最適な耐熱性能を実現する3Dプリントチタン合金サーマルガード
はじめに
チタン合金は、優れた強度重量比、優れた熱安定性、耐食性で知られており、高性能断熱システムの理想的な選択肢です。ニューウェイ・エアロテックでは、3Dプリンティングサービスとチタン合金の製造に特化し、航空宇宙、産業、エネルギー分野の応用において、優れた断熱性と機械的信頼性を備えた軽量で複雑なサーマルガードを設計・製造しています。
最先端の選択的レーザー溶融(SLM)技術を使用して、厳しい熱サイクルと高い機械的負荷下で動作可能な精密設計されたチタン製ヒートガードを製造します。
チタン製サーマルガードの主要製造課題
Ti-6Al-4VやTi-6Al-2Sn-4Zr-6Moなどのチタン合金サーマルガードを3Dプリンティングで製造することは、以下の重要な課題を伴います:
低い熱伝導率(〜7.2 W/m・K)によるチタンの急速凝固時の高い残留応力と歪みの管理。
構造的完全性と疲労寿命を確保するためのほぼ完全な密度(>99.5%)の達成。
組み合わせ適合性と空力性能に不可欠な±0.05 mm以内の寸法公差の維持。
熱効率と耐酸化性のためのRa ≤5 µmの表面仕上げの達成。
チタン合金サーマルガードの3Dプリンティングプロセス
チタン製ヒートガードの先進的な3Dプリンティングプロセスには以下が含まれます:
粉末管理:粒径15〜45 µmの高純度球形チタン合金粉末を使用し、一貫した層堆積を実現。
選択的レーザー溶融(SLM):不活性アルゴン雰囲気下で実施し、酸素汚染を防止し、高密度造形を確保。
プロセスパラメータ最適化:レーザー出力(200〜400 W)、走査速度(600〜800 mm/s)、層厚(30〜50 µm)を微調整し、温度勾配と気孔率を最小化。
サポート除去とHIP処理:造形サポートを除去し、約920°C、100 MPaでホットアイソスタティックプレス(HIP)を実施し、>99.9%の密度を達成。
精密CNC仕上げ:最終加工により、重要表面で±0.01 mmの公差とRa ≤1.6 µmの表面粗さを達成。
熱処理:固���化焼鈍と時効処理により、機械的強度、耐クリープ性、微細組織の均一性を最適化。
チタン製サーマルガードの製造方法比較
製造方法 | 寸法精度 | 表面仕上げ(Ra) | 熱安定性 | 機械的強度 | コスト効率 |
|---|---|---|---|---|---|
3Dプリンティング(SLM) | ±0.05 mm | ≤5 µm | 優れている(600°Cまで) | 優れている | 中程度 |
真空精密鋳造 | ±0.1 mm | ≤3.2 µm | 良好(500°Cまで) | 良好 | 中程度 |
CNC加工(素材からの) | ±0.01 mm | ≤0.8 µm | 優れている(600°C以上) | 優れている | 高い |
製造方法選択戦略
選択は、設計の複雑さ、性能要件、経済的考慮事項に依存します:
3Dプリンティング(SLM):薄肉(≥1 mm)で統合冷却機能を備えた軽量で高度に複雑なチタンシールドに最適で、従来の製造方法と比較して最大30%の重量削減を可能にします。
真空精密鋳造:中程度の強度と良好な断熱性を必要とする、より単純なシールド形状に適しています。
CNC加工(素材からの):超精密な寸法管理(±0.01 mm)を必要とする精密仕上げまたは単純な設計に理想的です。
チタン合金性能マトリックス
合金材料 | 最高使用温度(°C) | 引張強さ(MPa) | 密度(g/cm³) | 耐疲労性 | 代表的な用途 |
|---|---|---|---|---|---|
400 | 930 | 4.43 | 優れている | 圧縮機シールド、航空宇宙用断熱カバー | |
550 | 1030 | 4.62 | 非常に優れている | 高温航空宇宙用シールド | |
480 | 870 | 4.5 | 良好 | 産業用断熱バリア | |
540 | 965 | 4.6 | 優れている | タービンシールド部品 | |
370 | 980 | 4.68 | 良好 | 軽量断熱構造体 |
サーマルガードの合金選択戦略
正しい合金選択は、最適な熱的・機械的保護を保証します:
Ti-6Al-4V:400°Cまでの温度で高強度(930 MPa)と軽量構造を必要とするターボチャージャー、航空宇宙、産業用断熱シールドに選択されます。
Ti-6Al-2Sn-4Zr-6Mo:550°Cまでの高温で動作する航空宇宙用シールドに理想的で、優れた耐クリープ性と耐疲労性を提供します。
Ti-5Al-2.5Sn:中程度の強度と約480°Cでの良好な熱安定性を必要とする産業用ヒートバリアに使用されます。
Ti-6Al-2Sn-4Zr-2Mo:540°Cでの持続的強度を必要とするタービン内のシールド用途に最適です。
Ti-15V-3Cr-3Sn-3Al:良好な機械的強度と成形性を必要とする軽量航空宇宙断熱部品に選択されます。
主要な後処理技術
性能向上のための重要な後処理工程:
ホットアイソスタティックプレス(HIP):材料密度を>99.9%に改善し、疲労性能を向上させます。
熱処理:固溶化処理と時効処理により、強度、延性、耐クリープ性を最適化します。
精密CNC仕上げ:重要表面で寸法公差(±0.01 mm)と表面仕上げ(Ra ≤0.8 µm)を達成します。
表面保護コーティング:極限環境での耐用年数を延ばすための耐酸化・耐侵食コーティングの適用。
試験方法と品質保証
ニューウェイ・エアロテックでは、包括的な航空宇宙グレードの品質管理��実�しています:
三次元測定機(CMM):±0.005 mm以内の寸法検証。
X線検査:非破壊内部欠陥検出。
金属組織顕微鏡検査:結晶粒の均一性のための微細組織評価。
引張試験:機械的強度と延性の確認。
すべてのプロセスはAS9100航空宇宙品質基準に準拠しています。
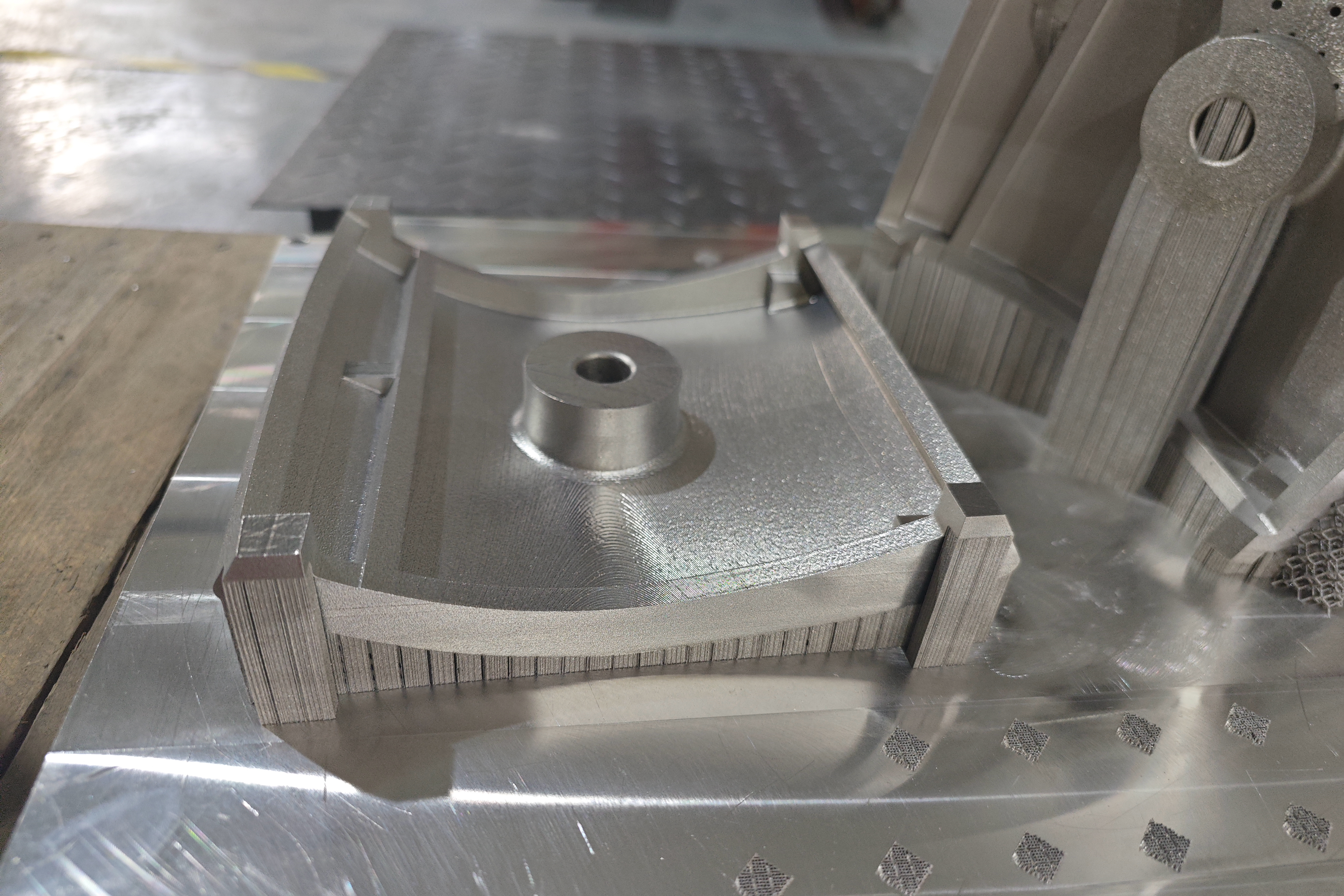
事例研究:3DプリントTi-6Al-2Sn-4Zr-6Moサーマルガード
ニューウェイ・エアロテックは、航空宇宙タービンシールド用にTi-6Al-2Sn-4Zr-6Moサーマルガードを製造しました:
使用温度:550°Cまでの連続運転
寸法精度:複雑なシールド形状全体で±0.05 mmを達成
表面仕上げ:微細研磨後Ra ≤4.5 µm
認証:AS9100航空宇宙基準に完全準拠
よくある質問
なぜチタン合金は高温サーマルガード用途に理想的ですか?
3Dプリントチタン製サーマルガードで達成可能な寸法公差は?
HIP処理は、チタン3Dプリント部品の性能をどのように向上させますか?
500°C以上で動作する断熱シールドに最適なチタングレードは?
ニューウェイ・エアロテックは、チタンガード製造においてどの航空宇宙品質基準に従っていますか?
