UAV ターボジェットおよびターボファンエンジン向け Inconel 713LC NGV2 パーツの製造方法
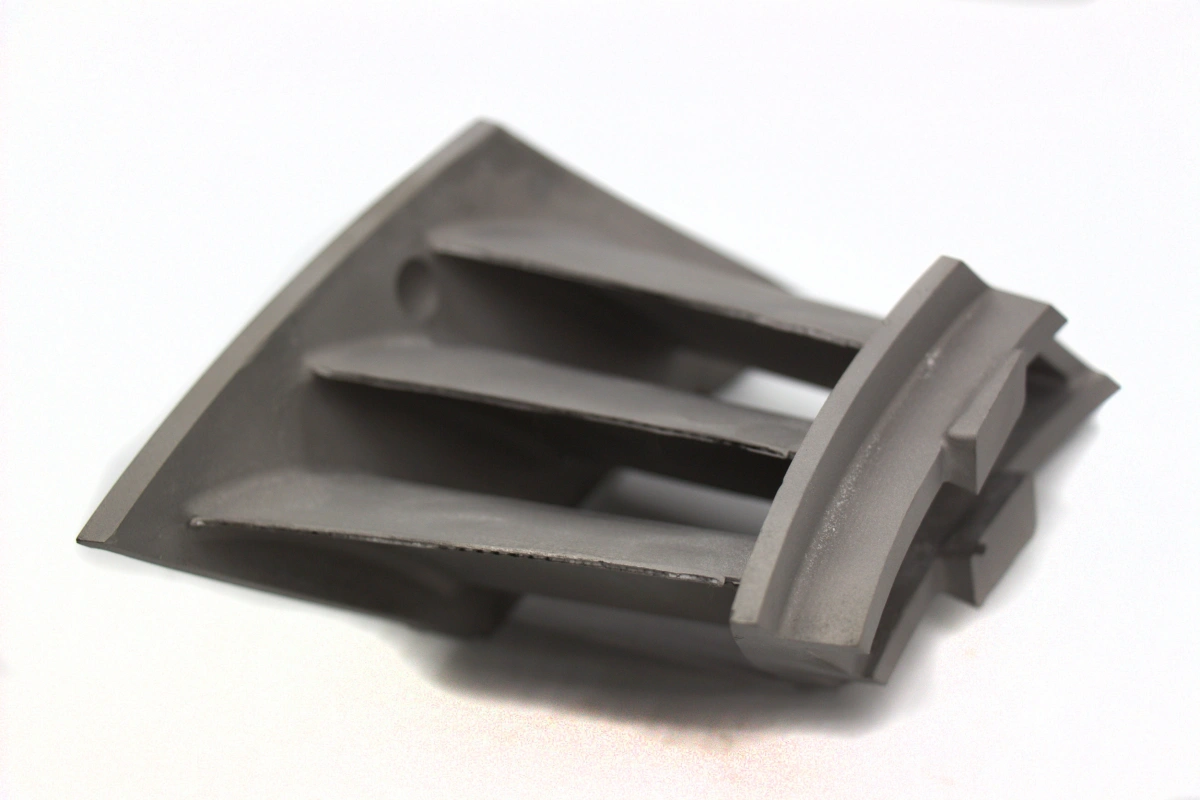
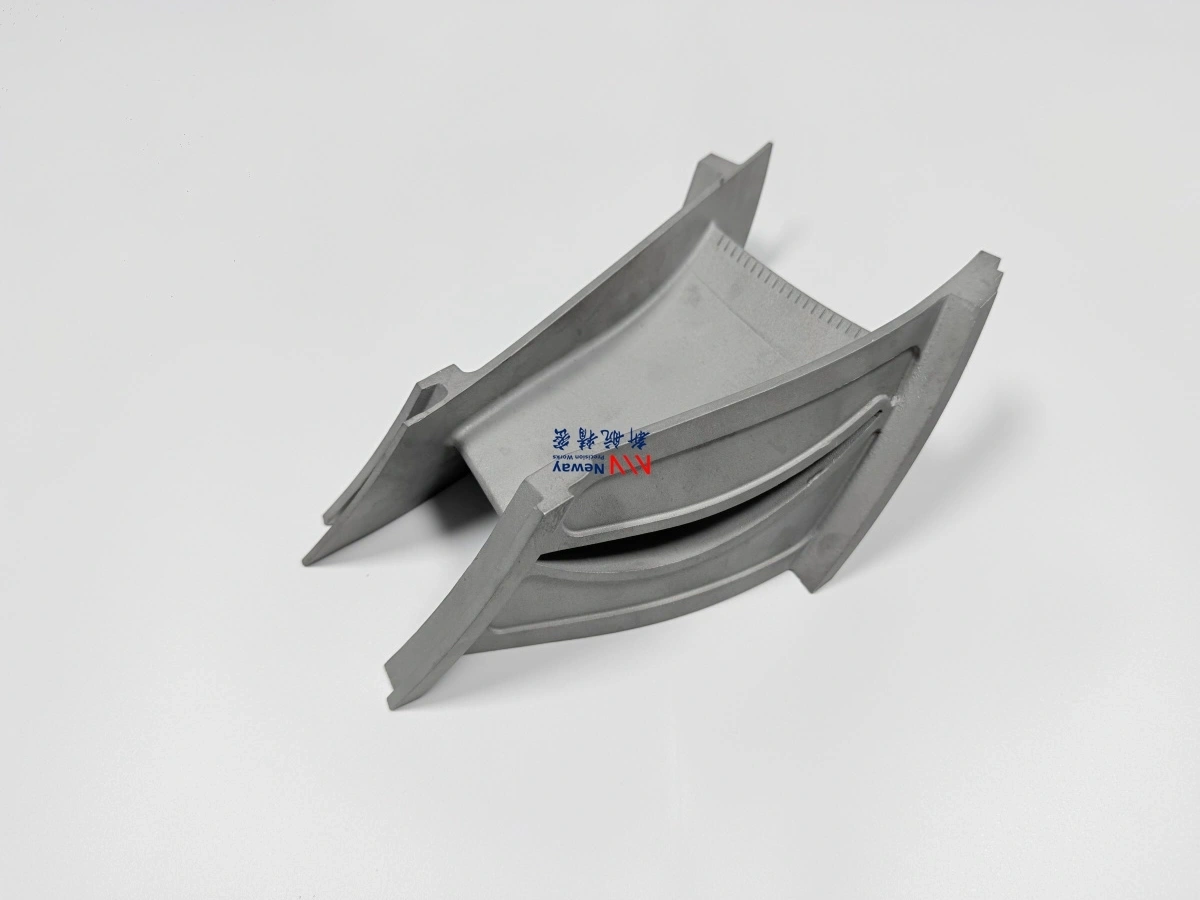
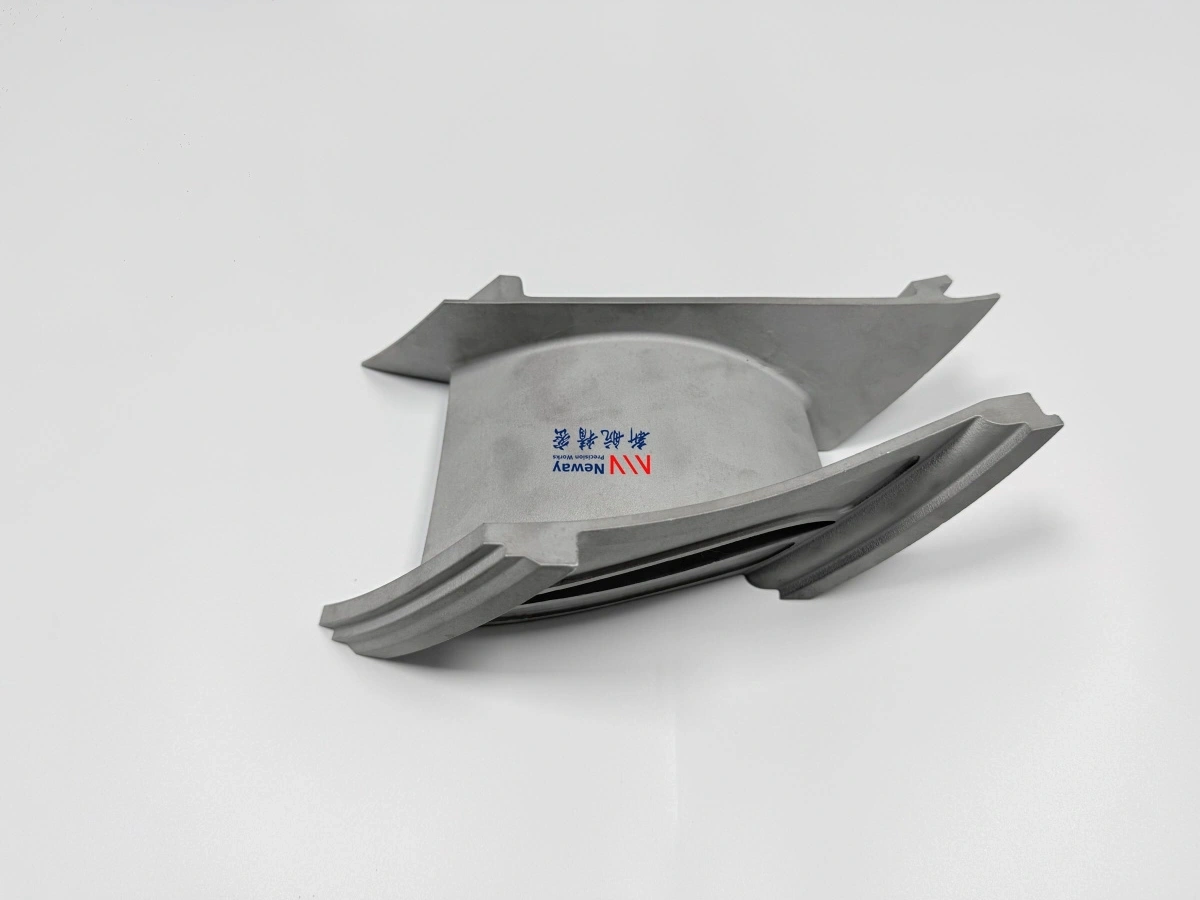
Inconel 713LC NGV2 パーツは、小型 UAV ターボジェット、UCAV タービン、小型ターボファン、およびマイクロガスタービンエンジンで使用される重要な高温部コンポーネントです。NGV2 は通常、エンジンの構造や顧客の図面システムに応じて、第 2 段ノズルガイドベーンまたはノズルガイドベーン No.2 を指します。このパーツは重型ガスタービンベーンと比較すると比較的小さいですが、ガス流の方向、タービン効率、温度分布、および段間マッチングにおいて非常に重要な機能を果たします。
UAV および UCAV 推進システムにおいて、NGV2 パーツは高温燃焼ガス、酸化、熱サイクル、振動、そして厳しい寸法要件に曝されます。翼型プロファイル、スロート面積、プラットフォーム位置、または取付面のわずかな偏差でも、ガス流の一貫性やタービン性能に影響を及ぼす可能性があります。
これらの要件により、Inconel 713LC NGV2 の製造は通常、真空精密鋳造と精密 CNC 加工を組み合わせた管理された工程として計画されます。真空鋳造により翼型、プラットフォーム、薄肉構造、およびニアネットシェイプの超合金本体が成形され、CNC 加工によって取付面、基準特徴、シール面、および重要な組立寸法が仕上げられます。
UAV ターボジェットおよびターボファンエンジンにおける NGV2 パーツとは何か?
NGV はノズルガイドベーンを意味します。タービンエンジンでは、ノズルガイドベーンは燃焼器または前段のタービンステージからの高温ガスを、必要な角度、速度、および流量分布でタービンロータへ導きます。NGV2 は通常、多段タービン構成における第 2 段ガイドベーンまたは下流側のノズルガイドベーンを指します。
小型 UAV ターボジェットおよびターボファンエンジンでは、NGV2 パーツは通常、コンパクトで薄肉かつ幾何学的に複雑です。これらには翼型表面、内側および外側プラットフォーム、取付特徴、シール領域、局所スロット、および遷移領域が含まれる場合があります。ベーンは形状を保持するだけでなくガスパスの挙動を制御するため、これらの特徴は一貫性高く製造される必要があります。
開発プログラムにおいて、NGV2 パーツは大規模な調達前に、試作鋳造、小ロット試作生産、およびエンジンテストを通じて評価されることが一般的です。このため、製造工程の選択は UAV エンジンメーカー、推進 R&D チーム、および UCAV サプライチェーン開発者にとって特に重要です。
適用可能なエンジンプラットフォーム
Inconel 713LC NGV2 パーツは、高温性能と小型の精密几何が要求されるいくつかのコンパクトなタービンエンジンプラットフォームで使用できます。これらの用途には、UAV 推進、UCAV エンジン、小型ターボジェットエンジン、小型ターボファンエンジン、補助動力装置(APU)、マイクロガスタービン、および実験用タービンシステムが含まれる場合があります。
大型産業用ガスタービンと比較して、UAV タービンエンジンはパーツサイズが小さく、パッケージングの制約がより厳しくなります。しかし、高温部の環境は依然として過酷です。パーツは安定した几何を維持しながら、高温ガス、酸化、振動、起動 - 停止による熱サイクル、および空気力学的負荷に耐える必要があります。
NewayAeroTech は、軽量構造、高温信頼性、および精密製造が要求される航空宇宙および航空用途向けの超合金コンポーネント製造をサポートしています。UAV エンジン NGV2 プロジェクトにおいては、エンジンの開発段階、予想されるテスト数量、最終的な生産需要、および検査要件を考慮した製造計画が必要です。
小型タービンエンジンにおける NGV2 の機能
NGV2 パーツは、制御された角度と速度で高温ガスをタービンロータへ導きます。その機能はタービン効率、ロータ負荷、温度分布、および段間流量マッチングに直接影響します。コンパクトな UAV エンジンでは、ベーンの几何の小さな変化でも性能に顕著な影響を与える可能性があります。
NGV2 の主な機能は以下の通りです:
必要な流向角で高温ガスをタービンロータへ導く
ガス速度とスロート面積を制御することでタービン効率を支える
タービンステージ全体で安定した流量分布を維持する
下流コンポーネントを不均一な熱負荷から保護するのに役立つ
加速、巡航、および熱サイクル中のエンジン安定性をサポートする
NGV2 は高温ガスパス内で作動するため、空力精度と高温材料性能の両方が重要です。翼型表面、前縁、後縁、スロート面積、およびプラットフォーム几何は、個別の製造特徴として扱うのではなく、統合的に制御されるべきです。
NGV2 パーツに Inconel 713LC が使用される理由
Inconel 713LC(IN713LC とも表記)は、高温タービンコンポーネント、ノズルハードウェア、および鋳造高温部パーツに一般的に使用されるニッケル基鋳造超合金です。これは小型タービンエンジンコンポーネントにおいて、高温強度、耐酸化性、鋳造適性、および性能安定性の有用なバランスを提供します。
NGV2 パーツにおいて Inconel 713LC が選択されるのは、コンポーネントが高温ガスへの曝露に耐えながら、翼型形状とプラットフォーム几何を安定して保つ必要があるためです。また、ノズルガイドベーンには薄肉、曲線翼型、狭い後縁、およびプラットフォーム遷移部など、固形素材からの完全機械加工が困難な特徴が含まれることが多いため、材料は真空鋳造に適している必要があります。
NewayAeroTech は、鋳造品質、加工精度、および検査管理を総合的に評価する必要がある高温パーツ向けにInconel 合金の製造を提供しています。より広範なタービン高温部プロジェクトについては、強度、耐酸化性、クリープ抵抗、および熱安定性が要求される場合、超合金が一般的に使用されます。
IN713LC NGV2 向けの真空精密鋳造工程
真空精密鋳造は、多くの Inconel 713LC NGV2 パーツにおける主要な製造工程です。これは、フル CNC 加工よりもはるかに少ない材料廃棄で複雑なニアネットシェイプ几何を成形できるためです。これは、曲線翼型表面、薄いエッジ、およびプラットフォーム特徴を持つ小型タービンベーンにおいて特に重要です。
真空精密鋳造品により、ベーン本体、翼型輪郭、プラットフォーム、および局所構造特徴を、精密仕上げ前の鋳造ブランクとして生産できます。ニッケル基超合金の場合、真空環境は酸化を制御し、より安定した高温合金処理をサポートするのに役立ちます。
IN713LC NGV2 鋳造における工程計画では、以下に焦点を当てるべきです:
ワックスパターンの精度と翼型表面の一貫性
薄肉およびエッジ領域周辺のセラミックシェルの安定性
収縮、気孔、クラック、および変形の制御
前縁および後縁の鋳造品質
プラットフォームの平面度、遷移ゾーン、および局所リブまたはボス特徴
取付面および基準面のための加工余裕
小型静止タービンガイドベーンの場合、方向性凝固または単結晶構造が要求されない場合、等軸晶鋳造が実用的な工程となることが多いです。これは、几何、材料安定性、および鋳造後の機械加工のバランスが必要な鋳造高温部コンポーネントをサポートします。
フル CNC 加工が通常最適な工程ではない理由
一部の初期試作においては、鋳造工具を回避できるため、ビレットからの CNC 加工の方が速く見える場合があります。しかし、Inconel 713LC NGV2 パーツの場合、几何に翼型曲線、薄い後縁、複雑なプラットフォーム、およびガスパス表面が含まれる場合、フル CNC 加工は通常好ましい生産工程ではありません。
その理由はいくつかあります:
IN713LC は加工困難なニッケル基超合金である
翼型表面には長い加工時間と複雑な工具経路が必要
薄い前縁および後縁は切削力と振動に敏感
固形素材からの材料除去は非効率的でコストがかかる可能性がある
プラットフォーム遷移部と曲面は治具の複雑さを増大させる
気流に重要な几何は、加工後もプロファイル検査を必要とする可能性がある
このため、真空鋳造は通常ニアネットシェイプのベーンブランクを作成するために使用され、CNC 加工は鋳造公差のみでは頼れない精密特徴のためにReservedされます。
タービンベーン精度のための CNC 加工工程
鋳造後、CNC 加工は NGV2 パーツの機能インターフェースを仕上げするために使用されます。鋳造は空力本体を作成しますが、CNC 加工は組立位置、シール、段間アライメント、および再現性を決定する表面を制御します。
超合金 CNC 加工は IN713LC NGV2 パーツにとって重要です。高温ニッケル合金には安定した工具、制御された切削パラメータ、強力な治具、および慎重な検査が必要だからです。加工工程は、薄い翼型領域での不要な切削を避けつつ、取付および基準特徴の精度を確保する必要があります。
典型的な CNC 加工領域には以下が含まれる場合があります:
取付面およびプラットフォーム接触面
検査および組立アライメントに使用される基準面
シール面および制御された境界面
位置決め穴、スロット、または固定特徴
局所的に厚さ制御された領域
隣接するエンジンハードウェアとの嵌合に影響するインターフェース特徴
小型タービンベーンの場合、治具設計は非常に重要です。パーツは薄い断面を変形させたり鋳造翼型表面を損傷したりすることなく、確実に保持される必要があります。基準計画もまた、図面、検査方法、および最終組立要件に適合させるべきです。
翼型およびスロート面積の制御
NGV2 パーツの最も重要な特徴は外形サイズだけではありません。翼型輪郭とスロート面積は、ガス流、タービン入口角、圧力分布、およびエンジン効率に直接影響します。UAV ターボジェットおよびターボファンエンジンでは、エンジンがコンパクトでありタービンステージが局所几何変化に敏感であるため、ベーン間の流量一貫性が特に重要です。
翼型およびスロート面積の制御には以下を含めるべきです:
前縁および後縁のプロファイル検査
翼型圧力面および吸気面輪郭の制御
ベーンセット全体でのスロート面積の一貫性
プラットフォームから翼型への遷移制御
ベーン角度およびガスパスアライメントの検証
ガス流領域における表面状態の制御
スロート面積が小さすぎると、流れの制限と局所的な過熱が発生する可能性があります。大きすぎると、タービン効率と段間マッチングに影響が出る可能性があります。したがって、鋳造工程、CNC 基準、および最終検査はすべて、気流に重要な几何を中心に計画されるべきです。
納品前の検査
IN713LC NGV2 パーツの検査は不可欠です。なぜなら、このコンポーネントは複雑な鋳造几何、精密加工、高温材料要件、および空力性能の感度を組み合わせているからです。検査では、鋳造基材と最終機械加工済みコンポーネントの両方を検証する必要があります。
NewayAeroTech は、材料検証、鋳造欠陥制御、寸法検査、および故障リスク評価が要求されるプロジェクト向けに超合金材料試験および分析をサポートしています。
検査項目 | 確認内容 | 重要性 |
|---|---|---|
FPI(浸透探傷検査) | 表面クラック、鋳造欠陥、エッジ欠陥 | エンジンテストまたは納品前に表面破壊欠陥を検出するのに役立つ |
X 線または CT | 内部気孔、収縮、介在物、隠れた欠陥 | 高温部サービス向けの内部鋳造品質を検証する |
CMM 検査 | 基準面、取付特徴、プラットフォーム寸法 | 組立嵌合と寸法再現性を確認する |
翼型プロファイルチェック | 前縁、後縁、圧力面、吸気面 | 空力几何と段効率を制御する |
スロート面積チェック | ガス流チャンネル開口部とベーン間の一貫性 | 安定したタービン流と段間マッチングをサポートする |
材料検証 | 材料証明書、組成、必要に応じた熱処理記録 | パーツが指定された IN713LC 要件を満たすことを確認する |
Inconel 713LC NGV2 パーツの製造課題
UAV エンジン向け NGV2 パーツは小型ですが、その製造リスクは高くなる可能性があります。サイズが小さいからといって生産が単純であるわけではありません。このパーツは、薄い翼型几何、高温合金鋳造、精密プラットフォーム加工、および気流感応型の検査要件を組み合わせています。
一般的な製造課題には以下が含まれます:
鋳造収縮後の翼型一貫性の維持
薄い後縁の変形または損傷の防止
小型鋳造断面における気孔、クラック、および内部欠陥の制御
鋳造基準と CNC 加工基準のアライメント
ベーンセット全体でのスロート面積の一貫性維持
空力表面の過剰加工の回避
エンジン開発とサプライヤー資格認定をサポートする検査データの提供
これらの課題は、サプライヤーが製造とタービン機能の両方を理解する必要がある理由を説明しています。このパーツは単なる鋳造物または単なる機械加工コンポーネントとして扱われるべきではありません。機能的な高温部ガスパスパーツとして評価されるべきです。
カスタム UAV タービンエンジン NGV2 パーツ向けの RFQ チェックリスト
Inconel 713LC NGV2 パーツを正確に見積もるために、顧客は完全な技術情報を提供すべきです。これにより、サプライヤーは鋳造工具、加工余裕、検査コスト、リードタイム、および製造リスクを評価できます。
完全な RFQ には以下を含めるべきです:
エンジンタイプ(例:UAV ターボジェット、UCAV タービンエンジン、小型ターボファン、またはマイクロガスタービン)
パーツ名、パーツ番号、段番号、および改訂レベル
STEP、X_T、またはその他の編集可能形式の 3D CAD ファイル
公差、基準参照、および重要寸法を記載した 2D 図面
Inconel 713LC / IN713LC の材料仕様
試作、テストバッチ、および将来の生産に必要な数量
翼型プロファイルおよびスロート面積の要件
該当する場合、熱処理、コーティング、または表面仕上げの要件
FPI、X 線、CT、CMM、プロファイルレポート、または材料試験などの検査要件
エンジンテストスケジュール、納期目標、および文書化要件
プロジェクトが古いパーツまたはリバースエンジニアリングデータに基づく場合、顧客はサンプルの状態、スキャン精度、摩耗領域の注記、および保存すべき機能表面も提供すべきです。タービンガイドベーンの場合、リバースエンジニアリングは外形だけでなく空力ベースラインを定義する必要があります。