航空宇宙用タービンローター部品向けの超合金 CNC 加工
世界の航空宇宙推進プログラムがより高い推力重量比と熱効率を追求するにつれ、精密加工された超合金タービン部品への需要は増え続けています。2024 年、航空宇宙用 CNC 加工セクター単独で 53 億米ドルを超え、タービンローターが高温合金使用量の 32% 以上を占めました。
Neway AeroTechはこの分野において重要なソリューションを提供します。当社の先進的なインコネル、レネ、およびニモニック合金の CNC 加工により、15,000 rpm 以上、100°C を超える環境で動作するタービンローターにおいて、優れた寸法安定性、疲労耐性、および性能を実現します。
超合金 CNC 加工の中核技術
Neway AeroTech における超合金 CNC 加工は、極限環境での應用向けに、精度、熱安定性、工具寿命最適化技術を統合しています。
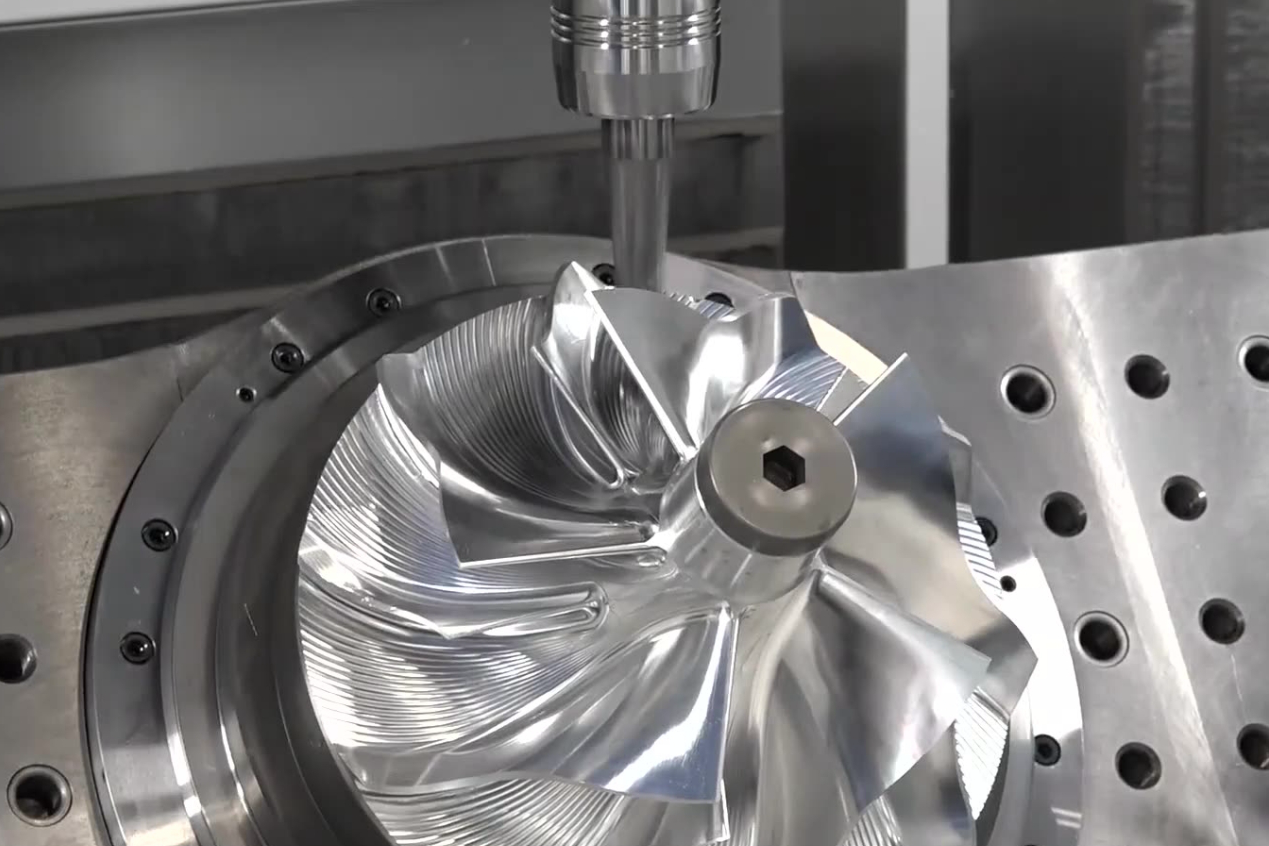
5 軸 CNC 加工により、複雑な輪郭や深い空洞を持つ超合金タービン部品への完全な工具アクセスが可能になります。
工具摩耗補正アルゴリズムにより、磨耗性の高い合金との接触条件下での長時間稼働においても、寸法の再現性を確保します。
高圧スピンドル内冷却システムは、堅牢な超合金材料における熱蓄積を低減し、切削効率を向上させます。
工程後の CMM および SEM 検査により、ミクロンレベルの公差および航空宇宙グレードの仕様への適合を保証します。
すべての加工工程は、AS9100D や NADCAP などの航空宇宙規格に準拠しており、±5 μm の公差まで一貫した精度を確保しています。
CNC 加工における代表的な超合金
以下の超合金は、タービンローター部品に一般的に使用されています:
合金 | 最高使用温度 (°C) | 引張強さ (MPa) | 用途 |
|---|---|---|---|
704 | 1240 | ローターディスク、タービンハブ | |
980 | 1450 | タービンブレード、ローター | |
920 | 1265 | コンプレッサーローター | |
1140 | 1000 | タービンベーンルート |
各合金は、極限環境下でのクリープ耐性、疲労寿命、酸化防止において特定の利点を提供します。
事例研究:タービンローター部品の CNC 加工
プロジェクト背景
ある航空宇宙推進クライアントは、次世代軍用ターボファンエンジン向けに、インコネル 718 製のローターディスクの CNC 加工を依頼しました。この部品には、±0.01 mm 以内の輪郭公差と、.008 mm 未満の同心度が要求されました。外形にはアンダーカット、深い空洞、および ISO H6 よりも厳しい穴位置決め公差が含まれていました。
代表的なタービンローター部品モデルとその用途
モデル | 用途 | 材料 | 最大 RPM | 説明 |
|---|---|---|---|---|
TRD-950 | ジェットエンジン高圧ローター | インコネル 718 | 18,000 | 精密バランス、多孔ハブ |
LPT-420 | 低圧タービンディスク | レネ 88 | 12,000 | 応力除去、プロファイルミーリング |
CPT-180 | コンプレッサーローター | ニモニック 90 | 16,000 | 軽量ブリスクスタイル設計 |
これらの部品は、F クラスタービン、先進的な UAV(無人航空機)、および超音速ジェット機など、さまざまな航空プラットフォームのエンジンモジュールに不可欠です。
タービンローター部品の CNC 加工における課題
合金硬度が 40 HRC を超え、攻撃的な刃先形状が要求されるため、工具摩耗が 0.05 mm/時間を超える。
超合金表面において、切削速度 150 m/min を超える状態で 2 時間以上の連続加工を行う際、熱変形が 0.02 mm を超える。
8 μm 未満の穴とシャフトの位置決め公差には、超高精度プロービングと多段階工具経路補正手法が必要となる。
仕上げパス中の反りを防ぐため、粗加工後に最大 450 MPa の残留応力を除去しなければならない。
深さが 8×D を超える空洞における切屑排出には、最適化されたフルート形状と 80 バールを超える冷却液圧力が必要となる。
タービンローター部品の CNC 加工ソリューション
液体窒素を使用した-196°C での極低温加工により、工具摩耗を 25% 低減し、表面整合性を大幅に向上させました。
トロコイダルミーリングによる適応型粗加工工具経路により、工具負荷を最小化し、複数の空洞プロファイルにわたってサイクルタイムを約 18% 短縮しました。
3D スキャン機能を備えたオンマシンプロービングにより、穴位置決め精度を 6 μm 以内に確保し、人間による検査介入を 60% 削減しました。
最終仕上げ加工前に、1030°C、100 MPa での熱間等方圧加圧(HIP)処理により、内部気孔率の 98% を除去しました。
1000°C の作動温度下での機械的性能を確保するため、加工前にGDMS 合金検証を実施し、元素組成が±0.03 wt% 以内で一貫していることを確認しました。
結果と検証
製造:ローターディスクは5 軸加工センターで加工され、±5 μm 以内の寸法精度と 0.007 mm の真円度を達成しました。18,000 rpm の作動速度におけるバランスを維持し、同心度(TIR)は 0.006 mm 未満でした。
仕上げ:送り量 0.2 mm/rev、最適化されたスピンドル速度 1800 rpm でダイヤモンド仕上げ工具を使用し、表面粗さを Ra 0.4 μm まで低減させ、疲労寿命を大幅に向上させました。
後処理:1030°C、100 MPa で 4 時間のHIP 処理により空隙を除去し、等方性粒構造を回復させ、980°C の使用温度における機械的強度の維持を保証しました。
試験:CMM 検査により公差適合率 100% を確認;X 線、SEM、およびGDMS 分析により材料の均一性を検証し、疲労試験ではクライアントの基準要件よりも 1.5 倍長い耐用年数を示しました。
よくある質問(FAQ)
CNC 加工されたタービンローターで達成可能な一般的な公差はどれくらいですか?
厚肉断面の超合金部品における残留応力はどのように処理しますか?
航空宇宙用ローター部品サプライヤーにはどのような認証が必要ですか?
単結晶および等軸晶の超合金部品の両方を加工できますか?
重要なローターディスクにおいて、穴とハブの同心度をどのように確保しますか?
