UAV エンジン用 Inconel 713LC NGV2 パーツを納入前に検査すべき項目は何か?
UAV エンジン用 Inconel 713LC NGV2 パーツを納入前に検査すべき項目は何か?
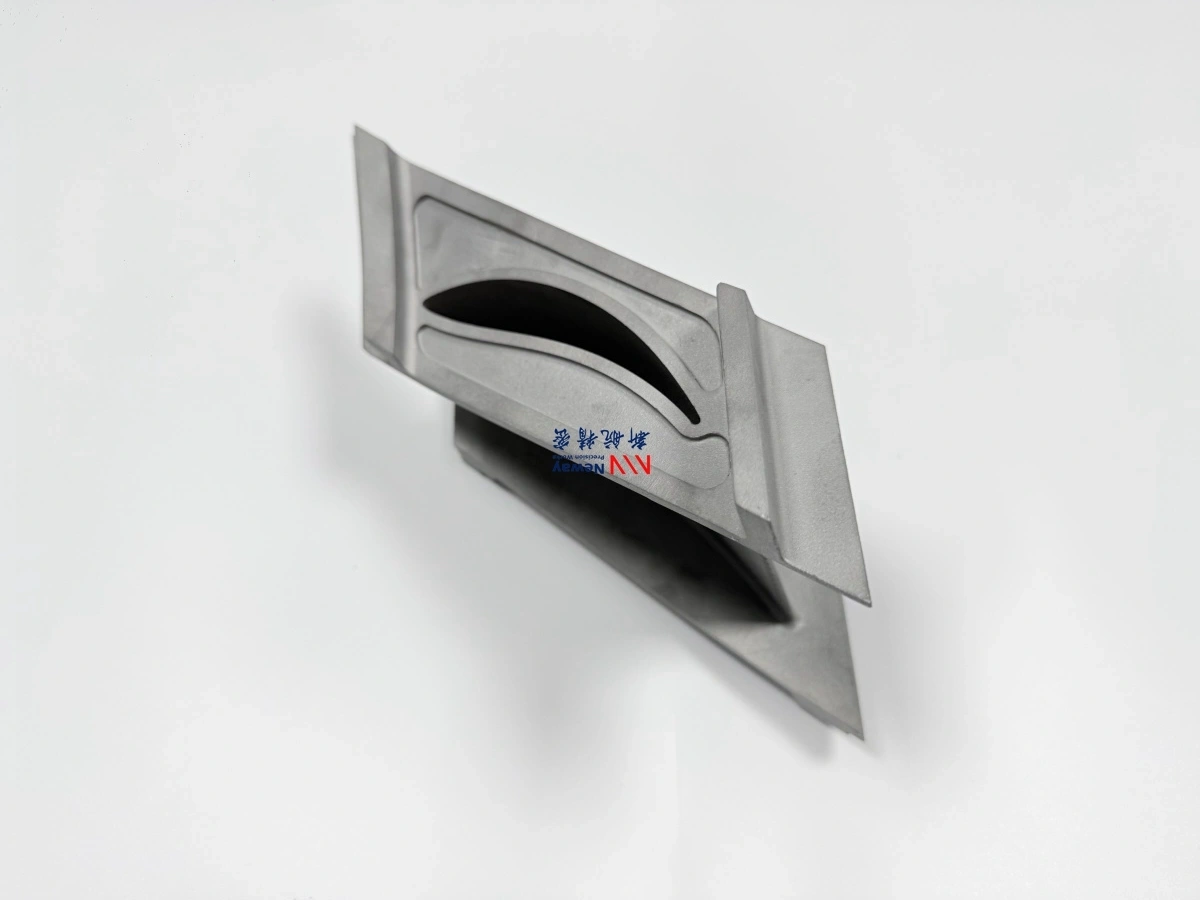
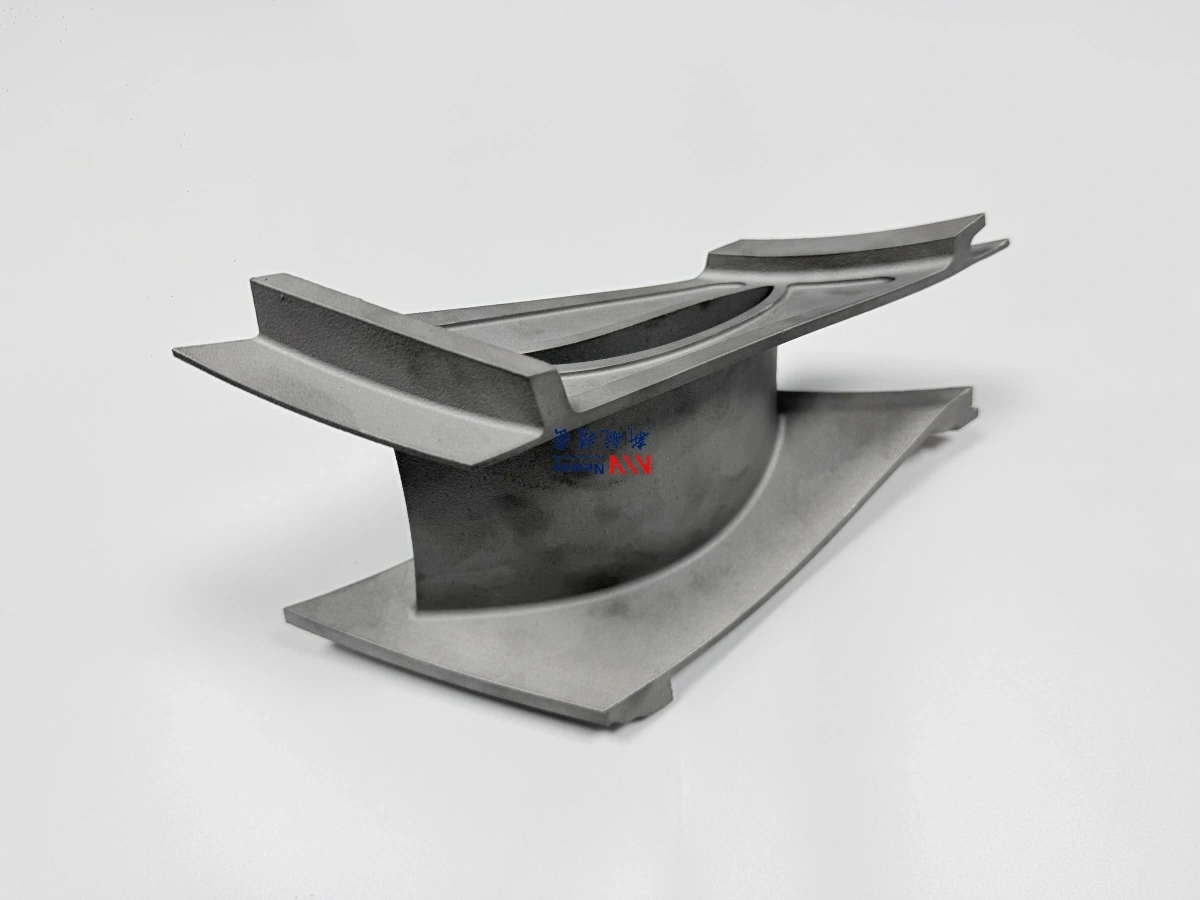
UAV エンジン用 Inconel 713LC NGV2 パーツを納入する前に、サプライヤーは材料検証、鋳造欠陥、表面亀裂、翼型プロファイル、スロート面積、プラットフォーム寸法、取付特徴、シール面、穴位置、熱処理状態、および最終書類の検査を行う必要があります。NGV2 部品はタービン高温部で動作するため、検査は寸法精度と高温信頼性の両方に焦点を当てるべきです。
UAV ターボジェットおよびターボファンエンジンのノズルガイドベーンにおいて、品質管理は外形寸法の確認に限定されません。サプライヤーは、真空精密鋳造が欠陥要件を満たしているか、機械加工特徴が組立公差を満たしているか、材料状態が高温ガス、酸化、熱サイクル、およびエンジン試験に適しているかを検証する必要があります。
1. 直接的な回答:納入前に何を検査すべきか?
納入前、Inconel 713LC NGV2 パーツは、材料組成、熱処理状態、内部鋳造欠陥、表面亀裂、翼型プロファイル、スロート面積、プラットフォーム寸法、穴位置、シール面、取付基準、表面状態、および書類の完全性について検査されるべきです。これらのチェックは、NGV2 パーツが UAV エンジンの高温部組立および試験に適していることを確認するのに役立ちます。
検査カテゴリ | 確認すべき事項 | NGV2 パーツにとって重要な理由 |
|---|---|---|
材料検証 | 化学組成、材料証明書、および熱処理状態。 | 部品が必要な Inconel 713LC 材料で製造されていることを確認します。 |
内部欠陥検査 | 気孔、収縮巣、介在物、熱間割れ、および異常な鋳造欠陥。 | 隠れた欠陥が高温部の信頼性を低下させるのを防ぎます。 |
表面欠陥検査 | 表面亀裂、縁部亀裂、鋳造不連続、および機械加工損傷。 | 熱サイクル中の亀裂発生リスクを低減します。 |
寸法検査 | プラットフォーム、穴、シール面、取付基準、および組立特徴。 | ケーシング、ロータクリアランス、および隣接部品との適切な嵌合を保証します。 |
翼型プロファイル検査 | ベーンプロファイル、前縁、後縁、流路形状、および CAD 偏差。 | ガス流方向とタービン効率を制御します。 |
スロート面積検査 | 流路幅、有効流路面積、およびベーン間の均一性。 | 質量流量、圧力分布、およびタービンステージマッチングに影響します。 |
書類 | FAI、寸法報告書、NDT 報告書、材料報告書、熱処理記録、および COC。 | 顧客の品質承認とトレーサビリティをサポートします。 |
2. 材料検証はどのように実施すべきか?
材料検証では、NGV2 パーツが指定された Inconel 713LC または承認された同等材料で製造されていることを確認する必要があります。これには、化学組成のレビュー、材料証明書の確認、熱処理記録のレビュー、硬さ試験、微細組織評価、およびトレーサビリティの確認が含まれる場合があります。
超合金材料試験および分析は、合金検証、微細組織レビュー、欠陥分析、および高温部タービン部品の材料妥当性確認をサポートできます。UAV エンジン用 NGV2 パーツの場合、部品がプロトタイプエンジン試験、性能検証、または量産に使用される場合に特に重要です。
材料チェック | 目的 | 推奨書類 |
|---|---|---|
化学組成 | 合金が Inconel 713LC 要件に一致することを確認します。 | 材料試験報告書または組成分析報告書。 |
材料証明書 | 原材料合金または鋳造バッチのトレーサビリティを提供します。 | 材料証明書またはサプライヤー材料報告書。 |
熱処理状態 | 部品が必要な熱処理プロセスを受けたことを確認します。 | 熱処理記録およびバッチトレーサビリティ。 |
微細組織レビュー | 鋳造および熱処理状態が許容範囲内かどうかを確認します。 | 必要に応じて金相報告書。 |
硬さ試験 | 材料状態とプロセスの一貫性の基本的な指標を提供します。 | 指定がある場合、硬さ検査報告書。 |
3. どのような鋳造欠陥を検査すべきか?
Inconel 713LC NGV2 パーツは、ガス気孔、収縮巣、介在物、熱間割れ、未充填、表面折れ、異常な結晶粒状態、および局所変形などの鋳造欠陥について検査されるべきです。NGV2 パーツは薄い翼型、狭い流路、プラットフォームを持ち、高温サービス要件があるため、納入前に鋳造欠陥を慎重に管理する必要があります。
鋳造欠陥 | 考えられる影響 | 検査方法 |
|---|---|---|
ガス気孔 | 疲労抵抗を低下させ、ベーンまたはプラットフォームに脆弱領域を作成する可能性があります。 | X 線、CT、または必要に応じ断面レビュー。 |
収縮巣 | 厚肉から薄肉への遷移領域における構造完全性を低下させる可能性があります。 | X 線、CT、または対象欠陥検査。 |
介在物 | 局所的な応力集中または亀裂発生サイトを作成する可能性があります。 | X 線、CT、目視検査、または冶金分析。 |
熱間割れ | フィレット、プラットフォーム、翼型根部、または薄い縁部近傍に亀裂を引き起こす可能性があります。 | FPI、目視検査、および局所拡大検査。 |
未充填または不完全充填 | 薄い後縁、局所プラットフォーム、およびベーン流路幾何学に影響を与える可能性があります。 | 目視検査、寸法検査、およびプロファイルスキャン。 |
異常な結晶粒状態 | 高温性能と一貫性に影響を与える可能性があります。 | 仕様で要求される場合、冶金検査。 |
4. 表面欠陥はどのように検査すべきか?
表面欠陥検査は、亀裂、縁部欠陥、鋳造不連続、研削損傷、機械加工痕、バリ、および局所表面損傷に焦点を当てるべきです。蛍光浸透探傷検査(FPI)は、タービンベーン鋳造物および機械加工された高温部部品上の表面開口亀裂を検出するために一般的に使用されます。
Inconel 713LC NGV2 パーツの場合、表面欠陥は前縁、後縁、翼型フィレット、プラットフォーム遷移部、シール縁部、取付特徴、および機械加工穴において特に重要です。これらの領域は、エンジン運転中の熱疲労、振動、および応力集中に対してより敏感です。
表面領域 | 検査焦点 | 重要な理由 |
|---|---|---|
前縁 | 亀裂、侵食様欠陥、鋳造欠陥、および表面損傷。 | 高温ガスを受け、流入品質に影響します。 |
後縁 | 薄縁亀裂、欠け、不完全充填、または機械加工損傷。 | ガス出口角度と亀裂感受性に影響します。 |
翼型フィレット | 熱間割れ、収縮関連亀裂、および応力集中。 | フィレット亀裂は熱サイクル中に成長する可能性があります。 |
プラットフォーム遷移部 | 鋳造亀裂、機械加工痕、および局所表面不連続。 | 構造支持と組立安定性にとって重要です。 |
機械加工穴およびスロット | バリ、微小亀裂、EDM 再溶融層、および縁部状態。 | 組立信頼性と亀裂発生リスクに影響します。 |
シール縁部 | バリ、へこみ、亀裂、および縁部プロファイル欠陥。 | 漏れ制御と組立嵌合に影響します。 |
5. どのような寸法検査が必要か?
寸法検査では、NGV2 プラットフォーム寸法、取付面、基準特徴、穴位置、シール面、リング界面、肉厚、および組立重要特徴を検証する必要があります。機械加工特徴には CMM 検査が一般的に使用され、3D スキャンはプロファイルおよび自由曲面幾何学のレビューをサポートできます。
超合金 CNC 機械加工は慎重に検証する必要があります。なぜなら、機械加工は NGV2 パーツの最終設置および組立特徴を制御するからです。プラットフォーム寸法、穴、または基準が公差外の場合、ベーンはケーシング、ロータクリアランス、または隣接するタービン部品と正しく整列しない可能性があります。
寸法項目 | 検証内容 | 検査方法 |
|---|---|---|
プラットフォーム寸法 | 内側および外側プラットフォームのサイズ、厚さ、および嵌合を確認します。 | CMM、ハイトゲージ、プロファイル測定、または 3D スキャン。 |
取付面 | 平面度、位置、平行度、および組立嵌合をチェックします。 | CMM および表面検査。 |
穴位置 | 直径、深さ、位置、および向きを検証します。 | CMM、ピンゲージ、光学測定、または専用治具。 |
シール面 | 平面度、プロファイル、縁部状態、および表面仕上げをチェックします。 | CMM、粗さ計、目視検査、および嵌合チェック。 |
設置基準 | エンジン組立に使用される基準面を確認します。 | CMM および基準ベースの検査報告書。 |
肉厚 | 薄肉部およびプラットフォームが設計要件を満たしていることを検証します。 | 超音波試験、CT、断面レビュー、または適用可能な場合の機械測定。 |
6. 翼型プロファイルとスロート面積はどのように検査されるか?
翼型プロファイルとスロート面積の検査は重要です。なぜなら、NGV2 は下流のタービンロータ前の高温ガスの方向、速度、および圧力分布を制御するからです。翼型プロファイル、前縁、後縁、ベーン角度、流路幅、および有効スロート面積は、図面または CAD モデルに対してチェックされる必要があります。
UAV エンジン用ノズルガイドベーンの場合、わずかなプロファイル偏差でもタービン効率、推力応答、ロータ負荷、および熱分布に影響を与える可能性があります。プロファイル検査は、部品サイズと公差要件に応じて、3D スキャン、CMM、光学測定、テンプレート、または専用ゲージによって実行できます。
翼型検査項目 | 制御内容 | 重要な理由 |
|---|---|---|
翼型プロファイル | ベーン圧力面、吸込面、および空力表面形状。 | ガス流方向と空力効率を制御します。 |
前縁 | 縁部半径、形状、表面状態、および局所欠陥。 | 流入と亀裂感受性に影響します。 |
後縁 | 出口縁部厚さ、直線度、および損傷状態。 | ガス出口角度と流れの剥離に影響します。 |
ベーン角度 | エンジンガスパスに対するベーンの向き。 | ロータ入口流角度とステージマッチングを制御します。 |
スロート面積 | ベーン間の最小有効流路面積。 | 質量流量、圧力比、タービン速度応答、およびエンジン性能を制御します。 |
流路の一貫性 | 隣接するベーン流路間の変動。 | ロータ負荷の不均一と局所ホットスポットを防ぎます。 |
7. EDM 特徴はいつ検査すべきか?
NGV2 パーツに EDM 加工された穴、スロット、狭い開口部、または加工困難な特徴が含まれる場合、これらの領域は納入前に検査されるべきです。EDM 検査では、寸法精度、縁部状態、再溶融層リスク、微小亀裂、閉塞、バリ、および清浄度を検証する必要があります。
超合金放電加工(EDM)は Inconel 713LC に複雑な特徴を生み出すことができますが、EDM 制御が不適切だと、熱サイクルに適さない表面損傷や再溶融層が残る可能性があります。これらの領域が翼型縁部、取付ゾーン、または高応力特徴に近い場合は、慎重にレビューする必要があります。
EDM 検査項目 | チェック内容 | 重要な理由 |
|---|---|---|
スロット幅と位置 | 局所特徴幾何学が図面と一致することを確認します。 | 組立、流れ、または応力緩和機能をサポートします。 |
穴径と深さ | 開口サイズと機械加工の完全性を検証します。 | 組立または機能上の問題を防ぎます。 |
縁部状態 | 鋭い縁部、バリ、切り屑、または熱影響損傷をチェックします。 | 亀裂発生リスクを低減します。 |
再溶融層リスク | EDM 後に潜在的に脆い表面層を特定します。 | 疲労と熱サイクル信頼性にとって重要です。 |
閉塞特徴 | 開口部が清潔で残留物がないことを確認します。 | 設置または機能閉塞を防ぎます。 |
8. 熱処理はどのように検証すべきか?
熱処理は、熱処理仕様、炉バッチ記録、プロセス温度、保持時間、冷却方法、および部品のトレーサビリティを確認することで検証されるべきです。Inconel 713LC NGV2 パーツの場合、熱処理は微細組織安定性、高温強度、寸法安定性、および熱疲労抵抗に影響を与える可能性があります。
超合金熱処理は、材料検証および最終検査と連携させるべきです。部品に厳しい翼型またはプラットフォーム公差がある場合、熱処理後の寸法検査は重要です。なぜなら、薄いベーン構造は熱処理中に変形する可能性があるからです。
9. どのような納入書類を含めるべきか?
Inconel 713LC NGV2 パーツの納入書類には、初品検査報告書、寸法検査報告書、NDT 報告書、材料報告書、熱処理記録、CMM 報告書、3D スキャン報告書、FPI 報告書、X 線または CT 報告書、および適合証明書を含めることができます。正確な書類パッケージは、コスト、リードタイム、および受入要件に影響するため、RFQ レビュー中に確認する必要があります。
書類タイプ | サポート内容 | 推奨用途 |
|---|---|---|
FAI 報告書 | 初品寸法と製造準備状態を確認します。 | プロトタイプ、初回バッチ、または新工具検証。 |
寸法報告書 | プラットフォーム、穴、シール面、基準、および重要寸法結果を文書化します。 | 図面管理された NGV2 パーツ。 |
CMM 報告書 | 機械加工および基準ベースの特徴に対する精密測定を提供します。 | 組立重要ベーン部品。 |
3D スキャン報告書 | 翼型プロファイルと CAD 偏差を示します。 | 複雑なベーン幾何学とスロート面積の検証。 |
FPI 報告書 | 表面亀裂検査結果を文書化します。 | 高温部鋳造物および機械加工超合金部品。 |
X 線 / CT 報告書 | 内部欠陥検査結果を文書化します。 | 高信頼性 NGV2 鋳造物または顧客指定プロジェクト。 |
材料報告書 | 合金化学と材料トレーサビリティを確認します。 | Inconel 713LC 材料管理プロジェクト。 |
熱処理記録 | 熱処理ルートとバッチトレーサビリティを確認します。 | 制御された材料状態を必要とする部品。 |
COC | 合意された仕様および購入要件への適合を確認します。 | 最終出荷および顧客品質書類。 |
10. 検査済み NGV2 パーツを発注する前に、購入者は何を定義すべきか?
検査済み Inconel 713LC NGV2 パーツを発注する前に、購入者は材料規格、熱処理状態、図面公差、翼型プロファイル要件、スロート面積制限、NDT 要件、寸法検査範囲、書類パッケージ、数量、およびエンジン試験目的を定義する必要があります。これにより、サプライヤーは生産開始前に正しい検査ルートを計画できます。
購入者要件 | 推奨入力 | 重要な理由 |
|---|---|---|
材料要件 | Inconel 713LC、IN713LC、顧客規格、または承認された同等品。 | 合金検証と材料報告書要件を定義します。 |
図面公差 | 重要寸法、一般公差、基準、GD&T、および検査注記。 | 寸法検査と受入基準を定義します。 |
翼型とスロート面積 | プロファイル公差、流路幅、ベーン角度、スロート面積、および CAD 比較要件。 | タービン流性能とステージマッチングを制御します。 |
NDT 要件 | FPI、X 線、CT、受入レベル、および報告書フォーマット。 | 表面および内部欠陥の受入を制御します。 |
書類パッケージ | FAI、CMM 報告書、3D スキャン報告書、材料報告書、熱処理記録、NDT 報告書、および COC。 | 顧客品質レビューとトレーサビリティをサポートします。 |
適用段階 | 嵌合チェック、エンジン試験、プロトタイプ検証、初品、または量産。 | 検査範囲、コスト、および納期のバランスを取るのに役立ちます。 |
11. まとめ
UAV エンジン用 Inconel 713LC NGV2 パーツを納入する前に、サプライヤーは材料検証、熱処理状態、内部鋳造欠陥、表面亀裂、翼型プロファイル、スロート面積、プラットフォーム寸法、穴、シール面、取付基準、EDM 特徴、および最終書類を検査する必要があります。これらの管理は、NGV2 パーツがタービン高温部組立、エンジン試験、および量産に適していることを確認するのに役立ちます。
信頼性の高い航空宇宙タービンベーン検査サプライヤーは、材料試験、真空精密鋳造検査、FPI、X 線または CT、CMM 測定、3D スキャン、CNC 特徴検査、EDM 特徴レビュー、熱処理記録チェック、および完全な納入書類を組み合わせるべきです。購入者は、最終的な Inconel 713LC NGV2 パーツが空力的要件と組立重要要件の両方を満たすように、生産前に検査要件を定義する必要があります。
