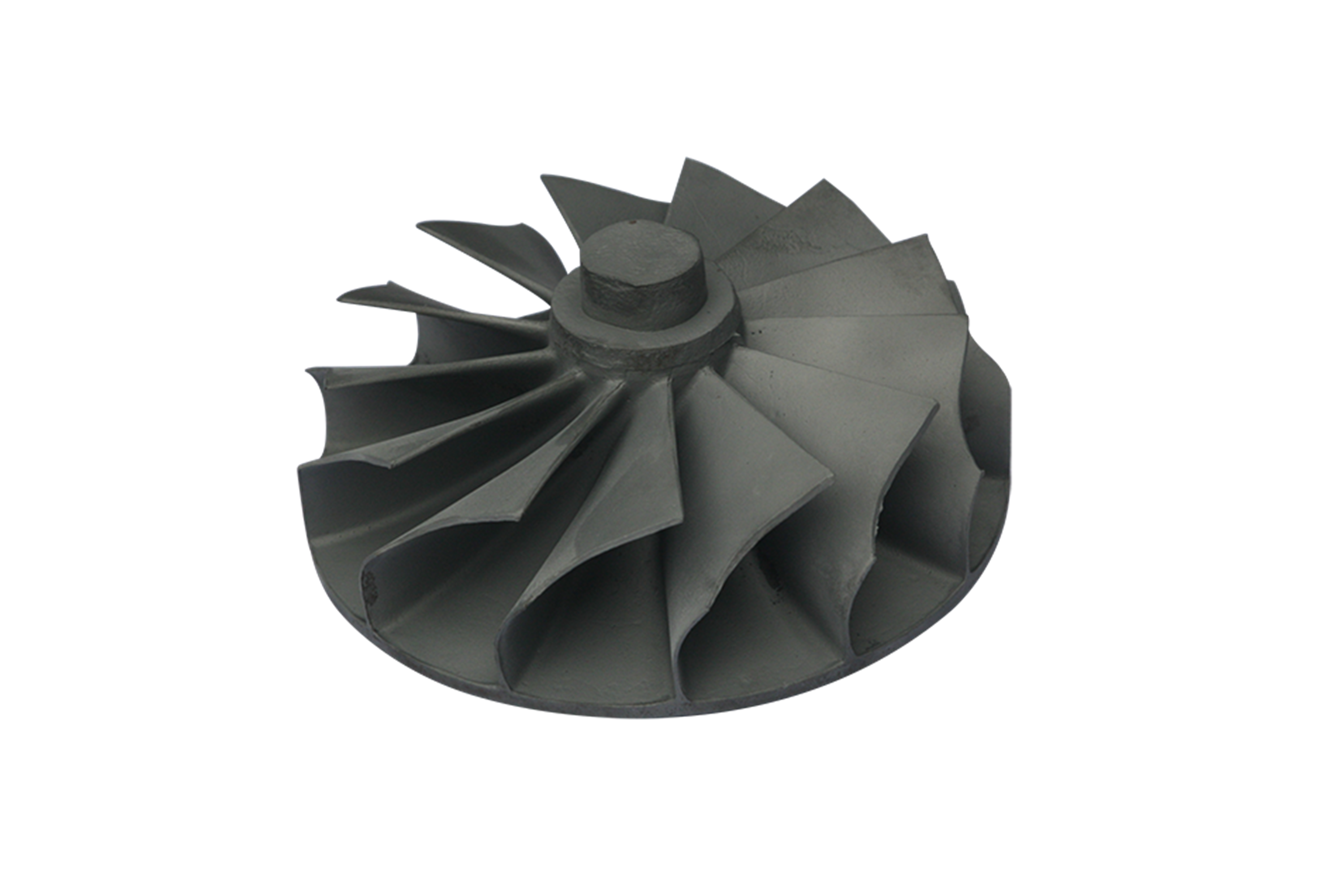
等軸晶鋳造 IN713LC タービン部品
はじめに
IN713LCニッケル基超合金の等軸晶鋳造は、航空宇宙および発電分野の過酷な用途における高性能タービン部品の製造に広く採用されています。優れた高温安定性で知られるIN713LC部品は、982°C (1800°F) までの温度で一貫して作動し、1034 MPaを超える優れた引張強度を発揮します。
ニューウェイ・エアロテックは、高度な超合金等軸晶鋳造を専門とし、真空誘導溶解技術を活用して、結晶粒径が0.5〜2 mmの均一なタービン部品を製造しています。この細心の制御により、優れた疲労強度、最適化された機械的特性、および過酷な熱的・機械的応力条件下での卓越した信頼性が保証されます。
IN713LC等軸晶鋳造のコア技術
ワックスパターン射出成形: 高精度のワックスパターンをアルミニウム金型に射出し、タービン部品の形状を±0.05 mmの精度で正確に複製します。
セラミックシェル形成: パターンにセラミックスラリーと耐火ストゥッコを複数回塗布し、約6〜8 mmの厚さの頑丈なシェルを構築します。
脱ろう (デワキシング): シェル型は150°Cのオートクレーブで脱ろうを行い、型の構造的完全性や寸法精度を損なうことなくワックスパターンを効果的に除去します。
シェル焼成: セラミックシェルは約1000°Cで焼成され、機械的強度が向上し、残留水分および有機不純物が完全に除去されます。
真空誘導溶解: IN713LC合金インゴットは約1450°Cで真空誘導溶解され、正確な化学組成が保証され、ガス関連の欠陥が除去されます。
等軸晶凝固: 溶融合金は制御された速度で予熱されたシェルに充填され、迅速かつ均一な冷却により等軸晶 (結晶粒径0.5〜2 mm) が生成されます。
シェル除去 (ノックアウト): 室温まで冷却後、セラミック型は高圧水噴射および穏やかな研磨振動技術により機械的に除去されます。
鋳造後処理: 部品は制御された熱処理、1150°Cおよび150 MPa圧力でのHIP処理を受け、機械的完全性が向上し、残留気孔が除去されます。
IN713LCの材料特性
IN713LCは、高温強度と耐食性に優れた析出硬化型ニッケル基合金です。主な材料特性は以下の通りです:
最高使用温度: 982°C (1800°F) まで
引張強度: 室温で≥1034 MPa (150 ksi)
降伏強度: 室温で≥862 MPa (125 ksi)
伸び: ≥5%
クリープ強度: 760°Cで1000時間後のクリープ破断強度が200 MPaを超える優れた特性
耐酸化性: 高温下での長時間暴露に対する卓越した耐性
これらの特性により、IN713LCは航空宇宙エンジンおよび産業用ガスタービンのタービン用途に理想的です。
事例研究: タービン部品の等軸晶鋳造
プロジェクト背景
ニューウェイ・エアロテックは最近、主要なタービンメーカーと提携し、IN713LCの等軸晶鋳造を利用した精密鋳造タービン部品を供給しました。顧客は、高推力航空エンジンおよび産業用ガスタービンの極限作動条件下での信頼性の高い性能を要求し、厳格なAS9100およびNADCAP品質基準への準拠を求めていました。
一般的なタービンモデル
IN713LCを採用する典型的なタービンモデルは以下の通りです:
プラット・アンド・ホイットニー PT6シリーズ: 地域航空機、ヘリコプター、農業用航空機、汎用航空機プラットフォームを動力源とする広く使用されているターボプロップエンジン。
ゼネラル・エレクトリック (GE) LM2500: 船舶推進、発電施設、石油・ガスポンプステーションに世界的に一般的に適用される産業用ガスタービン。
ロールス・ロイス RB211: 商業航空で広く使用されている高バイパスターボファンエンジンで、特にボーイング747および757航空機モデルを動力源としています。
ハネウェル TPE331: コミューター機、軍用練習機、農業用航空機、特殊監視・偵察ドローン用途で好まれるターボプロップエンジン。
典型的なタービン部品の選定と構造的特徴
選定されたタービン部品には、ブレード、ベーン、ノズルセグメントが含まれていました。考慮された重要な構造的特徴:
タービン部品製造ソリューション
鋳造準備: 精密なワックスパターンとセラミック型を製造し、航空宇宙産業基準の±0.05 mm公差以内の寸法精度を一貫して維持します。
真空鋳造: 制御された真空 (≤10^-3 Pa) 下での1450°Cでの真空誘導溶解により、汚染のない溶湯が保証され、最適な化学組成安定性が得られます。
制御凝固: 溶融合金は、予熱された型内で制御された冷却速度で凝固し、平均0.5〜2 mmの均一な結晶組織を生成します。
熱間等方圧加圧 (HIP): 部品は1150°Cおよび150 MPaでHIP処理を受け、内部気孔を効果的に低減し、機械的・構造的完全性を向上させます。
熱処理: 1200°Cで2時間の熱処理を実施し、急速空冷後、850°Cで16時間の時効処理を行います。
高精度CNC加工: 高精度なCNC加工を実施し、複雑な空力形状と±0.02 mm精度の公差を持つ重要な寸法を達成します。
放電加工 (EDM): EDM を採用し、厚さ0.8 mmまでという複雑な内部冷却通路および薄肉形状を正確に作成します。
表面仕上げと検査: 表面仕上げと厳格な寸法検査 (CMM)、非破壊検査 (X線、超音波) を組み合わせ、AS9100基準への適合を確保します。
高温合金部品のコア製造課題
精密な結晶粒径制御 (<2 mm) と均一性の維持
微小収縮や炭化物析出などの微細組織欠陥の最小化
複雑な形状全体での一貫した機械的特性の確保
厳格な航空宇宙仕様内での寸法精度
結果と検証
結晶粒径の均一性は、目標範囲の0.5〜2 mm内で一貫して維持され、最適な疲労強度と機械的安定性が確保されました。
非破壊X線および超音波検査で重大な内部欠陥は検出されず、部品の完全性と航空宇宙基準への適合が確認されました。
引張強度試験により、室温で1034 MPaを超える性能が確認され、過酷な作動応力および温度下での信頼性が検証されました。
疲労試験では、模擬作動条件下で目標の100,000サイクルを超え、耐久性の向上と延長された耐用年数能力が実証されました。
よくある質問
高温タービン用途において、IN713LCはどのような具体的な利点を提供しますか?
等軸晶鋳造中に実施される重要な品質管理は何ですか?
どの産業が主にIN713LC等軸晶鋳造タービン部品を利用していますか?
IN713LCタービン部品で達成可能な寸法公差はどの程度ですか?
高温合金タービン部品の機械的信頼性を確保するテスト方法は何ですか?
