Welches Fertigungsverfahren ist für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln geeignet?
Welches Fertigungsverfahren ist für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln geeignet?
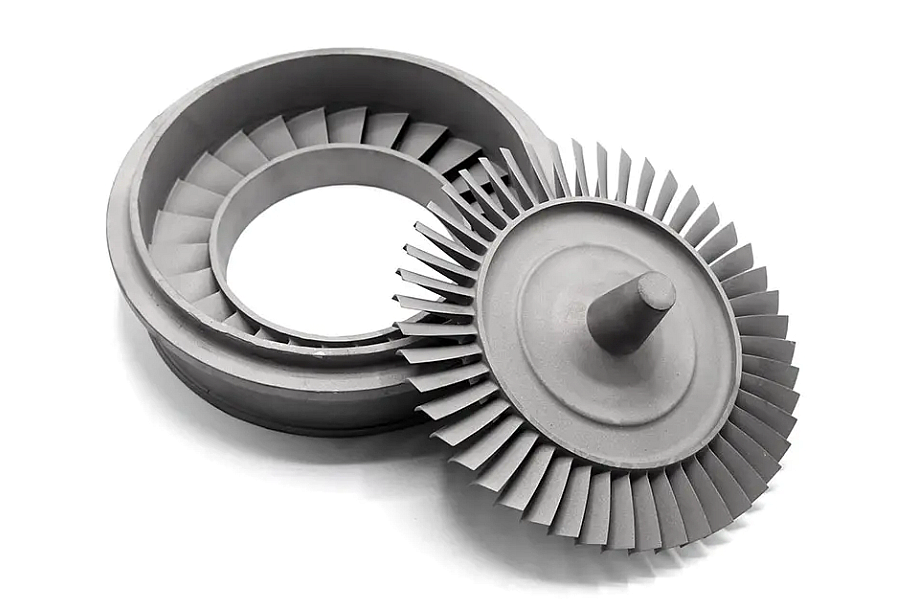
Das geeignete Fertigungsverfahren für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln hängt von der Bauteilstufe, der Geometrie, der Legierungsgüte, der thermischen Belastung, der Spannungsrichtung, den Kühlfunktionen, den Beschichtungsanforderungen und den Inspektionsstandards ab. Im Allgemeinen werden Düsen und Leitschaufeln häufig durch Vakuum-Feinguss, equiaxialen Guss oder gerichteten Guss hergestellt, während Schaufeln und Blätter bei kritischer Kriechbeständigkeit einen gerichteten Guss oder Einkristallguss erfordern können.
Nach dem Guss erfordern die meisten GE 9E / 9171E-Komponenten des heißen Strömungsteils weiterhin CNC-Bearbeitung, EDM, Tiefbohren, HIP, Wärmebehandlung, Beschichtung und Qualitätsprüfung. NewayAeroTech unterstützt die Prozessplanung und die kundenspezifische Fertigung durch Vakuum-Feinguss, Equiaxialen Kristallguss, Gerichteten Superlegierungsguss, Einkristallguss, Schmieden, Bearbeiten, EDM, Beschichten und Inspektion.

1. Prozessauswahl für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln
Bauteil | Geeignetes Fertigungsverfahren | Warum es verwendet wird |
|---|---|---|
Düse der 1. Stufe | Vakuum-Feinguss, gerichteter Guss, Wärmebehandlung, Beschichtung, CNC-Bearbeitung | Unterstützt komplexe Tragflächengeometrie, Hochtemperaturbeständigkeit, Beschichtungsvorbereitung und Montagegenauigkeit |
Schaufel / Blatt der 1. Stufe | Gerichteter Guss oder Einkristallguss, HIP, Wärmebehandlung, Fußbearbeitung, EDM-Kühlbohrungen, TBC | Verbessert Kriechbeständigkeit, Ermüdungsverhalten, Kühleffizienz und Haltbarkeit im heißen Gasweg |
Düse der 2. Stufe | Equiaxialer Guss oder gerichteter Guss, CNC-Bearbeitung, Schutzbeschichtung | Balanciert Maßhaltigkeit, Oxidationsbeständigkeit, Tragflächengenauigkeit und Fertigungskosten |
Schaufel der 2. Stufe | Superlegierungsguss, Wärmebehandlung, CNC-Bearbeitung, Hartauftragschweißen, Inspektion | Steuert Passung am Fuß, Deckbandgeometrie, Verschleißflächen und Hochtemperaturfestigkeit |
Düse / Leitschaufel der 3. Stufe | Präzisions-Feinguss, CNC-Finishbearbeitung, optionale Beschichtung, Maßinspektion | Bietet Genauigkeit im Gasweg, Montagepassung und stabilen Langzeitbetrieb |
Deckbandsegment | Equiaxialer Guss, CNC-Bearbeitung, verschleißfeste Oberflächenbehandlung | Steuert Dichtfläche, Spitzenluftspalt, Verschleißverhalten und thermische Stabilität |
2. Wann sollte Vakuum-Feinguss verwendet werden?
Vakuum-Feinguss ist geeignet für GE 9E-Turbinendüsen, -leitschaufeln, -schaufeln, Deckbänder, Hitzeschilde und andere komplexe Komponenten des heißen Gaswegs, die eine superlegierte Near-Net-Shape-Geometrie erfordern. Dieses Verfahren ist besonders nützlich, wenn das Bauteil gekrümmte Tragflächen, integrierte Plattformen, dünne Wände, komplexe Konturen und Gaswegoberflächen umfasst, die schwer aus massivem Blockmaterial zu bearbeiten sind.
Für Nickelbasis-Superlegierungen hilft das Vakuumgießen, Oxidation und Verunreinigung beim Schmelzen und Gießen zu reduzieren. Es wird oft mit Wärmebehandlung, HIP, CNC-Bearbeitung, EDM, Beschichtung und Inspektion kombiniert, um fertige Turbinenkomponenten herzustellen. Für komplexe Hochtemperaturlegierungsteile bietet Guss von Superlegierungen einen praktischen Weg zur Reduzierung von Bearbeitungsabfall bei gleichzeitiger Aufrechterhaltung der Materialleistung.
Beste Eignung für Vakuum-Feinguss | Fertigungsvorteil |
|---|---|
Komplexe Tragflächengeometrie | Erzeugt Near-Net-Shape-Düsen, -leitschaufeln und -blätter mit reduziertem Bearbeitungsvolumen |
Dünnwandige Teile des heißen Strömungsteils | Unterstützt komplexe Wandstrukturen, die schwer aus dem Block zu bearbeiten sind |
Integrierte Plattform- oder Deckbandmerkmale | Ermöglicht das Gießen komplexer Turbinengeometrien als ein einziges Near-Net-Bauteil |
Nickelbasis-Superlegierungen | Vakuumschmelzen und -gießen helfen, das Risiko von Oxidation und Verunreinigung zu reduzieren |
Prototypen- oder Ersatzteilfertigung | Unterstützt kundenspezifische Werkzeuge und Klein- bis Mittelserienproduktion für Komponenten des heißen Strömungsteils |
3. Wann werden equiaxialer, gerichteter und Einkristallguss verwendet?
Equiaxialer, gerichteter und Einkristallguss werden je nach thermischer Belastung, Spannungsrichtung, Kriechanforderung und Bauteilfunktion ausgewählt. Equiaxialer Guss ist für viele statische Komponenten des heißen Strömungsteils geeignet, bei denen ausgewogene Eigenschaften und Kosteneffizienz wichtig sind. Gerichteter Guss wird verwendet, wenn das Bauteil von einer Kornausrichtung entlang der Hauptspannungsrichtung profitiert. Einkristallguss wird für kritische Turbinenschaufeln und -blätter eingesetzt, bei denen die Entfernung von Korngrenzen die Kriechbeständigkeit verbessert.
Für GE 9E / 9171E-Projekte im heißen Strömungsteil sollte die Gussstruktur nicht nur nach dem Bauteilnamen gewählt werden. Eine Leitschaufel bei niedrigerer Temperatur erfordert möglicherweise nicht denselben Prozess wie eine Hochtemperaturschaufel. Eine Schaufel der ersten Stufe kann einen gerichteten oder Einkristallguss rechtfertigen, während ein statisches Deckband oder eine Düse je nach Legierung und Spezifikation für equiaxialen Guss geeignet sein kann.
Gussstruktur | Typische Komponenten vom Typ GE 9E | Auswahllogik |
|---|---|---|
Equiaxialer Kristallguss | Düsen, Leitschaufeln, Deckbänder, Hitzeschilde, strukturelle Teile des heißen Strömungsteils | Geeignet, wenn ausgewogene Eigenschaften, komplexe Formen und praktische Kostenkontrolle erforderlich sind |
Gerichteter Guss | Turbinenschaufeln, -blätter, -leitschaufeln, hochbelastete Tragflächenteile | Verbessert die Leistung entlang der Hauptspannungsrichtung und unterstützt höhere thermische Belastungen |
Einkristallguss | Kritische Turbinenschaufeln und -blätter unter schweren Bedingungen im heißen Strömungsteil | Entfernt Korngrenzen und verbessert die Kriechbeständigkeit für anspruchsvolle Turbinenanwendungen |
4. Wann sollte Schmieden oder Pulvermetallurgie in Betracht gezogen werden?
Nicht jede turbinenbezogene Komponente im Zusammenhang mit GE 9E sollte gegossen werden. Rotorbezogene Komponenten, Turbinenscheiben, hochbelastete Ringe, Wellen und einige lasttragende Strukturteile erfordern möglicherweise Schmieden oder Pulvermetallurgie, da sie unter rotierenden oder zyklischen Belastungsbedingungen hohe Festigkeit, eine dichte Mikrostruktur und zuverlässige mechanische Leistung benötigen.
Für diese Komponenten kann die Fertigung durch Präzisionsschmieden von Superlegierungen oder Pulvermetallurgie für Turbinenscheiben geeigneter sein als Feinguss. Der richtige Prozess hängt von der Bauteilgeometrie, der Legierungsgüte, den mechanischen Anforderungen und dem Inspektionsstandard ab.
Bauteiltyp | Möglicher Weg | Grund |
|---|---|---|
Turbinenscheibe | Pulvermetallurgie oder Präzisionsschmieden | Erfordert hohe Festigkeit, dichte Struktur, Ermüdungsbeständigkeit und stabile Rotationsleistung |
Rotorbezogene Komponente | Schmieden, Wärmebehandlung, CNC-Bearbeitung | Unterstützt hohe mechanische Belastung und Maßzuverlässigkeit |
Hochbelasteter Ring | Schmieden oder pulvermetallurgischer Weg | Verbessert die strukturelle Integrität im Vergleich zum allgemeinen Guss |
Einfacher Block oder Montagebauteil | Schmieden oder Blockbearbeitung | Kann bei einfacher Geometrie wirtschaftlicher und genauer sein als Guss |
5. Warum ist CNC-Bearbeitung nach dem Guss erforderlich?
Der Guss erzeugt die Near-Net-Form, aber die meisten GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln erfordern dennoch eine finale CNC-Bearbeitung. Kritische Montagemerkmale wie Schaufelfüße, Plattformoberflächen, Düsenmontageflächen, Bohrungen für Befestigungsschrauben, Dichtflächen und Kontaktflächen von Deckbändern können sich in der Regel nicht allein auf die Gussgenauigkeit verlassen.
CNC-Bearbeitung von Superlegierungen wird verwendet, um die endgültigen Abmessungen, Bezüge, Passungen und Oberflächenqualitäten gemäß der Zeichnung zu erreichen. Bei Teilen des heißen Gaswegs muss die Bearbeitungsstrategie zusammen mit dem Gussbezug und der Inspektionsmethode geplant werden, um Fehlanpassungen zwischen dem gegossenen Tragflügel, dem bearbeiteten Fuß und den finalen Montageflächen zu vermeiden.
Bearbeiteter Bereich | Warum CNC-Bearbeitung erforderlich ist |
|---|---|
Schaufelfuß | Steuert Passung im Rotorschlitz, Kraftübertragung und Kontaktgenauigkeit |
Düsenmontagefläche | Stellt stabile Installation, Gaswegausrichtung und Dichtleistung sicher |
Plattformoberfläche | Steuert Gaswegbegrenzung, Paarungsfläche und Montagebeziehung |
Deckbandmerkmal | Steuert Spitzenluftspalt, Kontaktfläche und Geometrie des Verschleißbereichs |
Bohrungen für Befestigungsschrauben und Positioniermerkmale | Stellt wiederholbare Montage und Maßkonsistenz sicher |
6. Wann sind EDM und Tiefbohren erforderlich?
EDM und Tiefbohren sind erforderlich, wenn GE 9E-Turbinenkomponenten Kühlbohrungen, schmale Schlitze, interne Kanäle, gewinkelte Löcher, kleine Öffnungen oder schwierige Merkmale in harten Nickelbasis-Superlegierungen enthalten. Konventionelles Zerspanen kann für diese Merkmale ineffizient oder instabil sein, insbesondere wenn das Bauteil gekrümmte Tragflächenoberflächen oder eine dünnwandige Geometrie aufweist.
Funkenerosive Bearbeitung (EDM) ist geeignet für Kühlbohrungen, Dichtschlitze, kleine Hohlräume und schwierige Profile. Tiefbohren von Superlegierungen ist nützlich für lange interne Durchgänge und Bohrungsmerkmale, wenn die Geometrie dies zulässt. Diese Prozesse erfordern möglicherweise zusätzliche Inspektionen, um Lochgröße, Winkel, Sauberkeit und Konsistenz des Strömungswegs zu verifizieren.
7. Welche Nachbearbeitung ist nach der Fertigung erforderlich?
Nachbearbeitung verbessert die Materialintegrität, Maßstabilität, den Oberflächenschutz und die Betriebsleistung. Für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln kann die Nachbearbeitung HIP, Wärmebehandlung, Wärmedämmschicht, MCrAlY-Haftvermittler, Al-Si-Beschichtung, oxidationsbeständige Beschichtung, Hartauftragschweißen und finale Inspektion umfassen.
Heißisostatisches Pressen (HIP) hilft, interne Porosität in kritischen Superlegierungsgussteilen zu reduzieren. Wärmebehandlung verbessert die Mikrostruktur und mechanischen Eigenschaften. Wärmedämmschicht (TBC) schützt Oberflächen des heißen Gaswegs. Schweißen von Superlegierungen kann für Hartauftragsbereiche, Z-Nut-Merkmale oder reparaturorientierte Fertigung verwendet werden.
Nachprozess | Typische Verwendung | Ingenieurtechnischer Zweck |
|---|---|---|
HIP | Kritische gegossene Schaufeln, Blätter, Düsen und Leitschaufeln | Reduziert interne Porosität und verbessert die Gussintegrität |
Wärmebehandlung | Inconel-, Rene-, CMSX-, Nimonic- und andere Superlegierungsteile | Optimiert Mikrostruktur, Festigkeit, Kriechbeständigkeit und Maßstabilität |
TBC | Tragflächenoberflächen im heißen Gasweg, Düsen, Schaufeln und Hitzeschilde | Reduziert thermische Belastung und verbessert die Haltbarkeit des heißen Strömungsteils |
MCrAlY-Haftvermittler | Beschichtete Turbinenschaufeln, -blätter und -düsen | Verbessert die Oxidationsbeständigkeit und unterstützt die TBC-Haftung |
Hartauftragschweißen | Z-Nut, Deckband, Dicht- und Verschleißkontaktbereiche | Verbessert Verschleißfestigkeit und Kontaktdauerhaftigkeit |
8. Praktische ingenieurtechnische Empfehlung
Für GE 9E-Turbinendüsen, -schaufeln und -leitschaufeln sollten Käufer das Fertigungsverfahren basierend auf Bauteilfunktion, Stufenposition, Legierungsgüte, Geometrie, Kühldesign, Beschichtungsanforderung und Inspektionsstandard wählen. Düsen und Leitschaufeln sind oft für Feinguss, equiaxialen Guss oder gerichteten Guss geeignet. Kritische Schaufeln und Blätter erfordern möglicherweise gerichteten Guss oder Einkristallguss. Rotorbezogene Teile erfordern möglicherweise Schmieden oder Pulvermetallurgie anstelle von Guss.
Für eine schnellere technische Bewertung stellen Sie bitte das Turbinenmodell, den Bauteilnamen und die Stufe, die 3D-CAD-Datei, die 2D-Zeichnung, die Materialgüte, die Beschichtungsanforderung, Hinweise zu Kühlbohrungen, Anforderungen an die Nachbearbeitung, den Inspektionsstandard, die Menge und den angestrebten Liefertermin bereit. NewayAeroTech kann das Bauteil prüfen und einen praktischen Fertigungsweg für Anwendungen vom Typ GE 9E, der Klasse 9171E und andere Gasturbinen der E-Klasse empfehlen.
Die Bezeichnungen GE 9E und 9171E dienen lediglich zur Beschreibung der Anwendungsanforderungen des Turbinenrahmens. NewayAeroTech konzentriert sich auf die kundenspezifische Fertigung von Superlegierungsteilen gemäß kundenseitig bereitgestellten Zeichnungen, Mustern, Spezifikationen und Projektanforderungen.