Welche GE 9E / 9171E Gasturbinenteile können aus Superlegierungen kundenspezifisch gefertigt werden?
Welche GE 9E / 9171E Gasturbinenteile können aus Superlegierungen kundenspezifisch gefertigt werden?
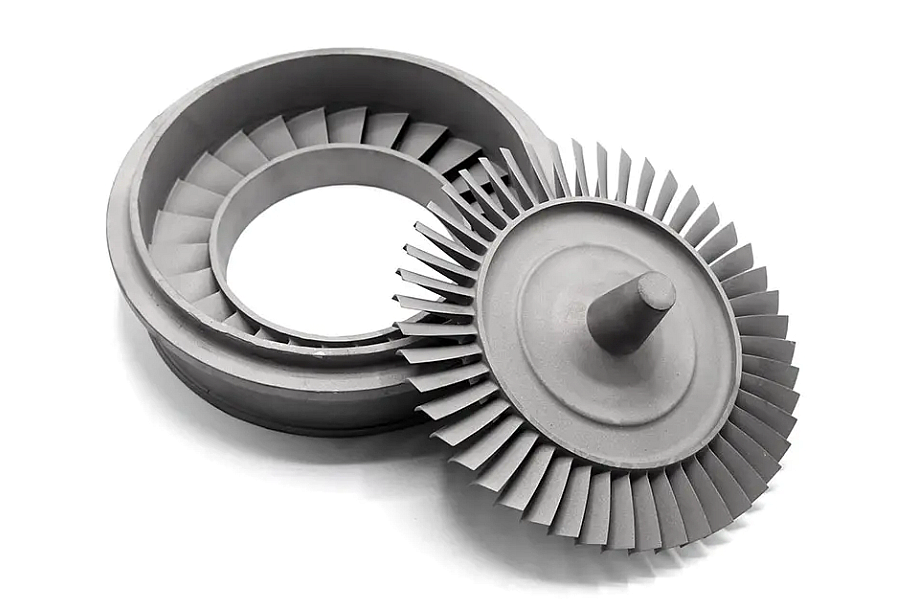
Zu den Heißgaspfidenteilen von GE 9E / 9171E Gasturbinen, die aus Superlegierungen kundenspezifisch gefertigt werden können, gehören Leitapparate der 1. Stufe, Laufschaufeln der 1. Stufe, Leitapparate der 2. Stufe, Laufschaufeln der 2. Stufe, Leitapparate der 3. Stufe, Laufschaufeln der 3. Stufe, Leitschaufeln, Mantelsegmente, Brennkammerauskleidungen, Übergangsstücke, Hitzeschilde, Dichtteile und verschleißfeste Kontaktbauteile.
Bei der kundenspezifischen Fertigung werden diese Teile in der Regel gemäß Kundenzeichnungen, Mustern, Anforderungen des Turbinenrahmens, Materialspezifikationen und Prüfnormen hergestellt. Je nach Bauteiltyp unterstützt NewayAeroTech Vakuum-Feinguss, Guss mit gleichachsiger Kristallstruktur, Gerichtetes Erstarren von Superlegierungen, Einkristallguss, CNC-Bearbeitung, EDM, HIP, Wärmebehandlung, Beschichtung und Endprüfung.


1. Typische GE 9E / 9171E Heißgaspfidenteile für die kundenspezifische Fertigung
Bauteiltyp | Typischer Fertigungsweg | Ingenieurtechnischer Fokus |
|---|---|---|
Leitapparat 1. Stufe | Vakuum-Feinguss, Wärmebehandlung, Beschichtung, CNC-Finishbearbeitung | Profingenauigkeit, Oxidationsbeständigkeit, Gaswegprofil, Beschichtungsqualität |
Laufschaufel 1. Stufe | Gerichtetes Erstarren oder Einkristallguss, HIP, Wärmebehandlung, EDM-Kühlbohrungen, TBC | Kriechbeständigkeit, Passgenauigkeit am Fuß, Kühleffizienz, Ermüdungsverhalten, Haftfestigkeit der Beschichtung |
Leitapparat 2. Stufe | Guss mit gleichachsiger oder gerichteter Struktur, CNC-Bearbeitung, Schutzbeschichtung | Maßhaltigkeit, Oberflächenschutz, Profilform, Montagepassung |
Laufschaufel 2. Stufe | Superlegierungsguss, Wärmebehandlung, Mantelbearbeitung, Hartauftragschweißen | Gezahnter Spitzendeckbandbereich, Verschleißzone im Z-Nut-Bereich, Genauigkeit am Fuß, Dauerhaftigkeit der Kontaktfläche |
Leitapparat / Laufschaufel 3. Stufe | Präzisionsguss, CNC-Bearbeitung, optionale Beschichtung, Maßprüfung | Aerodynamische Oberfläche, Montageschnittstelle, Ermüdungsfestigkeit, reproduzierbare Passung |
Leitschaufel | Feinguss, Wärmebehandlung, CNC-Finishbearbeitung, bei Bedarf Beschichtung | Schaufelprofil, Gasströmungsrichtung, Genauigkeit der Montagefläche, Kontrolle innerer Fehler |
Mantelsegment | Superlegierungsguss, CNC-Bearbeitung, verschleißfeste Oberflächenbehandlung | Spaltmaß, Dichtfläche, Verschleißzone, thermische Stabilität |
Brennkammerauskleidung / Übergangsstück | Umformung hochtemperaturbeständiger Legierungen, Schweißen, Bearbeiten, Wärmebehandlung, Beschichtung | Thermische Ermüdungsbeständigkeit, Oxidationsbeständigkeit, Schweißnahtintegrität, Verzugskontrolle |
2. Warum HE 9E Heißgaspfidenteile Superlegierungen erfordern
Heißgaspfendenkomponenten der GE 9E / 9171E arbeiten in Hochtemperatur-Gasströmungen und müssen Oxidation, Kriechen, thermische Ermüdung, Vibrationen, Erosion sowie wiederholte Start-Stopp-Zyklen widerstehen. Gewöhnliche Edelstähle oder niedrig legierte Stähle bieten in der Regel nicht die erforderliche langfristige Warmfestigkeit und Oxidationsbeständigkeit für kritische Komponenten im heißen Gasweg.
Nickel- und kobaltbasierte Superlegierungen werden häufig ausgewählt, da sie ihre mechanischen Eigenschaften bei erhöhten Temperaturen beibehalten. Je nach Einbaulage des Bauteils können Werkstoffe wie Inconel 713C, Inconel 738LC, CMSX-4, Rene N5, Nimonic 90 und Stellite 6B evaluiert werden.
3. Welche Teile eignen sich am besten für das Gießverfahren?
Die meisten Düsen, Schaufeln, Deckbänder, Laufschaufeln und komplexen Heißgaspfadteile vom Typ GE 9E eignen sich für das Gießen, da sie gekrümmte Profile, dünne Wände, Plattformen, Deckbänder, innere Merkmale und schwierige Gasweggeometrien aufweisen. Das Gießen ermöglicht die Herstellung des Bauteils in nahe endkonturnaher Form vor der CNC-Bearbeitung und Beschichtung.
Für viele statische Komponenten kann der Guss mit gleichachsiger Kristallstruktur einen praktischen Fertigungsweg bieten. Für Teile mit höheren thermischen und mechanischen Anforderungen kann ein gerichtetes Erstarren von Superlegierungen oder Einkristallguss erforderlich sein.
Bauteil | Geeigneter Gießweg | Grund |
|---|---|---|
Leitapparat-Leitschaufel | Vakuum-Feinguss, Guss mit gleichachsiger Struktur, gerichtetes Erstarren | Unterstützt komplexe Profilformen und Gaswegprofile |
Turbinenschaufel / Laufschaufel | Gerichtetes Erstarren oder bei Bedarf Einkristallguss | Verbessert die Kriechbeständigkeit und Hochtemperaturleistung |
Mantelsegment | Guss mit gleichachsiger Struktur oder Feinguss | Unterstützt komplexe Dichtgeometrien und Verschleißbereiche |
Hitzeschild | Feinguss oder gefertigter Weg mit Hochtemperaturlegierung | Bietet Oxidationsbeständigkeit und thermischen Schutz |
Übergangsbauteil | Fertigung, Schweißen, Gießen oder hybrider Weg | Hängt von Wandstärke, Geometrie, Legierung und Anforderung an thermische Ermüdung ab |
4. Welche Teile benötigen nach dem Gießen CNC-, EDM- oder Tieflochbohrbearbeitung?
Kühlbohrungen, schmale Schlitze, angewinkelte Merkmale und kleine Öffnungen können Funkenerosive Bearbeitung (EDM) oder Tieflochbohren für Superlegierungen erfordern. Diese Verfahren sind besonders wichtig für nickelbasierte Superlegierungen, da die konventionelle Bearbeitung schwierig sein kann, wenn Bohrungen klein, tief, angewinkelt oder auf gekrümmten Profiloberflächen angeordnet sind.
Merkmal | Empfohlenes Verfahren | Fertigungszweck |
|---|---|---|
Schaufelfuß | Kontrolliert Passung, Kontaktfläche und Montagegenauigkeit | |
Montagefläche des Leitapparats | CNC-Bearbeitung | Stellt stabile Installation und Gaswegausrichtung sicher |
Kühlbohrungen | EDM, Tieflochbohren oder Laserbohren je nach Geometrie | Erstellt kontrollierte Kühlwege für Zuverlässigkeit im heißen Gasweg |
Mantel- und Z-Nut-Bereich | CNC-Bearbeitung, Hartauftragschweißen, Oberflächenprüfung | Kontrolliert Verschleißfestigkeit, Mantelgeometrie und Kontaktverhalten |
Dichtfläche | CNC-Bearbeitung und Oberflächenfinish | Verbessert Dichtleistung und Reproduzierbarkeit der Montage |
5. Welche Nachbehandlungen werden für GE 9E Heißgaspfendenteile verwendet?
Die Nachbehandlung ist entscheidend für kundenspezifische Heißgaspfadkomponenten der GE 9E / 9171E. Gießen oder Umformen erzeugt die Grundform, aber die finale Leistung hängt von der inneren Dichte, dem Gefüge, der Maßgenauigkeit, der Beschichtungsqualität und der Oberflächenintegrität ab.
Zu den gängigen Nachbehandlungsmethoden gehören Heißisostatisches Pressen (HIP), Wärmebehandlung, Wärmedämmschicht (TBC), MCrAlY-Haftvermittler, Al-Si-Schutzbeschichtung, oxidationsbeständige Beschichtung und verschleißfeste Hartauftragsverarbeitung. Für ausgewählte Z-Nut-, Mantel- oder Dichtbereiche kann auch Schweißen von Superlegierungen zum Einsatz kommen.
6. Welche Prüfungen sind für kundenspezifische GE 9E / 9171E Teile erforderlich?
Die Prüfanforderungen hängen von der Bauteilfunktion und den Kundenspezifikationen ab. Bei Turbinenleitapparaten, Laufschaufeln, Leitschaufeln und Deckbändern sollte die Prüfung Abmessungen, Materialchemie, innere Fehler, Oberflächenrisse, Gefüge, Beschichtungsqualität und die finale Dokumentation verifizieren.
NewayAeroTech bietet Materialprüfung und -analyse für Hochtemperaturlegierungsteile an. Typische Berichte können CMM-Prüfung, 3D-Scanning, Röntgenprüfung, CT-Prüfung, FPI, metallographische Analyse, SEM/EDS, chemische Zusammensetzungsanalyse, Zugprüfung, Beschichtungsdickenprüfung und finale Sichtprüfung umfassen.
Prüfpunkt | Typische Methode | Zweck |
|---|---|---|
Maßgenauigkeit | CMM-Prüfung, 3D-Scanning | Überprüft Fuß, Profil, Plattform, Montage- und Dichtmerkmale |
Innere Gussfehler | Röntgen, CT, Ultraschallprüfung | Erkennt Porosität, Lunker, Risse und Einschlüsse |
Oberflächenrisse | FPI oder Farbeindringprüfung | Findet offene Fehler nach Guss, Schweißen, Bearbeiten oder Wärmebehandlung |
Materialverifikation | Spektrometer, GDMS, ICP-OES, Kohlenstoff-Schwefel-Analyse | Bestätigt Legierungsgrad und Kontrolle kritischer Elemente |
Beschichtungsqualität | Beschichtungsdicke, Haftfestigkeitsprüfung, Oberflächeninspektion | Bestätigt Qualität von TBC, Haftvermittler, Al-Si oder Hartauftragsoberfläche |
7. Welche Informationen sollten Käufer vor einer Angebotsabgabe bereitstellen?
Um GE 9E / 9171E Gasturbinenteile präzise zu kalkulieren, sollten Käufer ausreichende Informationen für die Materialauswahl, Prozessplanung, Werkzeugbewertung, Bearbeitungsbeigabe, Beschichtungsprüfung und Inspektionsplanung liefern.
Erforderliche Informationen | Warum dies wichtig ist |
|---|---|
Turbinenmodell oder Anwendung | Bestätigt, ob das Teil für GE 9E, 9171E, E-Klasse Gasturbine oder eine andere Plattform vorgesehen ist |
Teilname und Stufe | Klärt, ob es sich um einen Leitapparat der 1. Stufe, eine Laufschaufel, Leitschaufel, ein Deckband, eine Auskleidung oder ein Übergangsstück handelt |
3D-CAD-Datei | Unterstützt Geometriever review, Werkzeugdesign, Bearbeitungsplanung und Angebotserstellung |
2D-Zeichnung | Definiert Toleranzen, Bezüge, Beschichtungshinweise, Prüfnormen und kritische Merkmale |
Materialgüte | Bestimmt Gießweg, Wärmebehandlung, Bearbeitungsschwierigkeit und Beschichtungskompatibilität |
Anforderung an Nachbehandlung | Bestätigt, ob HIP, Wärmebehandlung, TBC, EDM, Schweißen oder Oberflächenbehandlung erforderlich ist |
Prüfanforderung | Stellt sicher, dass erforderliche Berichte für CMM, Röntgen, CT, FPI, Material oder Beschichtung enthalten sind |
Menge und Lieferziel | Hilft bei der Bewertung der Werkzeugkosten, Chargenprozesse, Durchlaufzeiten und Produktionsplanung |
8. Praktische ingenieurtechnische Empfehlung
Für Heißgaspfadteile von GE 9E / 9171E Gasturbinen sollten Käufer einen Fertigungsweg nicht allein anhand des Teilnamens auswählen. Ein Leitapparat, eine Laufschaufel, eine Leitschaufel, ein Deckband, eine Auskleidung oder ein Übergangsstück können je nach Stufe und Betriebsumgebung unterschiedliche Materialien, Gussstrukturen, Bearbeitungsmethoden, Beschichtungssysteme und Prüfpläne erfordern.
Für eine schnellere technische Bewertung stellen Sie bitte das Turbinenmodell, den Teilnamen, die 3D-CAD-Datei, die 2D-Zeichnung, die Materialgüte, die Beschichtungsanforderung, die Anforderung an die Nachbehandlung, den Prüfstandard und die Menge bereit. NewayAeroTech kann das Bauteil prüfen und einen praktischen, kundenspezifischen Fertigungsweg für Superlegierungen für Anwendungen vom Typ GE 9E, Klasse 9171E und andere E-Klasse Gasturbinen empfehlen.
Die Bezeichnungen GE 9E und 9171E dienen ausschließlich zur Beschreibung der Anwendungsanforderungen des Turbinenrahmens. NewayAeroTech konzentriert sich auf die kundenspezifische Fertigung von Superlegierungsteilen gemäß den vom Kunden bereitgestellten Zeichnungen, Mustern, Spezifikationen und Projektanforderungen.