性凝固鋳造の利点は何ですか?
インコネル718は、他の超合金と比較してどのような性能を示しますか?
タービンベーンの認証にはどのような品質検査が必要ですか?
方向性凝固鋳造は、大型ベーンセグメントや多段アセンブリに適用できますか?
どの産業が一般的にインコネル718方向性凝固鋳造ベーンを使用していますか?
