超合金真空鋳造タービン部品生産工場
はじめに
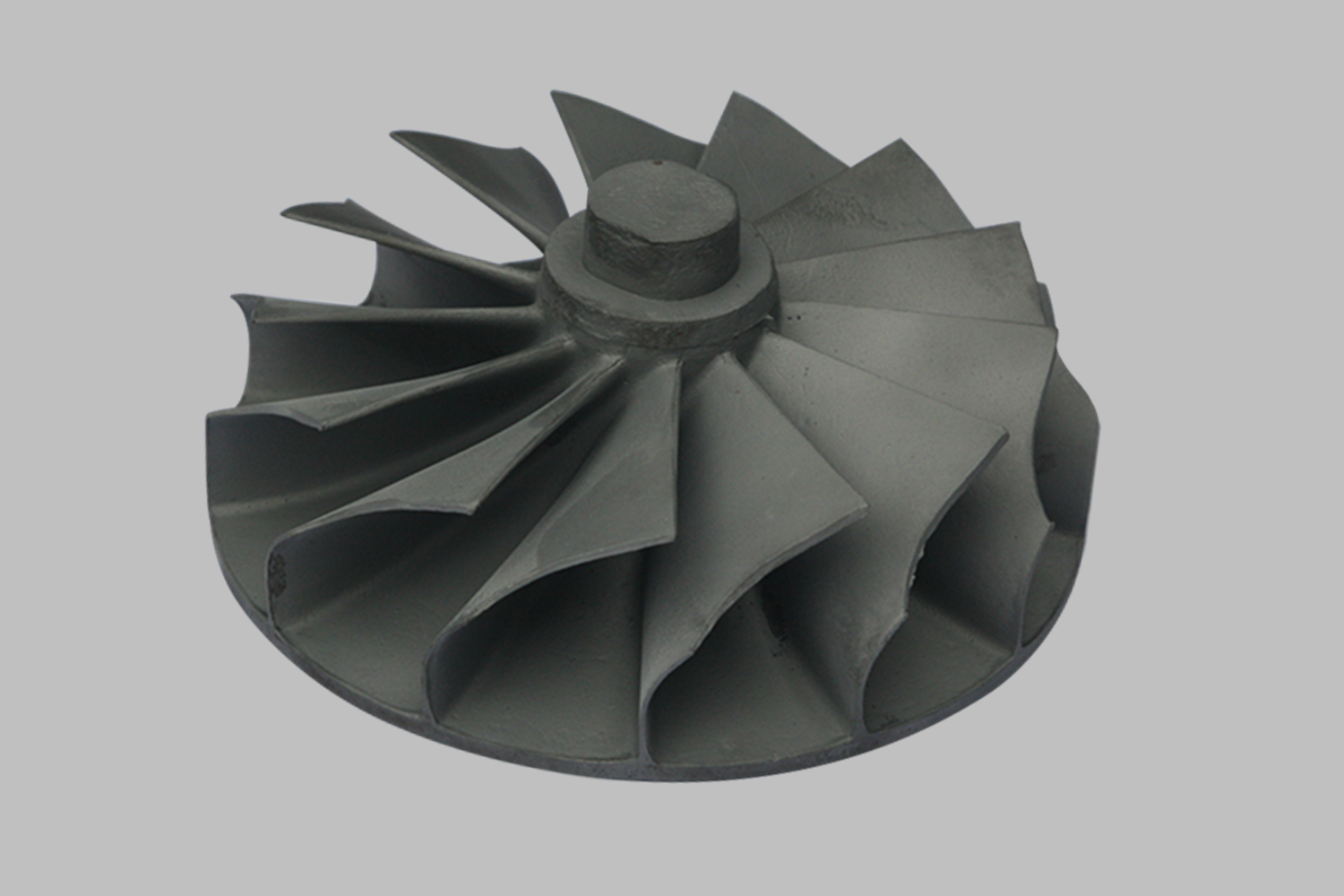
Neway AeroTechは、高度な真空精密鋳造技術を用いて高性能タービン部品を製造しています。インコネルやCMSX合金などの特殊超合金を活用し、寸法公差±0.05 mm以内、表面粗さRa ≤1.6 µmという精度でタービン部品を生産しています。
当社の施設は厳格な品質保証プロセスと精密制御された環境を備えており、タービン部品が1100°Cを超える温度下でも確実に作動し、航空宇宙および発電産業の厳しい基準を満たしています。
真空鋳造タービン部品の核心的課題
CMSX-4、インコネル 713C、ハステロイ Xなどの高温合金からタービン部品を製造することは、以下のような重大な技術的課題を伴います:
均一な凝固の達成と結晶粒組織(単結晶、方向性、等軸晶)の制御。
高度な真空炉能力を必要とする高い融点(1300-1450°C)。
複雑な形状に対する±0.05 mm以内の厳密な寸法精度。
空力および熱効率に不可欠な優れた表面完全性(Ra ≤1.6 µm)。
詳細な真空鋳造プロセス
タービン部品の真空鋳造プロセスは、以下の主要な段階で構成されています:
ワックスパターン形成: CNCまたは積層造形技術を用いて作製された精密ワックスパターン。
セラミックシェル形成: スラリー浸漬と耐火砂の塗布を繰り返すことによる層状セラミックシェルコーティング。
脱蝋とシェル焼成: オートクレーブ(約150°C)による蝋の除去後、シェル強度を得るために約1000°Cで焼成。
真空溶解と注湯: 酸化や介在物を除去し純度を確保するための高真空環境(<0.01 Pa)での合金溶解。
制御凝固: 冷却速度と方向性凝固の精密制御により、所望の結晶粒組織と優れた機械的特性を達成。
シェル除去と仕上げ: セラミックシェルの機械的・化学的除去、精密な寸法適合のための最終CNC加工、および表面仕上げの向上。
タービン部品製造方法の比較
方法 | 寸法精度 | 表面粗さ (Ra) | 結晶粒組織制御 | 機械的特性 | コスト効率 |
|---|---|---|---|---|---|
真空精密鋳造 | ±0.05 mm | ≤1.6 µm | 優れている | 優れている | 中程度 |
粉末冶金 | ±0.03 mm | ≤1.2 µm | 優れている | 優れている | 高い |
精密鍛造 | ±0.2 mm | ≤3.2 µm | 良好 | 良好 | 中程度 |
CNC加工 | ±0.01 mm | ≤0.8 µm | 限定的 | 良好 | 高い |
製造方法選択基準
タービン部品の製造方法の最適な選択には以下が含まれます:
真空精密鋳造:複雑な形状、許容される寸法精度(±0.05 mm)、優れた表面品質(Ra ≤1.6 µm)、および特殊な結晶粒組織に最適。
粉末冶金:高度な航空宇宙タービンにおける超高機械強度と精度(±0.03 mm)に理想的。
精密鍛造:良好な機械的特性を持つ中程度に複雑な設計に適し、大規模生産に適している。
CNC加工:プロトタイプ、少量生産、または極めて厳しい公差(±0.01 mm)を要求する仕上げ作業に効果的。
超合金材料性能マトリックス
合金 | 融点範囲 (°C) | 最大使用温度 (°C) | 引張強度 (MPa) | 耐酸化性 | 典型的な用途 |
|---|---|---|---|---|---|
1315-1345 | 1150 | 1250 | 優れている | 単結晶タービンブレード | |
1310-1355 | 950 | 1200 | 卓越している | 高温タービン部品 | |
1260-1355 | 900 | 860 | 優れている | 燃焼室部品 | |
1320-1360 | 950 | 1200 | 優れている | 高温ガスタービン | |
1320-1365 | 1150 | 1150 | 優れている | 高度な航空エンジン部品 | |
1260-1350 | 800 | 870 | 優れている | 耐摩耗部品 |
材料選択ガイドライン
戦略的な合金選択には以下が含まれます:
CMSX-4: 1150°Cまでの温度で極端なクリープ抵抗性と強度を必要とする単結晶タービンブレードに理想的。
インコネル 713C: 高温(950°Cまで)で作動する高強度タービン部品に最適。
ハステロイ X: 優れた耐酸化性と中程度の引張強度(860 MPa)を必要とする燃焼室に適している。
ニモニック 90: 高い引張強度(1200 MPa)とクリープ抵抗性(950°C)を必要とする高温タービン部品の最良の選択。
レネ N5: 極限使用温度(1150°C)における並外れた疲労強度のため、高度な航空宇宙タービン部品に推奨。
ステライト 6: 中程度の温度(800°C)で高い耐摩耗性を要求するタービン用途に選択される。
主要な後処理技術
不可欠な後処理には以下が含まれます:
ホットアイソスタティックプレス (HIP):内部気孔を除去し、疲労寿命を大幅に向上。
熱遮断コーティング (TBC):セラミックコーティングにより部品表面温度を低下させ、作動寿命を延長。
精密CNC加工:航空宇宙グレードの精度(±0.01 mm)を達成する最終寸法調整。
制御熱処理:最適化された焼鈍と時効サイクルにより、構造的完全性と性能を向上。
試験方法と品質保証
Neway AeroTechは、以下のような包括的な試験と品質保証プロトコルを実施しています:
三次元測定機 (CMM):精密な寸法(±0.005 mm精度)を検証。
X線非破壊検査:内部欠陥と気孔を特定。
金属組織顕微鏡検査:結晶粒組織と微細構造の完全性を評価。
引張試験:引張強度と降伏強度が仕様を満たしていることを保証。
当社の厳格な品質管理手順はAS9100規格に厳密に準拠しており、極限作動環境下での信頼性を保証します。
ケーススタディ:CMSX-4 単結晶タービンブレード
Neway AeroTechは、航空宇宙用途向けにCMSX-4タービンブレードを供給し、以下の実績を示しました:
作動温度:1150°Cでの連続作動
疲労寿命:40%向上
寸法精度:±0.03 mmを維持
認証:AS9100航空宇宙規格に完全準拠
よくある質問
タービン部品における真空精密鋳造の利点は何ですか?
高温タービン用途に最も適した合金はどれですか?
真空鋳造で達成できる寸法精度はどの程度ですか?
後処理はタービン部品の性能をどのように向上させますか?
タービン部品の品質と信頼性を保証する試験方法は何ですか?
