Fournisseur d'usinage CNC Stellite pour aubes de turbocompresseur automobile
Introduction à l'usinage d'aubes de turbocompresseur en Stellite
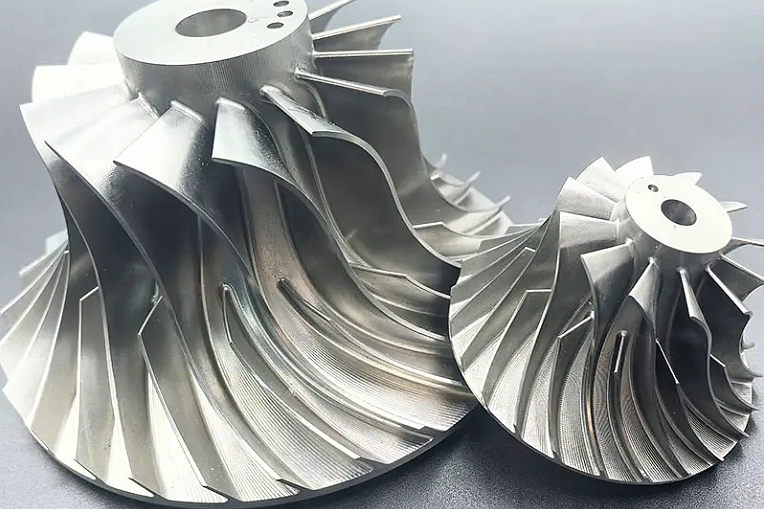
Les aubes de turbocompresseur dans les moteurs automobiles doivent résister à des conditions extrêmes, incluant des rotations à haute vitesse, des cycles thermiques intenses et une usure abrasive sévère. Neway AeroTech, un fournisseur spécialisé en usinage CNC Stellite, fabrique des aubes de turbocompresseur automobile de précision en utilisant des méthodes d'usinage avancées. En utilisant des alliages à base de cobalt robustes tels que le Stellite 6, nous fournissons des aubes offrant une résistance exceptionnelle à l'usure, à la corrosion et à la fatigue thermique, spécialement conçues pour les applications de turbocompression automobile haute performance.
Nos capacités d'usinage de précision nous positionnent comme un fournisseur de confiance dans l'industrie automobile.
Défis principaux dans l'usinage des aubes de turbocompresseur en Stellite
L'usinage des aubes de turbocompresseur à partir d'alliages Stellite présente des défis distincts :
Résistance thermique : Les aubes doivent fonctionner de manière fiable à des températures continues dépassant 850°C.
Résistance à l'usure : Résistance à l'usure abrasive au niveau des extrémités des aubes lors de rotations rapides (>150 000 tr/min).
Exigences de précision : Atteindre des tolérances dimensionnelles de ±0,005 mm et des états de surface aussi fins que Ra 0,8 µm.
Durabilité en fatigue : Assurer une durée de vie en fatigue prolongée sous des contraintes thermiques et mécaniques cycliques.
Processus d'usinage CNC pour aubes de turbocompresseur en Stellite
Fraisage et tournage CNC
Le fraisage CNC multi-axes permet d'obtenir des géométries aérodynamiques complexes d'aubes avec précision.
Le tournage CNC assure une concentricité précise et un contrôle serré des tolérances.
L'outillage en carbure à haute rigidité gère la dureté du Stellite (HRC 40–45) et sa faible usinabilité (15–20 % par rapport à l'acier).
Usinage par décharge électrique (EDM)
L'EDM à fil crée des profils d'aubes complexes et des géométries internes au-delà des capacités d'usinage traditionnelles.
Atteint une précision dimensionnelle exceptionnelle de ±0,002 mm et des états de surface optimaux (Ra 0,4–0,8 µm).
Minimise les contraintes résiduelles et les distorsions structurelles.
Comparaison des méthodes de fabrication des aubes
Méthode de fabrication | Précision dimensionnelle | État de surface | Efficacité de production | Gestion de la complexité |
|---|---|---|---|---|
Fraisage/Tournage CNC | ±0,005 mm | Ra 0,8–1,6 µm | Élevée | Modérée–Élevée |
EDM à fil | ±0,002 mm | Ra 0,4–0,8 µm | Modérée | Très élevée |
Moulage à la cire perdue sous vide | ±0,15 mm | Ra 3,2–6,3 µm | Modérée–Élevée | Élevée |
Fusion sélective par laser | ±0,10 mm | Ra 6,3–12,5 µm | Modérée | Élevée |
Stratégie de sélection du processus de fabrication
Fraisage/Tournage CNC : Idéal pour les aubes de turbocompresseur de précision nécessitant un contrôle dimensionnel serré (±0,005 mm) et une qualité reproductible.
Usinage par décharge électrique (EDM) : Optimal pour les géométries très complexes nécessitant une précision supérieure (±0,002 mm).
Moulage à la cire perdue sous vide : Adapté à la production rentable de formes d'aubes complexes avec une précision modérée (±0,15 mm).
Fusion sélective par laser (SLM) : Efficace pour le prototypage et l'intégration de canaux de refroidissement complexes.
Matrice de performance des matériaux Stellite
Matériau | Dureté (HRC) | Résistance à la traction | Température max | Résistance à l'usure | Utilisation automobile recommandée |
|---|---|---|---|---|---|
43–45 | 860 MPa | 850°C | Exceptionnelle | Aubes de turbocompresseur | |
45–48 | 810 MPa | 800°C | Excellente | Bords d'aubes à forte usure | |
35–40 | 730 MPa | 850°C | Supérieure | Aubes résistantes à la corrosion | |
20–35 | 930 MPa | 980°C | Bonne | Composants structurels d'aubes | |
28–35 | 650 MPa | 900°C | Excellente | Composants soumis à des cycles thermiques | |
51–55 | 960 MPa | 750°C | Exceptionnelle | Extrémités d'aubes à usure extrême |
Stratégie de sélection des matériaux
Stellite 6 : Optimal pour les aubes nécessitant une résistance équilibrée (860 MPa) et une résistance supérieure à l'usure à 850°C.
Stellite 12 : Choisi pour une résistance exceptionnelle à l'abrasion sur les bords d'aubes avec des niveaux de dureté de 45–48 HRC.
Stellite 21 : Idéal pour les composants de turbocompresseur exposés à des conditions corrosives, stable à des températures allant jusqu'à 850°C.
Stellite 25 : Choisi pour l'intégrité structurelle nécessitant une haute résistance (930 MPa) à des températures élevées (980°C).
Stellite 31 : Recommandé pour les aubes soumises à des cycles thermiques intenses, offrant une excellente résistance à 900°C.
Stellite 3 : Utilisé pour les extrémités d'aubes où une résistance extrême à l'usure et une dureté (jusqu'à 55 HRC) sont requises.
Technologies de post-traitement clés
Traitement thermique : Améliore la microstructure, la résistance et les performances en fatigue des aubes.
Pressage isostatique à chaud (HIP) : Élimine la porosité, améliorant significativement l'intégrité des aubes sous des conditions de fonctionnement extrêmes.
Revêtement barrière thermique (TBC) : Protège les aubes en réduisant les températures de surface d'environ 200°C, améliorant la durée de vie opérationnelle.
Équilibrage dynamique : Assure des vibrations minimales et des performances optimales à des vitesses de rotation supérieures à 150 000 tr/min.
Étude de cas industriel : Aubes de turbocompresseur en Stellite usinées CNC
Neway AeroTech a récemment livré des aubes de turbocompresseur en Stellite 6 usinées CNC pour un important OEM de turbocompression automobile. En tirant parti du fraisage CNC de précision, des processus EDM avancés et d'un post-traitement complet (traitement thermique, HIP, équilibrage dynamique), nous avons atteint une précision dimensionnelle de premier plan dans l'industrie (±0,005 mm), une résistance exceptionnelle à l'usure et une durée de vie en fatigue supérieure, dépassant les exigences de performance du client.
Notre expertise en usinage de précision et en matériaux nous positionne comme un fournisseur de premier plan d'aubes de turbocompresseur.
FAQ
Quel est votre délai de production typique pour les aubes de turbocompresseur en Stellite usinées CNC ?
Pouvez-vous prendre en charge des séries à faible volume ou des prototypes pour des projets d'aubes de turbocompresseur ?
Quelles certifications de l'industrie automobile et normes de qualité vos aubes de turbocompresseur respectent-elles ?
Fournissez-vous un support technique pour sélectionner les alliages Stellite appropriés pour des applications spécifiques de turbocompresseur ?
Quelles méthodes de test garantissent la fiabilité et les performances de vos aubes de turbocompresseur usinées CNC ?
