Inconel 718 超合金ターボチャージャー 3D プリンティング積層造形サプライヤー
Inconel 718 製ターボチャージャー部品の 3D プリンティング概要
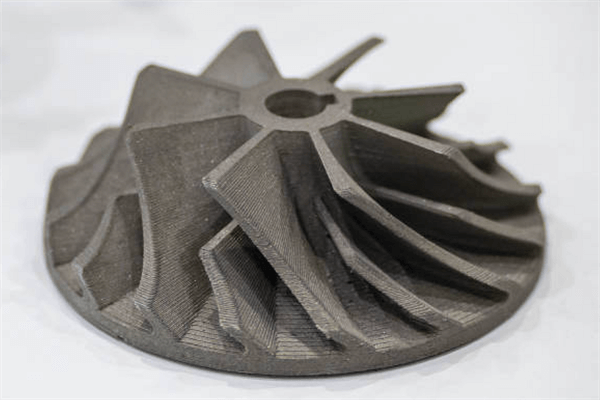
Inconel 718 は、極度の熱的および機械的応力下で作動するターボチャージャー部品に理想的なニッケル基超合金です。積層造形により、従来の機械加工や鋳造では実現不可能な、複雑で軽量なターボ形状の製造が可能になります。
Neway Aerotechでは、Inconel 718 3D プリンティングサービスを通じて、高い疲労強度、耐食性、および熱性能を備えた精密なターボチャージャー部品を提供し、航空宇宙、自動車、エネルギー産業に貢献しています。
ターボ部品向けの積層造形技術
適用可能な 3D プリンティング方法
技術 | 層厚 (μm) | 表面粗さ (Ra, μm) | 特徴解像度 (mm) | 一般的な用途 |
|---|---|---|---|---|
SLM | 30–50 | 5–15 | ≥0.2 | タービンハウジング、インペラ、ベアリングブラケット |
DMLS | 40–60 | 6–18 | ≥0.25 | 排気ボルテート、スクロール流路、エンドプレート |
SLM は、優れた密度制御と微細な構造詳細により、Inconel 718 にとって推奨されるプロセスです。
ターボチャージャー環境における Inconel 718 の性能
特性 | 値 | ターボ應用における利点 |
|---|---|---|
降伏強さ @ 700°C | ≥ 720 MPa | 高速ローターの熱負荷下で構造を維持 |
疲労強度 | > 10⁸ cycles @ 650 MPa | 高振動・熱サイクル領域での寿命を保証 |
耐酸化性 | 最大 980°C | 劣化なしに排気側部品に適応可能 |
クリープ破断強度 | > 1000 hours @ 704°C / 620 MPa | 過給条件下での連続運転をサポート |
溶接性&印刷適性 | SLM に優れる | 欠陥のない積層処理と後加工を保証 |
材料選定の根拠
Inconel 718は、700–980°C での安定性と連続過給サイクルにおける疲労信頼性により、鋳鉄やアルミニウムよりも選定されます。
優れた溶接性と割れ抵抗性により、印刷後の修理やハイブリッド組立にも適しています。
微細な析出強化(γ″相およびγ′相)により、繰り返しの加熱・冷却サイクル中の安定性が確保されます。
事例研究:3D プリンティングされた Inconel 718 製ターボチャージャー排気ハウジング
プロジェクト背景
高性能自動車向けクライアントは、950°C の排気温度に耐え、120,000 rpm で連続運転可能な軽量ターボ排気ハウジングを必要としていました。複雑な内部スクロール形状と薄肉冷却流路が不可欠でした。
製造ワークフロー
材料: 粒径 D50 = 35 µm、球状形態のInconel 718 粉末。
印刷: 酸化制御のためにアルゴン不活性雰囲気を使用し、層厚 30 μm でSLM 積層造形を実施。
構築戦略: 内部スクロールをラティスコアで支持し、45°角度の壁面オーバーハングを確保するためにダウンスキン最適化を実施。
後処理: 微細気孔を除去するため、1200°C/100 MPa で 4 時間の熱間等方圧加圧(HIP)を実施。
CNC 仕上げ: シーリングフランジを±0.01 mm の平面度、内部穴の同心度を 0.02 mm 以内に機械加工。
表面仕上げ
最適なガス流量を得るため、内部表面を Ra ≤ 6 μm まで蒸気研磨。
放射熱偏向のため、外壁にTBC コーティングを適用。
初期熱サイクル中の表面酸化を防ぐため、最終部品を不動態化处理。
検査と検証
CMM 検査により、寸法精度が±0.03 mm 以内であることを確認。
X 線 CT スキャンにより、内部剥離がゼロであることを検出。
超音波試験により、薄肉スクロール部の壁密度を検証。
流量試験は 1800 L/min で合格し、サンプル間の背圧変動は<1.5% に収まりました。
結果と検証
印刷された Inconel 718 製ターボハウジングは、鋳造版と比較して重量を 30% 削減し、950°C で 1000 時間の耐久試験に成功しました。熱機械疲労下でも完全な寸法整合性を維持し、耐久性テストサイクルあたり 300,000 回のタービン回転に耐えました。
FAQs
Inconel 718 製印刷ターボ部品の最大作動温度は何度ですか?
ターボチャージャー應用において、Inconel 718 は 625 と比較してどうですか?
印刷されたターボ部品は他の材料と溶接できますか?
ターボハウジングの耐酸化性を向上させる表面処理にはどのようなものがありますか?
印刷されたターボチャージャー設計のためのトポロジー最適化を提供していますか?
