超合金精密鋳造品の精密放電加工
超合金精密鋳造品における放電加工(EDM)の概要
放電加工(EDM)は、超合金精密鋳造品の後工程において、高精度な特徴部を加工するために不可欠です。これにより、従来の機械加工が困難な高硬度材料や複雑な形状において、機械的応力を誘発することなく厳密な公差での加工が可能になります。
Neway Aerotechでは、当社の超合金用 EDM サービスが真空精密鋳造を補完し、航空宇宙、エネルギー、原子力アプリケーション向けに高性能部品を生産しています。
EDM 加工技術の概要
EDM 加工の分類
EDM プロセス | 表面粗さ(Ra, μm) | 寸法公差(mm) | アスペクト比 | 熱影響部(HAZ, μm) | 最小特徴サイズ(mm) |
|---|---|---|---|---|---|
ワイヤーカット放電加工 | 0.3–1.2 | ±0.002–±0.01 | 最大 20:1 | 2–5 μm | ~0.1 |
シンカー放電加工 | 0.4–2.5 | ±0.005–±0.02 | 最大 10:1 | 5–10 μm | ~0.2 |
小穴あけ放電加工 | 0.5–3.0 | ±0.02–±0.05 | 最大 30:1 | 10–15 μm | ~0.1 |
マイクロ EDM | 0.1–0.4 | ±0.001–±0.005 | 最大 15:1 | <2 μm | <0.05 |
HAZ は、エネルギーレベル、パルス持続時間、および材料の導電率によって異なります。
EDM 加工の選定戦略
ワイヤーカット放電加工: 精密鋳造品のパーティングラインのトリミング、厳密な輪郭加工、およびゲート除去に最適です。
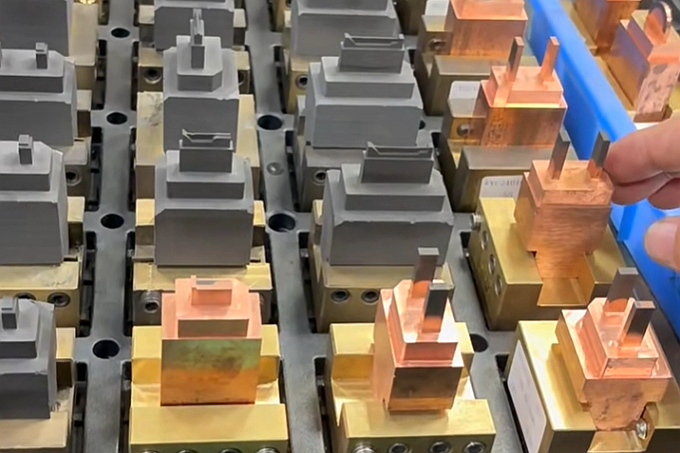
シンカー放電加工: 内部キャビティ、冷却チャンネル、および鋳造ベースの電極シート特徴部の仕上げに最適です。
小穴あけ放電加工: タービンブレードやノズルリングの冷却または潤滑通路に使用されます。
マイクロ EDM: 鋳造された微細特徴部ゾーンの超精密仕上げや、複雑な組立用のパイロット穴作成を可能にします。
材料の検討事項
精密鋳造後の EDM に適した代表的な超合金
材料 | 硬さ(HRC) | 熱疲労 | 鋳造適合性 | EDM 効率 | 用途 |
|---|---|---|---|---|---|
36–42 | 優れている | 良好 | 高い | タービンホイール、ベーン | |
38–44 | 高い | 非常に優れている | 中程度 | 燃焼器セグメント、航空宇宙用ブラケット | |
42–46 | 極めて優れている | 単結晶のみ | 低い | タービンブレード、高温用翼型 | |
30–35 | 良好 | 非常に良好 | 高い | 排気マニホールド、化学処理装置 | |
40–45 | 優れている | 中程度 | 中程度 | ロケットノズル、バルブシート |
材料選定戦略
Inconel 713C: 厳密なプロファイル加工を要するベーンに最適であり、再凝固層を最小限に抑えたワイヤーカット放電加工によく反応します。
Rene 77: 高いクリープ強度を必要とする部品に理想的であり、シール特徴部やボルト穴には EDM が推奨されます。
CMSX-4: 低エネルギーの EDM が必要であり、熱損傷のリスクにより研削が不可能な場合にのみ使用されます。
Hastelloy X: シンカーまたはワイヤーカット放電加工で容易に加工でき、溶接された鋳造組立品に適した選択肢です。
Nimonic 115: 高サイクルの工具に有用であり、EDM により嵌合部や流量が重要な領域での再現性が確保されます。
事例研究:精密鋳造製タービンノズルリングの EDM 仕上げ
プロジェクト背景
発電セクターの顧客は、真空精密鋳造技術で鋳造された Rene 77 製タービンノズルリングの最終加工を必要としていました。22 の放射状ポートとシールショルダー全体で±0.005 mm の公差が要求されました。
製造ワークフロー
鋳造: Rene 77の精密鋳造を実施。鋳造後、1195°C、100 MPa、4 時間の条件で熱間等方圧加圧(HIP)処理を行いました。
荒加工: CNC 旋盤でインターフェースとリング表面を加工し、EDM 仕上げ用に 0.5 mm の加工代を残しました。
ワイヤーカット放電加工: 0.25 mm の真鍮線を使用し、各放射状冷却ポート(Ø1.2 mm)を±0.003 mm の精度でプロファイル加工しました。
シンカー放電加工: 3 つの内部キャビティを加工。放電ギャップ 0.8 mm、深さ 10 mm、公差±0.005 mm で実施しました。
後処理
不活性ガス下、950°C で 2 時間の応力除去
鋳造気孔を封止するための熱間等方圧加圧(HIP)
熱暴露面にTBC コーティングを適用
表面仕上げ
電気研磨により Ra ≤ 0.6 μm を達成
耐食性向上のための不動態化処理
顕微鏡下でバリ取りを行い、5 μm 未満のエッジバリを除去
検査
50 点におけるCMM 検査を実施し、すべて±2 μm 以内に収まりました
X 線による空洞検査で、収縮空洞がゼロであることを確認
SEM(走査型電子顕微鏡)により、清浄な放電加工面と結晶粒の完全性を検証
水中超音波検査により、構造全体の健全性を確認
結果と検証
EDM 仕上げにより、リング上のすべてのポート入口とシールゾーンで一貫して±0.003 mm のプロファイル公差を維持しました。
HIP 後処理により 100% の気孔封止が実現し、ASTM E192 試験および X 線レベル 2 の合格基準によって確認されました。
電気研磨後の表面完全性は Ra ≤ 0.6 μm を上回り、流動誘起侵食や疲労き裂のリスクを排除しました。
SEM 分析により、再凝固層や結晶粒界での微小き裂のない、均一な放電加工纹理ゾーンが示されました。
最終検査により、完全な幾何学的適合性と内部欠陥のゼロが確認され、航空宇宙用タービン部品の受入基準を上回る結果となりました。
よくある質問(FAQ)
鋳造超合金部品において、EDM で達成可能な表面仕上げはどの程度ですか?
EDM は精密鋳造部品の冶金学的完全性にどのような影響を与えますか?
タービン鋳造品の内部冷却チャンネルを EDM で加工することは可能ですか?
EDM は単結晶または方向性凝固部品に適していますか?
航空宇宙用鋳造品の EDM 後にはどのような後処理が必要ですか?
