自動車用ターボチャージャー向けの超合金 CNC 铣削および旋盤加工ソリューション
精密ターボチャージャー部品向けの高温加工ソリューション
自動車用ターボチャージャーは極度の熱的・機械的ストレス下で作動するため、高性能超合金から製造された精密部品が求められます。インペラーやタービンハウジング、排気フランジからコンプレッサーホイールに至るまで、これらの部品は 1000°C を超える温度および 10 万回転/分を超える回転速度に耐えなければならず、極めて高精度なCNC 铣削および旋盤加工ソリューションが必要です。
Neway AeroTechは、燃焼駆動システム向けに調整されたInconel 625、Rene 41、Hastelloy X、その他の鋳造または鍛造超合金から作られたターボチャージャー部品向けの先進的な CNC 加工を提供します。
超合金ターボチャージャー CNC 加工の中核技術
ターボチャージャー部品の加工には、複雑な 3D 形状および回転対称部品全体にわたる安定性、再現性、および高速処理が求められます。
タービンホイール、インペラー、および曲流路面向けの5 軸 CNC 铣削
≤ 0.05 mm の振れ止めを備えたシャフト穴、ハウジング、およびフランジ向けの高精度 CNC 旋盤加工
高 RPM での耐熱合金加工向けのクーラントスルー工具
ワンセットアップ作業およびサイクルタイム短縮向けの複合铣削 - 旋盤センター
すべての部品は、自動車製造向けの ISO/TS 16949 および IATF 16949 規格に準拠しています。
自動車用ターボ部品で一般的に使用される超合金
合金 | 最高温度 (°C) | 降伏強度 (MPa) | 一般的な用途 |
|---|---|---|---|
980 | 827 | 排気マニホールド、タービンホイール | |
980 | 950 | インペラー、ターボチャージャーディスク | |
1175 | 790 | ターボチャージャーハウジング、ノズルリング | |
920 | 1265 | バルブガイド、ターボベーン |
これらの合金は、循環燃焼条件下での熱クリープ、酸化、および疲労に耐えます。
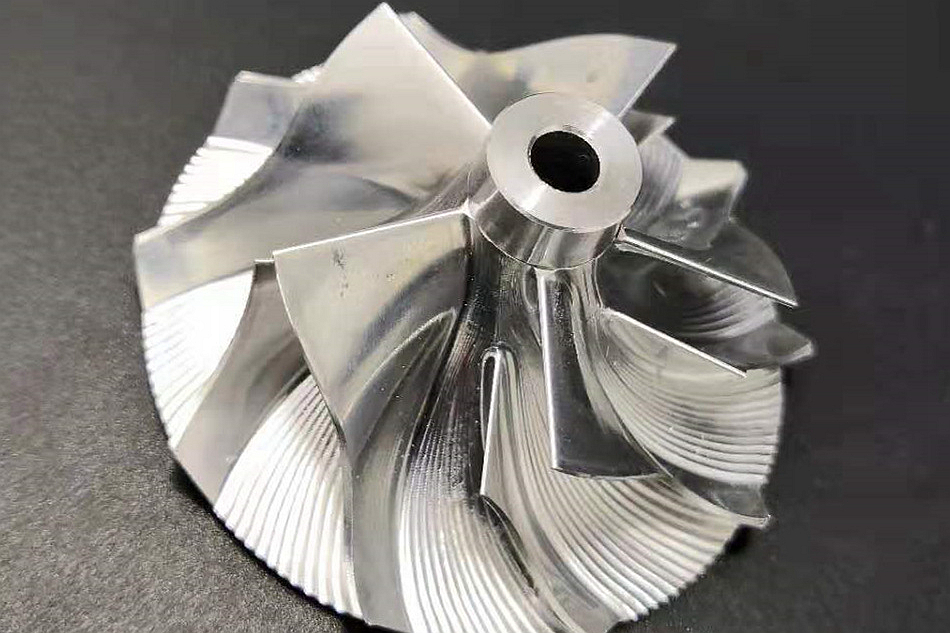
事例研究:Inconel 625 ターボインペラーの CNC 铣削および旋盤加工
プロジェクト背景
ティア 1 自動車サプライヤーから、12 枚のねじれブレード、直径 60 mm、軸方向穴 20 mm を持つInconel 625インペラーの CNC 加工が依頼されました。必要な公差:ブレード表面で±0.006 mm、Ra ≤ 0.4 μm、シャフト嵌合界面で振れ止め≤ 0.01 mm。
一般的なターボチャージャー部品モデルおよび用途
部品 | 材料 | 精度 | 業界 |
|---|---|---|---|
コンプレッサーインペラー | Rene 41 | ±0.005 mm | |
排気タービンディスク | Inconel 625 | ±0.006 mm | |
ベアリングハウジング | Hastelloy X | ±0.010 mm | |
ターボフランジアダプター | Nimonic 90 | ±0.008 mm |
すべての部品は、質量バランス、熱疲労耐性、および回転精度について検証されています。
ターボチャージャー超合金部品における CNC 加工の課題
旋削シャフトおよび取付界面での±0.005 mm の振れ止めの維持
曲線ブレード輪郭でのRa ≤ 0.4 μm の仕上げ加工
Rene や Nimonic などの硬質合金の粗加工中の工具摩耗および熱負荷
高速流領域での肉厚≤ 1.0 mm の維持
バッチ生産における寸法完全性を保ちつつのサイクルタイム効率
ターボチャージャー部品向けの精密加工ソリューション
铣削 + 旋盤センターにより部品扱いを削減し、穴 - フランジ間の同心度を維持
CFD ベースの CAM 戦略により、インペラーおよびディフューザープロファイルの最適化された流路形状を確保
重要な直径で±0.006 mm を維持するためのフィードバック付き工具摩耗監視
最大 400 mm/分の送給速度で 40+ HRC 合金に対応するクーラント供給式超硬工具
残留応力緩和および表面硬度安定化のための加工後熱処理
結果および検証
製造方法
部品は真空鋳造品から製造され、CNC 旋盤で予備加工されました。5 軸機による最終仕上げにより、プロファイル公差±0.006 mm 未満、エッジ半径 0.2 mm 未満を実現しました。
精密仕上げ
バレルエンドミルを使用した輪郭仕上げにより、表面粗さ Ra ≤ 0.4 μm を達成しました。取付面は 0.01 mm TIR 以内に平面旋削されました。
後処理
HIP(熱間等方圧加圧)およびオプションの不動態化処理により、構造完全性と耐食性が確保されました。極度の熱サイクルにさらされる部品には、仕様に応じてTBC コーティングが施されました。
検査
CMM(三次元測定機)により穴の整列とプロファイル形状を確認しました。X 線検査により内部鋳造品質を検証しました。SEM(走査型電子顕微鏡)により加工後の微細組織完全性を確認しました。
FAQs
ターボチャージャー回転部品で達成可能な公差はどれくらいですか?
Inconel および Rene 部品をワンセットアップで加工できますか?
ターボインペラーの熱バランスと同心度をどのように確保しますか?
ブレードプロファイルに必要な表面仕上げはどれくらいですか?
量産規模のターボチャージャー部品向けにバッチ加工を提供していますか?
